�������������©�ʿ����c�ܷ��OӋ
�����S���Ƽ��M��������b������ͻ�������յķ���lչ������ᘌ�������������ęz©���ܷ��OӋ�M���˷������������ݷe��2000 m3 �����r�����|�V�z©�x�ӵ�ǰ����Ղ���Փ���܉F����������r�g�s10 s���z©�`���ȼs1×10-9 Pa·m3/s �Ŀ��b�z©�����]�����b�z©���H��ʩ�ϵIJ��_���Ժ��a©���y�Ć��}��ͨ�^�ܷ�͙z©�OӋ����߽����^���еęz©ˮƽ���|���@���Ȟ���Ҫ�����Ќ����p�z©��������շ��m���ܷ⼰�z©�Y������������y�T��ʹ�õ��M���˷�����
�����S���ƌW���g���M����ijЩ��;������b������ͻ�������նȵķ���lչ�����ģ�M�������Ƽ�����늼������������I���S����������ݷe�ڎװ�����ǧ�����ף���նȿ��_�����������������գ����ݷe2000 m3���O����ն��_10-3 Pa ������b��I�ѽ�����ɡ������ڳ�Ҏ����O�䣬��������b�����Ҫ�����OӋ��ի@��ϵ�y�⣬������������OӋ�����칤ˇ���gҲ����˸��ߵ�Ҫ������©�ʿ��������P��Ҫ�Ć��}����ˣ�����ᘌ��ݷe��2000 m3 �����ĸ���������ęz©���z©���ܷ��OӋ�M�з�����ӑՓ��
1���z©�`���ȼ�����������r�g
�������|�V�z©�x�����`���ȸߡ����ܷ��������V�����������ϵ�y�ęz©�������������ϵ�y�����]�z©�����Ľ����Լ��ɲ����ԣ������ú��⇊������ՙz©�������z©һ��Ҫ��z©�`���ȸߣ�����������r�g�̣����^��������ݷe�a�����ߵ�ì�ܣ����©�z���y�Դ_��©��λ�õȆ��}�������o����ʩ�z©��
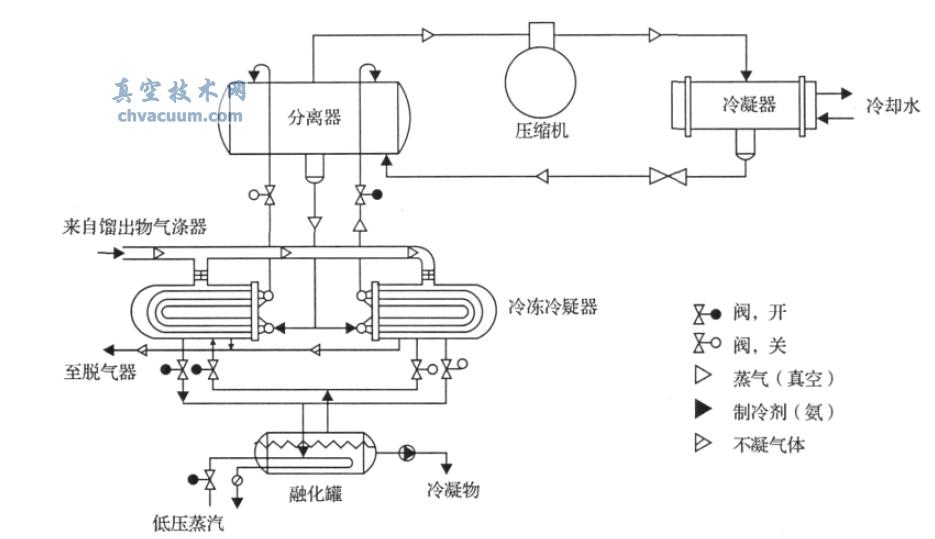
������ՙz©���Йz©�x�������B�ӵ����ϵ�y�ĸ���Ղ�(�����z�����ϣ���D1 ��A �c)��ǰ����Ղ�(�����õ��Ś��̎����D1 ��B �c)�����·քeӑՓ��
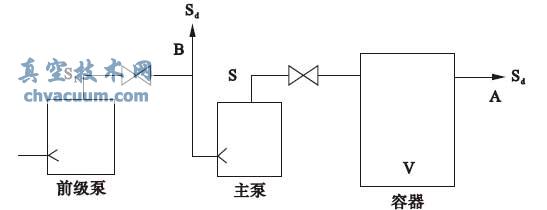
�D1 �z©�x���B��λ��ʾ��D
����1.1���z©�x���ڸ���Ղ�
�����z©�x�B�ӵ�����Ղ��ҙz©�r�g����L�r����z©�`���Ȟ飺
