������У��(zh��n)�b�õ��O(sh��)Ӌ(j��)�M��
������M�㺽������ԇ�(y��n)�������Ӌ(j��)����(bi��o)��(zh��n)©��У��(zh��n)��Ҫ�������˶�����У��(zh��n)�b�á�������У��(zh��n)�b���������M(j��n)�П�ż���Ӌ(j��)������Ҏ(gu��)����ݱ�Ĥ���Ҏ(gu��)���ˌ�Ҏ(gu��)����ꎘO��xҎ(gu��)����՜y����������У��(zh��n)��ͬ�rҲ�������ڝB�����©��У��(zh��n)��
1���b�ø���
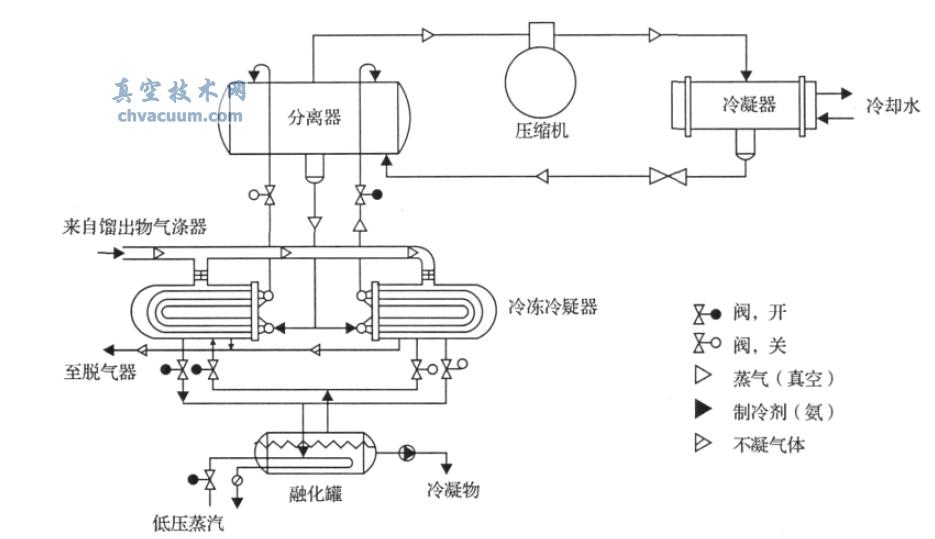
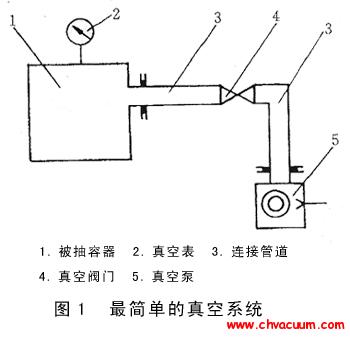
����������У��(zh��n)�b����Ҫ�ɸ����У��(zh��n)�ҡ������У��(zh��n)��/ ��(w��n)���ҡ���ճ��ϵ�y(t��ng)��©��У��(zh��n)ϵ�y(t��ng)��늚���Ƽ���̖�ɼ�ϵ�y(t��ng)�M�ɡ�ϵ�y(t��ng)ԭ����D1 ��ʾ��
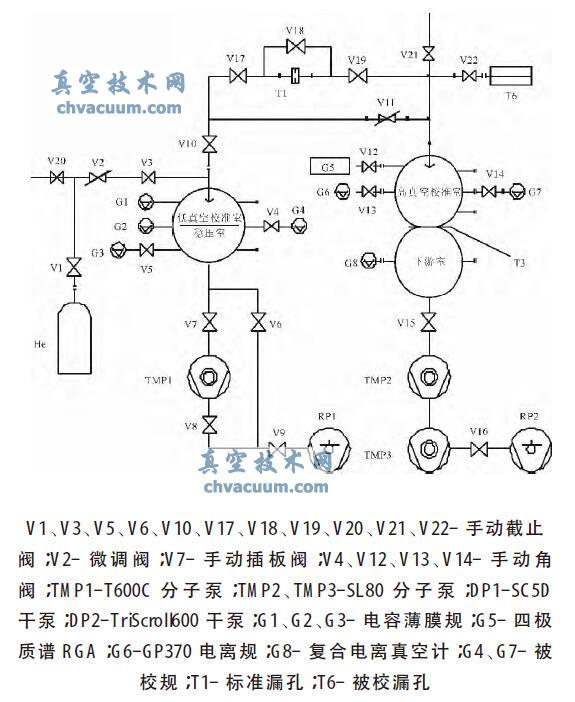
�D1 ���У��(zh��n)�b��ԭ��D
2���������(zh��n)��
���������У��(zh��n)�Ҟ��p������ҽY(ji��)��(g��u)���������Һ������҃ɴ֣��Y(ji��)��(g��u)��Ҋ�D2 ��ʾ��
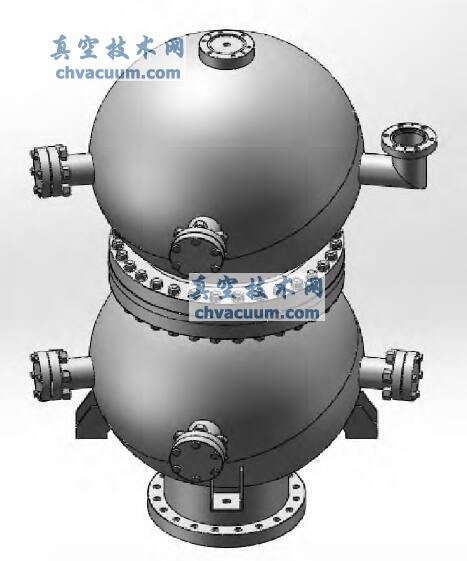
�D2 У��(zh��n)�ҽY(ji��)��(g��u)ʾ��D
���������ϡ������Ҳ��Ã�(n��i)����350mm �����w�������ǻ�w������҃�(n��i)�����M(j��n)�ЙC(j��)е����ͻ��W(xu��)����̎�������M(j��n)�г�����ϴ�������Ҽ������ҵij���ϸ��O(sh��)Ӌ(j��)��5 ��DN40CF ���m�ӿڣ��Á��ӱ�УҎ(gu��)����(bi��o)��(zh��n)Ҏ(gu��)���ĘO�|(zh��)�VӋ(j��)�ȡ����з��m�ӿڵ�����ɂ����mͨ�^����ֱ�������������e�_һ���ĽǶȣ��Ա�����У��(zh��n)�r��УҎ(gu��)֮�g�Ӱ푡�
�����ĘO�|(zh��)�VӋ(j��)����MKS�Įa(ch��n)Ʒ����ͨ�^����ͬ���w�x�����Ĝy�����Ȍ����Ӌ(j��)���x��(sh��)����(bi��o)��(zh��n)Ҏ(gu��)����Brooks ��GP370 ��xҎ(gu��)���ɺܺõĝM��У��(zh��n)����Ҫ�O(ji��n)�yҎ(gu��)���óɶ��������a(ch��n)��B-A Ҏ(gu��)���y������10-2��10-8 Pa���O(ji��n)�y���ã������Д�ϵ�y(t��ng)�����Ġ�B(t��i)�������ĘO�|(zh��)�VӋ(j��)���_���ṩ�����Г�(j��)��У��(zh��n)�ҵ����нӿڲ��ý����ܷ�ӿڡ��������ҵײ��b��CF160 ���m�c�����ӱ��B�ӡ�
3���������(zh��n)��(w��n)����
������ԓ�O(sh��)���У������У��(zh��n)��(w��n)���Ҽȿ����Á팦�����Ҏ(gu��)�M(j��n)��У��(zh��n)��Ҳ�������ڸ����Ҏ(gu��)�c©��У��(zh��n)�r���鷀(w��n)���ҡ������У��(zh��n)�Ҟ��������ҽY(ji��)��(g��u)�����Ã�(n��i)����250mm �����w�� �w�e�s8.2L����(n��i)���撁��̎��������懊ɰ�����g��̎����У��(zh��n)�ҵij����������DN40 CF��8VCR �Ƚӿڣ��քe�����B����ݱ�ĤҎ(gu��)����УҎ(gu��)���O(ji��n)�yҎ(gu��)�����Ҏ(gu��)��
����Ҏ(gu��)�ܽӿڷ��m������ɂ��ӿ�ͨ�^����ֱ������������У��(zh��n)��(w��n)���ҵ�픲��M(j��n)��̎�b��ɢ���װ壬ʹ��ͨ��Ě��w�ܾ����ɢ������(w��n)��У��(zh��n)�ң��s�̚��w����ƽ��r�g����(w��n)��У��(zh��n)�ҵıO(ji��n)�yҎ(gu��)���óɶ��������a(ch��n)�ď�(f��)�����Ӌ(j��)���y������105��10-6 Pa����(w��n)���ҵ�픲��b���M(j��n)��ܣ��ײ����з��ӱýӿڡ���(w��n)���ҵ��M(j��n)������y�x���{(di��o)��y��
4����ճ��ϵ�y(t��ng)
������ճ��ϵ�y(t��ng)�֞�����У��(zh��n)�ҳ��ϵ�y(t��ng)�͵����У��(zh��n)��(w��n)���ҳ��ϵ�y(t��ng)�����и����У��(zh��n)�ҳ��ϵ�y(t��ng)���÷��ӱô�(li��n)�O(sh��)Ӌ(j��)���_��������ҽ�(j��ng)�^��(n��i)���杍��̎����B(t��i)�£��@���^�ߵ��O����ն������ò���Leybold ��T600 C��CF160 �ӿڣ�T600C ���ӱ��O����նȿ��_(d��)1×10-8 Pa��ǰ�����ӱò���Leybold ��SL80 ���ӱá�
����ǰ���C(j��)е�����ð��݂���TriScroll600 �ɱ���У��(zh��n)��(w��n)���ҳ��ϵ�y(t��ng)���ò���SL80 ���ӱã�CF63 �ӿڣ�ǰ���ò���Leybold ��SC5D �ɱá�ͬ�r����ߵ����У��(zh��n)��(w��n)���ҵ��l���ſա�����ղ���Ч�ʣ��O(sh��)Ӌ(j��)���Գ��·������ҷſպ���ɸɱ��ȳ���գ������_(d��)�����ӱù��������Ժ����ɷ��ӱó���գ��@�N������ʽ�ɜp�ٷ��ӱõ���ͣ�l�ʣ����L���ӱõĉ�����
5��©��У��(zh��n)ϵ�y(t��ng)
��������У��(zh��n)�b�õĶ���;�ԣ����������y����ֹ�y�͘�(bi��o)��(zh��n)©���O(sh��)�䣬�Y(ji��)���ĘO�|(zh��)�VӋ(j��)����(sh��)�F(xi��n)�˝B��©��У��(zh��n)���ܡ���У��(zh��n)�����ı������O(sh��)Ӌ(j��)���y�TV18 ���ژ�(bi��o)��(zh��n)©�׃ɂ�(c��)�Č�(d��o)ͨ������Ѹ��ƽ��©�׃ɂ�(c��)�ĉ�����©�מ�4 �N��ͬ���M�ɵ�һ�ט�(bi��o)��(zh��n)©�ף�ͨ�^���Q����(y��ng)��©�ף�ϵ�y(t��ng)�Ɍ�(sh��)�F(xi��n)��5×10-5��5×10-9 ��Pa·m3/s ��©��У��(zh��n)��
����ϵ�y(t��ng)�O(sh��)Ӌ(j��)��?d��)ⴵ�߹��ܣ�ͨ�^�քӳ䵪�y����У��(zh��n)�҃�(n��i)�M(j��n)�к��ⴵ�ߣ��ɽ��ͱ����⌦У��(zh��n)�Y(ji��)����Ӱ푡�
6���濾ϵ�y(t��ng)
�������˫@���^�ߵĘO����նȣ����У��(zh��n)��(zh��n)�_�ȣ��茦У��(zh��n)���M(j��n)�иߜغ濾���Խ��̓�(n��i)����ˮ��������������w�ɷ֡��濾ϵ�y(t��ng)��Ҫ������Һ濾�ס��ԄӜؿ�ϵ�y(t��ng)�M�ɡ��濾������k�ӟ�z�Ͳ����w�S�^���ӹ�ͬ�p�ƶ��ɣ����ڲ��b���ӟ�z����ֲ��ڼӟ��׃�(n��i)���_��У��(zh��n)�ҜضȾ����ԄӜؿ�ϵ�y(t��ng)�Á��O(sh��)�ü��{(di��o)�ؼӟ��ĺ濾�ضȣ�У��(zh��n)�ҵ���ߺ濾�ضȞ�200�档
7���y���Ϳ���ϵ�y(t��ng)
��������ϵ�y(t��ng)����PLC ����ӿ��ƈ�(zh��)��ϵ�y(t��ng)����λ�O(ji��n)�غ͌�(sh��)�(y��n)��(sh��)��(j��)̎�����Ì��ù��ؙC(j��)�Y(ji��)�ϽM�B(t��i)ܛ���팍(sh��)�F(xi��n)�˙C(j��)���������Ʒ�ʽ�����քӺͰ�ȫ���i��Y(ji��)�ϵķ�������λ�O(ji��n)�؆�Ԫ��Ҫ�������A�Ĺ��ؙC(j��)�͑�(y��ng)��ܛ���M�ɡ�ͨ�^����ܛ����(sh��)�F(xi��n)���ƹ��͔ܺ�(sh��)��(j��)̎�������п��ƺ��@ʾ�ɷN���ܣ��Dz����T�M(j��n)���O(sh��)������c�Y�Ϸ����Ĵ��ڡ�PLC ��(sh��)��(j��)�c��λ��(sh��)��(j��)��Ĕ�(sh��)��(j��)�M(j��n)�н��Q����(n��i)�ô惦�����ɰ�һ���ĕr�g�g���惦�^�L�r�g��ԇ�(y��n)��(sh��)��(j��)��
