�����M����ՠt�Ͽ�ͬ�ɗlճ�B���}�ķ�����Q
�������ľ������M����ՠt֮�Ͽ��c�ɗlճ�B�Ć��}�M����̽ӑ�������ڌ�ÿ��ճ�B�Ŀ��^�l���M�о��w�����Ļ��A�ϣ����������ճ�B�ĸ��NӰ������M�����^��Ԕ����̽ӑՓ�������ɗl�M���ˎr��������ƶ��˽�Q���}�ĸ��M��ʩ�����^���`��Q��ճ�B���}��
�����ҹ�˾�������M�ڵ��ʹ���������ՠt��ʹ���^���ж�ΰl���Ͽ�ͬ�ɗlճ�B�Ć��}�����Ĉ����ճ�B���}�İl�F�����}�ķ��������M��ʩֱ�����}�Ľ�Q��
1����ՠt�Ͽ�֧�νY��
�������M�������ʹ���������ՠt�����ΈDҊ�D1����ՠt�ӟ��ҵ�����⚤���Pʽ�AͲ�εģ����Pʽ�AͲ���w�ȹ̶�һ���L���w�εļӟ��ң��ӟ��ҵĸ��������ʯī�壬�ӟ��ҵ��ϲ��͵ײ��̶��Д��lʯī�ӟ�Ԫ�������Št��֧���ϸ�����һ�l�L��1.4 m ��֧��ʯī�l��֧��ʯī�l�ϲ�����β���д�������ʮ���̴ɗl���̴ɗlͬ�����Ͽ�ĵײ�ֱ�ӽ��|����ՠt�ӟ��ҵĽY��Ҋ�D2��֧��ʯī�l�ʹɗl�ĽY��Ҋ�D3���l��ճ�B�r���Bͬ��Д�ʮ���̴ɗl������һ�l֧��ʯī�l�����ˡ�

�D1 ���M���ʹ���������ՠt�����ΈD
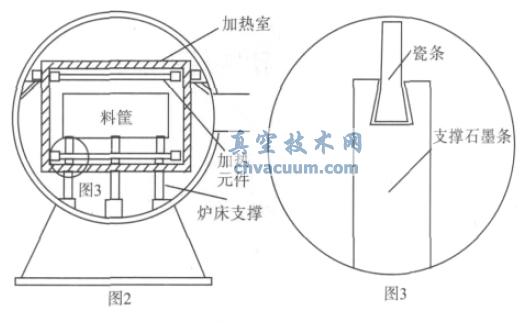
�D2 ��ՠt�ӟ��ҽY�����D3 ֧��ʯī�l�ʹɗl�Y���ą����D
2��ճ�B���}�İl�F
���������M����ՠt�İ��b���{ԇ�v�rһ�����£��ڰ��b���{ԇ�ꮅ������Ͷ�������a�\�У��H20 ��ĕr�g�����\����ʮ�ߠt���\�Р�rһֱ�ܺá����˰�ȫ�\�к;S�o���B�O�䣬���_��ʮ�ˠt֮ǰ���҂�����ͣ�t����ՠt�Ȳ�����λ�M��ȫ��z�飬�z�����^�r�]�аl�Fʲô���}�����g�����TҲ�]��ʲô���}�������_��^�S���T���҂��@Ӡ�ذl�F��֧�ι��������g����һ�lʯī�l��Ҋ�ˣ��Bͬ�������Ĕ�ʮ���̴ɗlҲ��Ҋ�ˣ�Ҳ�]�е��ڸ����ҵĠt���ϣ������ҵĠt��Ҳ�]�Гp�ģ���^����ҵĵײ�Ҳ�]��ʯī�l�ĺ��E�����_���g�����T�������؞ͨ��Ҳ�]���ҵ��κκ��E�����^��ռ��g�W(http://shengya888.com/)�Č��ҷ����J��ֻ��һ�N���ܣ������ڴ��r���Ͽ�����ͨ�^���g�T�����˴�����У���s��Ó�x���Ͽ�������˴�����С������M���ˆT�ڴ�����Ќ��ң����K���ڴ�������ҵ���ʯī�l��ʯī�l�Լ����������Ĵɗl���������ģ����ɗl�����������ѽ����M���Ѽy���ɗl���Ѽy�������м�����ɵģ��f���ɗl�Dz����ͼ���ġ�ʯī�l�������ģ������f�����c��һ�����f��ʯī�l�Dz������м���ģ��������f���Ͽ�ͬ�ɗl�ķ��x�������������Ժ���ɵġ�
3��ճ�B�Ŀ��^Ҏ�ɷ���
3.1���F���{��
����������ȡ��ʯī�l���҂���ʯī�l�M�����J��ęz�飬���˴ɗl�����������ѽ����M���Ѽy�⣬�ڴɗl�ϴɗlͬ�Ͽ���|�IJ�λ���л�ɫ�Ľ��ٚ��E�������҂����Ͽ��M�����J��z�飬�l�F�Ͽ�ײ�ͬ�ɗl���|�IJ�λ���Ї��صı�����ĿӺۡ������_�J:�ڸߜؼӟ�r,�Ͽ�ͬ�ɗl�Ľ��|��λճ�B��һ���ˣ����Ͽ��ğ�^�D�����^�ĕr���ɗl�Bͬʯī�lճ�������˴���^��ճ�B����r߀���^�أ������Ͽ��������л�������s��һ���ضȺ��Ó��ġ��mȻÿ�t����ӛ䛣������ڲ�֪����ʮ�ߠt�еڎנtճ�B�ģ�����ʲô�l����ճ�B�ģ�ԭ��Ҳ���÷��������@���g�҂���������������Ĺ�����
��������������ՠt���H���ҹ�˾Ψһ��һ�_�M�ڟ�̎���O�䣬������Ψһ��һ�_��՟�̎���O�䣬��һ���O��Ҳ����ͣ�_��ԓ�O���^�m���a�\�С����҂���ȡ��һ�l��ʩ��Ҫ���O������ߣ���ÿ�δ��rҪ��ǰ�T�ϵ��^����^�죬�Ͽ��ğ����D����^���^�̣����c�^��ʯī�l�Ƿ�ճ���ˡ��Ժ�ăɴ�ճ�B����ͨ�^�@�N�����l�F�ģ�Ҳ�C�����҂�ǰ��ķ��������_�ġ�ͬ��������ՠt��˾ϵ�������F�Ć��}ͨ��o������Ҫ�������M����˻��������Q���}���k���������Ͽ������M�O��rһ�����M�ģ����Ǐć��ȏS�Ҷ����ģ�����Ҳ�]�������@����Ć��}��ͬ�������ʹ���ՠt�Ć�λϵ����ϵ���Ć�λ�У����]�г��F�^��ƵĆ��}��ͬ�����ʹ���ՠt����S��ϵ��Ҳ�]�еõ����õ���Ϣ��
3.2�����^Ҏ�ɷ���
�����ڵ�һ��ճ�B���15 ���У�ÿ�춼�_�t��һֱ�]�аl�Fճ�B���}���\�Р�Bһֱ�ܺá���16��l���˵ڶ���ճ�B��ԓ�t�b���ǃɂ�FV520B���|��DH ���~݆���������^�����ǜضȞ�1050��Ĺ��ܻ���̎����ԓ�t��̎���^�̵���ն���r���@�ӵģ���850�汣���_�A����ն���10- 3 Pa �������ĘO����նȣ���1050��ߜؕr���õ��Ƿ։����ƣ���ն���1 Pa ��������
����������ճ�B����֮��ĵ����죬ԓ�t�b���ǃɂ�X12Cr13 ���|��H ���~݆�������������^�p���ض���990��������ն���10-3 Pa �������ĘO����նȡ��@21 �����̎����ʮ�נt�������l���˃ɴ�ճ�B�����@ʮ�נt��̎�텢�������l��ճ�B�����חlҎ�ɣ� �Ĝض��Ͽ���850�漰���µĜضȵ��{�����rЧ���ػ�ȏ�δ�l���^ճ�B���M���ǘO����ն�;���b�t�����Ͽ����b��һ���~݆��δ�l���^ճ�B���b�ɂ��^С���~݆Ҳ����ճ�B;����ն��Ͽ�����ն�Խ��Խ����ճ�B��ճ�B���ɟ�̎��ضȡ���նȡ��������߹�ͬ������ɵģ�����^Ҏ���ǣ��ض�Խ��Խ����ճ�B;��ն�Խ��Խ����ճ�B;�b�t����Խ��Խ����ճ�B���ڶ���ճ�B���mȻ���÷։����ơ���նȲ��ߣ����ضȸ����b�t��������ճ�B���mȻ�ضȲ�����ߡ��b�t����Ҳ������նȸߡ�
4��ճ�Bԭ�����Փ����
���������҂�Ҫ���_ճ�B���p����ʲô������ʲô����?һ���Ǵɗl��һ���ǽ����Ͽ𡣴ɗl�ijɷ������?�҂������M���ˎr������������w�鄂���w�����ڸ��X�ɗl�����ӽ������������ȺͿ�ճ�Y�Զ���95 �ɺã��Ĵɗl����]�и��M������ˡ���ô�Ͽ���?���Ϟ�1Cr18Ni9Ti���Ϲ��҂�Մ���ضȡ���նȌ�ճ�B��Ӱ�Ҏ���ǜض�Խ�ߡ���ն�Խ��Խ��������ճ�B���@ͬ�ɽ���Ԫ�ص����l�����������ճ�B�Ǻ����Ƶģ����ض�Խ�ߡ���ն�Խ�ߣ���ʹ���ٵ����lԽ���ף����l�ĬF��Ҳ��Խ���أ��Ķ����µ�ճ�B��Խ���ء��Ͽ���Ϟ�1Cr18Ni9Ti�����Բ�D4 �ij��ý���Ԫ�ص�����������[2,3,4]���҂����Ͽ���������NԪ���ڲ�ͬ�������µ�ƽ��ض����ڱ�1���ı����҂����Կ���������Cr ��ƽ��ض���ͣ���Cr ����������ߣ�Ҳ�����fCr �����������l��һ�NԪ�أ�Cr ��10-2 Pa �r��ƽ��ض���992�棬������ճ�B�r�t�Ȝض���990�棬��ն���10-3 Pa ���������@�N�l���ǝM�����Cr �����l�l���ģ������J���@��ճ�B�������l������ɵġ������ڵڶ���ճ�B����r������ �ض�1050��Ĺ���̎������ն���1 Pa �����������tԪ����1 Pa ��նȕr��ƽ��ض���1205�棬�t�ӵČ��H�ض��h���ڽ����t��ƽ��ضȣ����@�N�l�����Dz��������l�F��ģ�������Ҳ�a����ճ�B�����@һ�c�vճ�Bͬ���ٵ����l���Û]��ֱ���Pϵ��������Ͽ��c���ٹ�����δ�l���^ճ�B���@һ�c���v��Ҳ�����J��ճ�B�������l��������ġ��҂��J�鲻�ܷ��J���l���õĴ��ڣ��������������Ͽ�ͬ�ɗlճ�B����Ҫԭ��
��1 ����Ԫ���ڲ�ͬ�������µ�ƽ��ض�

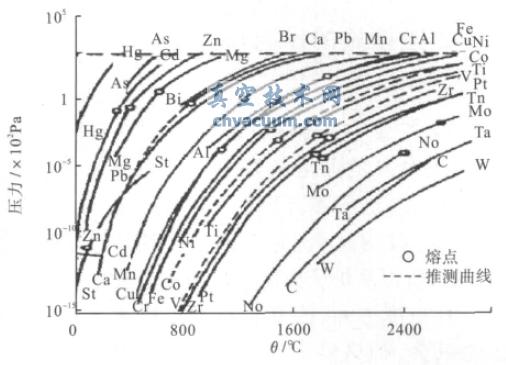
�D4 ijЩ����Ԫ�ص����≺����
������һ�N�F���������҂��ĸ߶���ҕ�������Ͽ�ײ�ͬ�ɗl���|�IJ�λ�Ї��صı�����ĿӺۣ��Լ��ɗlͬ�Ͽ���|�IJ�λ���л�ɫ�Ľ��ٚ��E���@�f�����Ͽ�ĸߜ؏��ȵ͡��Ͽ�ĸߜ؏��ȵͣ����Ͽ�ͬ�ɗl�Ľ��|��e�ֺ�С���@�ӹ���������Խ���|��λ��������Խ���Ͽ𱻉���ĿӺ۾�Խ��Ķ��Ͽ�ʹɗl�Ľ��|��Խ�o�ܣ�ճ�B�ĽY������Խ�����߽��|���e�o�ܕr���������ܴ���ԭ���g������g�������ö�ճ�B��һ���п��ܴ��ڸߜء�������µĔUɢ���F����ՔUɢ����ʹ���y���ۺ������y�Ԍ��F�Ľ��ٺ��մɺ�����һ�𣬔Uɢ����ָ��һ���ĜضȺ͉����£����B�ӱ�������|��ͨ�^ʹ����ֲ��l���^˷��׃�ζ��U���B�ӱ�����������|��Ȼ�����ԭ���g���^һ���r�g����Uɢ���γ����w�ɿ��B�ӵ��^��[1]ͨ�^���Ϸ������҂��J�飺�Ͽ�ͬ�ɗl��ճ�B�������Ͽ�ߜ؏��ȵ͡���նȸߡ���̎��ضȸߡ������b�t������ȶ����ع�ͬ������ɵġ�����Ҫԭ�����Ͽ�ĸߜ؏��ȵͣ��a���˔Uɢ����
����߀��һ�c��Ҫ����ģ����dž��}���F��ͬ������˾ϵ�������F�Ć��}ͨ��o������Ҫ�������M����˻��������Q���}���k��������Ҳ�]�зe�O��ϣ��@����һ��ԭ�����ǰ���ᵽ�ģ��Ͽ����I�O�䎧���ģ�����ʡ�X���Ͽ����҂����ȶ����ġ�
�����Ͽ�ͬ�ɗl��ճ�B���}��һ���܇��صĆ��}������ʯī�l��ճ���Ó�������^���g�����T�IJ�λ�������g�����T���ºp���O��;�ڠt��̎�ڸߜؗl�������g�����T�L�r�g�P���ϣ�������������ͱ�ը��Σ�U�ԡ������҂�ᘌ�ճ�B�ķ���ԭ����������ȡ�˴�ʩ��
5�����M��ʩ���O���c��ʩ
�������˽�Qճ�B�Ć��}���҂������ڜضȡ���նȡ��b�t�����Ͽ���ϡ��ɗl���ϡ�ʯī�l�Ĺ̶�(�Cе���x���k��)���pС�H�����Լ������ęCе���x���k���ȶ������k����
������̎���Ĝض����ɹ����IJ��ϛQ���ģ��Dz��ܸ�׃�ģ����ԏĠt�Ӝض��@�������k���Dz��еġ���նȷ��棬������նȿ��Դ��ؽ���ճ�B�ęC�������ǽ�����ն�Ҳ�����ȵģ����f1050���õ��ѽ��Ƿ։������ˡ������b�t���ǿ��Խ�Q���}�ģ���Ҳ�����L��֮�ߡ�����b�t��600 ���Ġt��Ҳ����ֻ�b100 ���چ��}�]�еõ�������Q֮ǰ�����Բ��ý����b�t��������ճ�B���ɗl���Ϸ��棬�҂��ѽ����ˎr��������Ĵɗl����]�и��M������ˡ�
�������ԣ��҂��ĸ��M�����փɲ��ߣ���һ���đ�����ʩ�Ѓɂ���һ�ǿ����b�t��������ʩ�С����Ǹ��Q�Ͽ���ϣ��Q�øߜ؏��ȸߵIJ��ϣ�����Ŀǰ��ՠt�Ͽ�IJ��ϴ���1Cr18Ni9Ti�����������b�t���h���҂����٣��҂����O���LJ��������ʹ���ՠt��
���������һ���đ�����ʩ��Q���ˆ��}���҂�߀�O���˵ڶ����Ľ�Q��ʩ����Ҫ�����ɂ����棺��һ��ʯī�l�̶��������Ͽ��֧��ʯī�lͬ�����֧�����ÙCе�ķ����̶���һ�𣬮��Ͽ�̧��ĕr��ʯī�l�ڹ̶����������¶�����ճ�𣬌����ߵ�ճ�B���x�_��
�����ڶ����pС�H�������k���������x���������һ�NͿ�ϣ��pС�ɗlͬ�Ͽ���H����������ճ�B��һ�𡣽�Q���}�ĸ��������Ǹ��Q�Ͽ���ϣ��������Ͽ���һ���r�g���}���������҂������Ͽ��������ǰ�Ĵ�ʩ���O�롣
6���YՓ
���������b�t�������µ��Ͽ�������֮ǰ��һֱ�]���ٰl��ճ�B���}���µ��Ͽ�������푪�ú]�����������b�t������r��Ҳ�]���ٰl��ճ�B��
�����īI
����[1] ��������꣬�Ĵ���. �طN���Ӽ��g������[M]. ���������W���I������,2008.
����[2] Ī�l�t. ��՟�̎���н���Ԫ�ص����l���}̽ӑ[J].���ٟ�̎��,2001,(1):27- 28.
����[3] �R�ǽ�,�n����. ��՟�̎��ԭ���c��ˇ[M]. �������Cе���I������,1988.
����[4] 鐳���. ��՟�̎����ˇ�c�O���OӋ[M]. �������Cе���I������,1998.