������ʽ(1)��ʽ(2)��Ҋ�����ϵ�y�ij���S ���z©�`���Ⱥͷ���������r�g����Ӱ푡��pСS������ߙz©�`���ȣ���ֻ�Ùz©�x���������ϵ�y���(nS=SHe)�r�����Ԍ��F���|�V�z©�x����љz©���r�����pСS��tr��tc ��Ѹ����������������Ƴ���ޞ��ˣ���Ȼ�����^�L�ĺ��p�ͷ��m�B�ӡ�2000 m3 �ĸ��������p���_480 m�����˴_��©�cλ�ã�����ʾ©���w��λ�ò����^����ˣ���Ҫ�^�ߵęz©�`���ȣ���ᘌ����pҪ��ÿ300 mm �L©����≤10-9 Pa·m3/s�����հlHLT560 �ͺ��|�V�z©�x�ęz©�`���Ȟ�5×10-13 Pa·m3/s������SHe=2.5 L/s������ʽ(1)��nS≤5000 L/s������ʽ(2)tr=tc≥400 s����֮���H������ͨ����3tr��3tc ���鷴����������ж��r�g����Ҋ���z©�xֱ���B�ӵ�����Ղȵęz©��ʽ���߂�����ԡ�
����1.2���z©�x����ǰ����Ղ�
�����z©�x�B�ӵ�ǰ����Ղ��ҙz©�r�g����L�r����z©�`���Ȟ飺

������V/S>>Vb/S1 �r������Vb ��B �c̎���ݷe������������r�g�Կ���ʽ(2)Ӌ�㡣���O�ɽ��ܵ�tr=tc=10 s����ҪnS≥200000 L/s������ʹ�ÔUɢ�Õrn=1.6��S≥125000 L/s���z©�r�ɲ���3 �׳���45000 L/s �Uɢ��+1200 L/s �_�ı�+150 L/s ���y��(2 �_)����⣬�˕r��nS1=3600 L/s���z©�`���ȿ��_7.2×10-10 Pa·m3/s���@������Փ��2000 m3��������������܉��ڙz©�r�g�͙z©�`�����ό�����е����w�z©������
�������ھ��w��ʩ�У������������p���ܷⲿλ�L�����H�ęz©�r�g�͙z©�`�����c��ՓӋ��Ҳ�^���Mһ���м�����������������������ھ��w��ʩ�z©ǰ�����z©�����Č��H����������r�g���z©�`�����M��У�ʡ����⣬���ڽ�����ɵĴ������������һ���l�F©�c��ʩ�a©���y��Ҳ�^����ˣ����߸����{ͨ�^�ܷ�͙z©�OӋ����߽����^���еęz©ˮƽ���|�����Դ_���������������©�ʵõ���Ч���ơ����@����ζ�����b�z©���Ժ��ԣ�����������������\�����ܚ��w�������Õ��a���^��׃�Σ��O����Ӱ��B�Ӳ�λ���ܷ����ܣ��@ֻ���������b�z©�_�J�����ԣ�����ͨ�^���`���ƺ���ߴ��������Ŀ��b�z©���gˮƽ����չ����I�����Ҫ�n�}֮һ��
2���ܷ�͙z©�OӋ
����2000 m3 ������������������c�Ǟ�M�㏊��Ҫ������ұ��^���p�L����Ҫ�����y�T���ƚ��w���Ӽ�ʹ�ô�����շ��m�M���B�ӣ������ܷ��z©�OӋ�нo�����c�Pע��
����2.1�����p�OӋ���z©