����ϵ�y(t��ng)�����P(gu��n)(li��n)�O(sh��)���Ӳܛ���p�ػ��i���ܣ��ɱ����`����������O(sh��)��p�ģ���(sh��)�r�O(ji��n)�����ϵ�y(t��ng)�ĉ�����B(t��i)�����ڲ����_���ıá��y��Ӌ(j��)�������O(sh��)�䌍(sh��)�F(xi��n)ܛӲ���p�ر��o(h��)������ϵ�y(t��ng)�O(sh��)Ӌ(j��)�М�(zh��n)�_�Ĉ�(b��o)�����ܣ���������O(sh��)����F(xi��n)���ϣ������O(sh��)���\(y��n)�Зl���l(f��)��׃���r�o�����@����ʾ����������ˆT�M(j��n)��̎������������ˆT��Ҏ(gu��)���ĕr�g��(n��i)δ푑�(y��ng)��ϵ�y(t��ng)�ɸ���(j��)�A(y��)�O(sh��)����̎�������Ԅӌ������M(j��n)�а�ȫ̎������λ����ϵ�y(t��ng)�x�����T�ӵĿɾ��̿���������Ɔ�Ԫ���o������(y��ng)��늚�Ԫ����(g��u)�ɣ���λ����ϵ�y(t��ng)����У��(zh��n)�Һ濾�ԄӜؿع��ܣ��ԜضȞ���ƌ���ͨ�^�ɿع衢�K��衢���x���ȽM������(sh��)�F(xi��n)�]�h(hu��n)�����^�̡�
8��У��(zh��n)�Ҳ��ϼ�̎��
����У��(zh��n)���Լ��ܵ����ϲ���SUS304 ��316L����(y��u)�|(zh��)�IJ��P䓲�������l���±��Ś����^�ͣ����ԫ@���^�õ���նȡ����ó���������ۚ廡���M(j��n)�к��ӣ�У��(zh��n)���ں���ǰ�M(j��n)��ȥ����ϴ����������Ӱ푺��ӵ��|(zh��)�����Ķ��_��У��(zh��n)�ҵĺ��ӿɿ��ԣ����⺸�p̎�ĝB©����Ҫ���p���Ã�(n��i)���ĽY(ji��)��(g��u)���p���˱���ķŚ���e�����������ϵ�y(t��ng)�ĘO����նȡ�
���������㲿�����Ӻ�������|(zh��)�V�z©�x�M(j��n)�Йz©��ÿ����պ��p���M(j��n)�Ї����z©̎����Ҫ��©��≤1×10-10 Pa·m3/s������һ��©��У��(zh��n)���P(gu��n)�yԇƽ�_�����⚈����Ⱦ��ϵ�y(t��ng)�O(sh��)Ӌ(j��)�^���������P(gu��n)ע��Ҫ�c(di��n)������O�ͱ����^�ߵ���r�£�����Ӳ��������ĺ��������ጷŵ�����҃�(n��i)�������նȺͺ��Ȿ�׳��m(x��)ƫ�ߡ����Q�@�����}�҂���ȡ���ǻ�Ҟ�ȫ�����ܷ�Y(ji��)��(g��u)������҃�(n��i)�M���������ϡ����z�Ȳ��ϵĴ���;ͬ�rϵ�y(t��ng)����һ·��?d��)ⴵ�߹�·���p�ٺ��⚈����