����2000 m3 ������������ֱ�����_15.7 m�����ð�ĺ���^����30 mm�����p����Ҫ�����õĚ����ԣ�Ҳ��횾߂����ęCе���ȣ������Ã����p�溸�ӡ����ЃȲ����p�����C���������P��Ҫ�����p������ۺ����B�m���������ګ@�ù⻬�坍����ձ��棬���ܮa����ס�̓���Ⱥ���ȱ�ݡ��ⲿ���p��Ҫ���C�Cе���ȡ����⺸�p�g���ܴ���С���g���@����ռ��g�Б����������̎�����к����g�������⺸�p����С©�וr���@�NС���g�����Ӡ�B��Ӱ푕��@�����L�z©�r�g���O�����©�z�����H�Ȳ����p��С©�וr��С���g�Ț��w�����������й©����ճ��O�鲻������ˣ����p�z©���P�I�Ǵ_���Ȳ����p��©����Ҏ���������ⲿ���p���m���ӻ��O���@�����ף����ڴ���������������^�����r��Ҳ���ڴ_�J�ⲿ���ӌ��Ȳ����p�����ԟoӰ푵�ǰ���£����ú��ӃȲ����z©�������ⲿ�Ĺ�ˇ���̡�
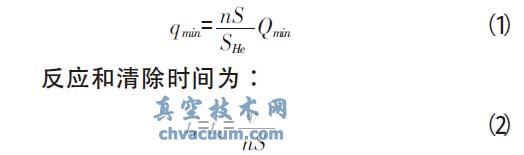
������������������p�z©ͨ��������ַ�(�z©�з�)���Ѻ��p�ֳ�����С�Σ�ÿ�β��������סһС�κ��p�M����ՙz©����D2 ��ʾ�����Ȍ�����c���z�����B���ܷ�á��z©�r���_�y1 ���P�]�y2������ձÌ���ֳ�ա�Ȼ���P�]�y1�����_�y2��ʹ����c�z©�x�Bͨ��Ȼ������ֿ�ס�ı��z���ķ����þֲ�����ʩ���M�Йz©���z©�r����ֱ���c���z������ܺõ��Ǻϣ���ˣ���ִ�С�Π�����OӋ����z©Ч�ʡ��`���Ȳ��c���z���p�ı����������m���������c���z�������ܷ⣬��ֲ��ϑ��Г��ԣ����������Ӳ��55°~65°�Ķ������z��ͬ�r���˲�����≺�����⣬����ֱ�횾߂����Ą��ȣ�����Ã��r���P�֧�ܡ���ְ��b�r������ͨ�^���p���⡢��շ���ȷ�ʽ�����ܷ⡣����©�ף��ú�������̽��©��λ�ã��M����һ�Ιz©�r��회���һ�κ��p��һС���M���ؙz���ؙz���L�����ٞ���ֵıں��Է�©�z��
�D2 ��ַ��z©ʾ��D
�����ڌ��Hʩ���У����Ӳ����c�z©��������M�У��l�F©�c���r̎�������Ա��C���pй©���������S�ķ����ȡ�
����2.2��������շ��m���OӋ���z©
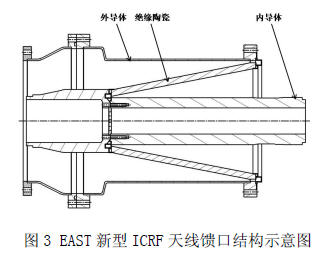
�����c�������������ϵĿ�ܵ���Ҫ���÷��m�B�ӣ��B�ӷ��m�Ĺ��Qֱ�����_��Φ3000 �����ϣ��h���ڳ�Ҏ��շ��m�ijߴ硣��ߴ���շ��m�ļӹ����ȡ����b���Ⱦ����ױ��C�����ܷ����͙ܺz©��������������ҕ��������ܷ��OӋ�����p���ܷ�ķ��m�Y�������ͷ��m�z©��Ҳ�������p�h�ܷ�Ȧ�ęz©�Y�����D3 �nj����߽Y�ϵ��p���ܷ�z©�Y��ʾ��D��ԓ�Y��ʹ�Ãɂ�O �����zȦ���ڃ���O ��Ȧ֮�g�γɾ���һ���ݷe�Ŀ�ǻ���z©�r�P�]�y1�����_�y2���������Ȳ����������M�Йz©�����ǻ�w�ݷe�^��ͨ�^�y1 �B����ձ��M���o������Լӿ����M��;����b���\�Еr���P�]�y2�����_�y1������O��Ȧ�g��ǻ�w�������ijһ����p������p �h���ڴ�≺����ʹ������������Ȳ���O ��Ȧ���ܵĉ������@�����͡���©��������׃����r�£������������x��ͨ�^©��й©�����Ҳ���@���pС���Ķ�����˴��ͷ��m�B�ӵ��ܷ��ԡ���ˣ��D3���p���ܷ�z©�Y���܉��ڽ�Q������շ��m�z©���}��ͬ�r��Ч����߷��m�B�ӵ��ܷ����ܡ�
����2.3����������y�T��ʹ��
�������ø�����y�T�Ĺ��Qֱ���^С��©�ʿɿ�����1.3×10-9 Pa·m3/s ���¡�Φ3000 �����Ϲ��Qֱ�����y�T�^�٣���ͨ�^�Y���OӋ����������͇���zҲ�����_��1.3×10-9 Pa·m3/s ���µ�©�ʣ���Ҫ���}�������y�T��ʹ���^���С������ݷe�ͳߴ��^������������ܵ��ڜضȣ��e�dz���Օr���w�����������±�Ȼ�a���^��׃�Σ�ʹ�y�T(�����B�ӷ��m)��������B�l����׃������ܷ����^���^С��������Ȇ��}��Ӱ��ܷ����ܣ������p���y�T���B�ӷ��m��ᘌ��@�N���}�Ľ�Q������Ҫ���ăɂ��������֣�һ���ڹܵ��Ϻ����O�ò��y�ܣ�׃�����B�Ӟ������B�ӣ��澏�������ú�׃��;�����ڴ����y�T�°��b��܉��ͨ�^�y�T��һ�������ȵ��Ƅ��m���b���׃�Ρ��@Щ��ʩ�IJ��ö��ǻ��ڌ�������������������ܵ�������׃���Мʴ_�˽�Ļ��A֮�ϵģ���ˣ���������Ԫ�ȷ������������ϵ�y�M�нY���������OӋ׃��ʮ�ֱ�Ҫ��
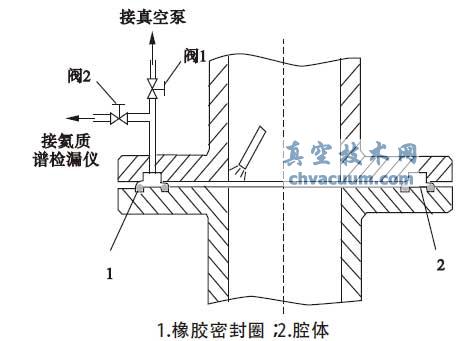
�D3 ������շ��m�p���ܷ�Y��
3���Y���Z
�����S���Ƽ��M��������b������ͻ�������յķ���lչ������ᘌ�2000 m3 ������������ęz©���ܷ��OӋ�M���˷����������|�V�z©�x�ӵ�ǰ����Ղȕr����Փ���܉F����������r�g10 s���z©�`����1×10-9 Pa·m3/s �Ŀ��b�z©�����]����������������b�z©���Ќ��H��ʩ�ϵIJ��_���Ժ��a©���y�Ć��}��Ŀǰ�A�Σ�ͨ�^�ܷ�͙z©�OӋ����߽����^���еęz©ˮƽ���|���@���Ȟ���Ҫ�����Ќ����p�z©��������շ��m���ܷ⼰�z©�Y������������y�T��ʹ�õ��M���˷�����