�B�mʽ��ՠt����ϵ�y��λ�_�P�ĎN��ʽ
����������߮a�ܺ��s��Դ���ڹ��I���a�rҪ�õ��B�mʽ��ՠt�����ڹ���һֱ̎�ڠt�ȣ���˹������D�ƺ͵�λ����Ҫʹ�Â�����(��λ�_�P)�M�п��ơ��������p������ʹ�t���B�mʽ��ՠt�Ĵ����Ԡt���M�з����f�������w��B�������̎����s�^���еĵȜ��D׃�^�̣��Լ�������(��λ�_�P)�O��λ���c�`���ȵ���Ҫ�ԣ�����e���f���N�_�P���O����ʽ�����c���^��
������ڟ�̎����s�^���Е��l���W���w�Ȝ��D׃�������p������ʹ�t��������ڸߜؕr�ض�˥�p�O�죬�粻�ܼ��r�����D�����ʹ����M��������t䓺����װl���Ȝ��D׃��������ȫ�D�Q�ɴ��ϣ���õ����R���w���Ķ����Ͳ��ϵ�Ӳ�ȼ���ĥ�Ե����ܣ�ʧȥ����Ч�����������ڠt�ȵĹ���λ�þ��ɂ�����(��λ�_�P)�M�Йz�y�����_�P���O����ʽ��ʹ�ò�����Ҳ��ʹ�������ܼ��r����@�Ӿ��@���_�P�ڴ���^���е���Ҫ�ԡ�
1���W���w䓵ğ�̎��
����1.1����ڼӟ�r���D׃
������Fe-Fe3C���D�У�A1��A3��Acm��̼��ژO�����ؼӟ����s�r���D׃�ضȣ����A1��A3��Acm�c����ƽ���R���c�����ڌ��H���a�r���ӟ����s�����ǘO�����ģ���˲�������ƽ���R���c�M�нM���D׃�����^����^��F����D1������ڼӟ�r�Č��H�D׃�ضȷքe��Ac1��Ac3��Accm��ʾ����s�r�Č��H�D׃�ضȷքe��Ar1��Ar3��Arcm��ʾ����M�П�̎��r����Ҫ�ӟᣬ�κγɷֵ�̼䓼ӟᵽA1�c���ϕr����M����Ҫ�l������w��W���w���D׃���@�N�D׃�Q��W���w�����W���w�����䓣��Բ�ͬ����s��ʽ�M����s�D׃����ɵõ���ͬ�ĽM�����Ķ�ʹ䓫@�ò�ͬ�����ܡ�
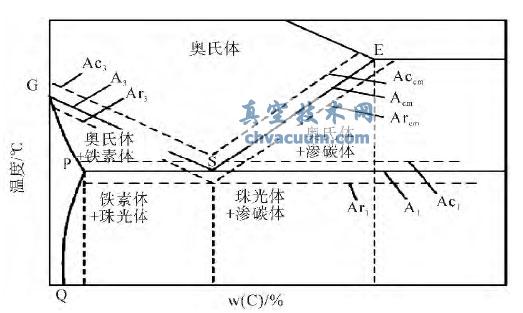
�D1 �ӟ����s���R���D׃�ضȵ�Ӱ�
����1.2���W���w�Ȝ��D׃
�����ڟ�̎���У�ͨ���ЃɷN��s��ʽ�����Ȝ���s���B�m��s����D2���Ȝ���s�ǰ�䓼ӟ�W���w��������s��A1 ���£��ڲ�ͬ�^����µȜأ��y���W���w���D׃�^��;�B�m��s���ڲ�ͬ��s�ٶ��^���Мy���W���w���D׃�^�̡����@�ɂ��D׃�^���L�Ƴ���������ô�@�ɷN���������_�f���W���w����s�l���c�M���D׃�g����Pϵ���@�nj�䓲��M�П�̎������Ҫ������
����������ڲ�ͬ�^����W���w�Ȝ��D׃�����W�����D�nj����W���w���Ĺ���̼䓼��䵽A1���£��ڸ���ͬ�ض��µı����^���У��L�����D׃�_ʼ(��߅��һ�l����)���D׃�K��(��߅��һ�l����) �ĕr�g�Pϵ�����D��Ҳ�QTTT(Temperature Time Transformation) �����������Π�����ĸC�������ַQC ������C ���������ß�����ȷ����@�õġ�
������D2 ��ʾ��A1 �����NJW���w�����^��;A1 �����D׃�_ʼ������ą^��W���w̎�ڲ�������B�����^һ�Εr�g��������(���D׃�_ʼ���c�v����֮�g�ľ��x����ʾ)�������l���D׃���@�N�������ڕ��r���ڵġ�̎�ڲ�������B�ĊW���w���Q���^��W���w���^��W���w�ڲ�ͬ�ض��µȜ��D׃������������Dz�ͬ�ģ��S�D׃�ضȽ��ͣ�����������u�s�̣�Ȼ������u׃�L����550��������������̣��^��W���w������������D׃�ٶ���죬�@��ɞ�C ������“�Ǽ�”���^��W���w�ķ�����ȡ�Q����׃�����͔Uɢ�@�ɂ����ء���“�Ǽ�”���ϣ��^���ԽС����׃����ҲԽС;��“�Ǽ�”���£��ض�Խ�ͣ�ԭ�ӔUɢԽ���y�����߶�ʹ�W���w���������ӣ����������L��
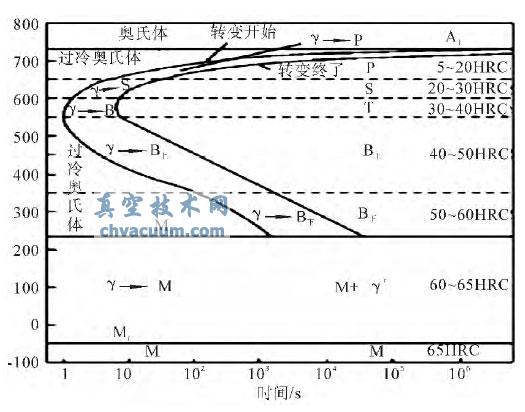
�D2 ����䓵�C ����
�����D��A1 ���£��D׃�K�˾����ҵą^����D׃�a��^���D׃�_ʼ���c�K�˾�֮�g���D׃�^��Ms �����R���w�D׃�_ʼ�ضȣ�Mf �����R���w�D׃�K�˜ضȡ�
����1.3�����ˇ
��������nj�䓼ӟᵽAc3 ��Ac1 ����(�D1)������һ�Εr�g��ʹ��W���w����Ȼ���Դ����R����s�ٶȵ����ٿ�����s���Ķ��M���R���w�D׃����̎����ˇ�����Ҫ�õ��R���w��������s�ٶȾͱ�횴����R����s�ٶȡ��ɈD2 ��֪��������������s�^���в�����Ҫ���M�п�����s���P�I�����^��W���w�������C �����Ǽ⸽��������650��400��Ĝضȷ�����Ҫ������s�����Ĵ��ضȵ�650��֮�g�Լ�400�����£��e��300��200�����²���ϣ�����䡣�������s�й�������ă���ضȲ������ᑪ�������⣬������еı���(��λ�|�����|���w�e)��ͬ�������R���w�ı�����W���w�ı�����С����ˣ��R���w���D׃��ʹ�������w�eÛ������s�ٶ��^���������ϵă���ضȲ����ʹ�R���w�D׃����ͬ�r�M�ж������׃��������ռ��g�W��http://shengya888.com/���J����s�ٶ�Խ�ᑪ������׃����Խ������R���w�D׃�^���б���������׃���c�Ѽy��
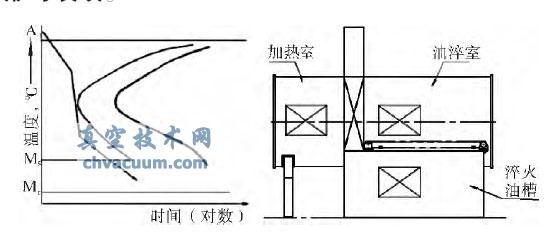
�D3 䓵���������s�����D4 �p������ʹ�t�Y��ʾ��D
3���N������(��λ�_�P)����ʽ�����c���^
����3.1�����|ʽ�г��_�P
�������|ʽ�г��_�P��һ�N���õ�С�������������������a�Cе�\�Ӳ�������ײʹ���|�^�����팍�F��ͨ��֔�����·���_��һ���Ŀ���Ŀ�ġ�ͨ�����@��_�P���Á����ƙCе�\�ӵ�λ�û��г̣�ʹ�\�әCе��һ��λ�û��г��Ԅ�ֹͣ�������\�ӡ�׃���\�ӻ��Ԅ������\�ӵȡ�
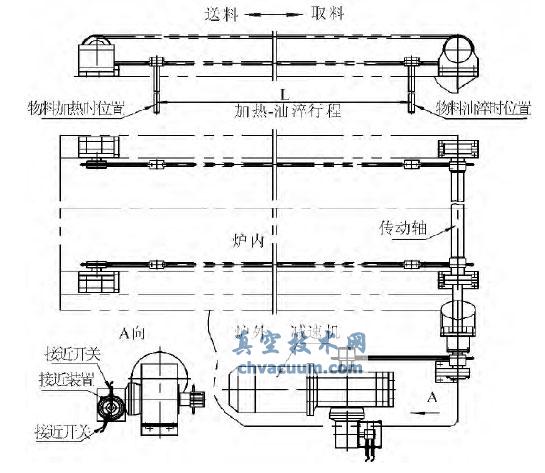
������D5���г��_�P�O���ڹ���λ�ڼӟ����c�ʹ��ҕr�ăɂ�����λ�ã�������ϵ�y����ײ���Ƅ����@�ɂ�λ�Õr��ײ���|�l�г��_�P�a����̖�z�y�������\��λ�á�
�����˷N��ʽ�m�܌��H��ӳ����λ�ã��������_�P�����Cе�Y�����ʴ���푑��ٶȵ͡����Ȳ����ײ�����דp�ļ������̵�ȱ�c�������_�P���ڠt�ȣ��������_�P�Ӿ�̎���ܷ�Y���������ױ���������Ⱦ�����Դ˷N��ʽ�ѽ���u��������ʽ��ȡ����
�D5 ���|ʽ�г��_�P�O���ڠt��
����3.2���Б�ʽ�ӽ��_�P
�����Б�ʽ�ӽ��_�P��һ�N�o���c�\�Ӳ����M�ЙCеֱ�ӽ��|�����Բ�����λ���_�P�������w�ӽ��_�P�ĸБ��浽�������x�r������Ҫ�Cе���|��ʩ���κΉ�������ʹ�_�P�������Ķ���ֱ�������oӋ��C�b���ṩ����ָ�
�D6 �Б�ʽ�ӽ��_�P�O���ڠt��
������D6���p�ٙCͨ�^�����S������λ�Â��f��ݔ���S�ϣ�ݔ���S���ӽӽ��b�����D���ڹ���λ�ڼӟ����c�ʹ��҃ɂ�����λ�Õr���ӽ��b���Ƅ����ӽ��_�P̎���Ķ�ʹ�ӽ��_�P�a����̖�z�y�������\��λ�á�
�����˷N��ʽ�_�Pλ�ڠt�⣬�����ڱ��o�փȣ����������������ۉm��Ⱦ���ܷ�Y����(�H�Ђ����Sһ̎)���Y���o�����^������֮̎���ڹ������Hλ��ͨ�^�p�ٙC���f����ݔ����̖�c���Hλ����һ��ƫ��;���Б�ʽ�_�P����Ҳ�����܇��ضȡ����w�Լ��_�P֮�g���Ӱ푡�
�������^�ӽ��_�P�����ܿ˷����|ʽ�г��_�P��ȱ�c����ռ��g�W��http://shengya888.com/���J���ڌ��H�������ѽ����Գɞ���|ʽ�г��_�P���������Ʒ��
����3.3������_�P
��������_�P(��늂�����)�����ñ��z�y��������ړ����䣬��ͬ����·�xͨ�·���Ķ��z�y���w���Пo�����w�����ڽ��٣������ܷ���⾀�����w���ɱ��z�y������_�P��ݔ������ڰl�������D�Q�����̖������������ٸ������յ��Ĺ⾀�ď������Пo��Ŀ�����w�M��̽�y��
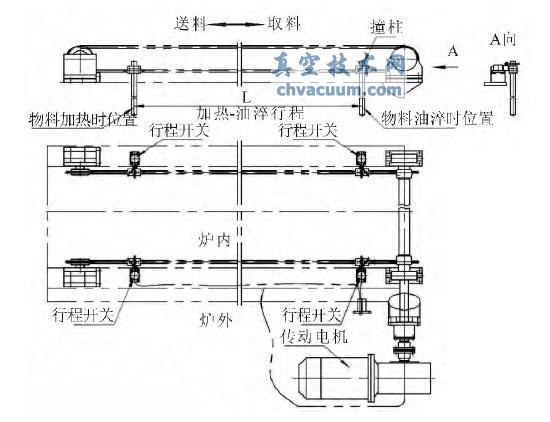
������D7������_�P�l�����c�����������ڠt�w�ɂȣ�������ϵ�y�����ړ����Ƅ����ӟ��Һ��ʹ��҃ɂ�����λ�Õr���ړ������ס�˰l�����l���Ĺ������Ķ��a����̖�z�y�������\��λ�á�����_�P�܉�˷����|ʽ�г��_�P���Б�ʽ�ӽ��_�P���Ա�����ȱ�c���־����w�eС�����ܶࡢ�����L�����ȸߡ�푑��ٶȿ졢�z�y���x�h�Լ����⡢늡��Ÿɔ_�������ȃ��c�����δ����r����Ѓ��ݣ��t�䌢���и��ӏV���đ���ǰ����
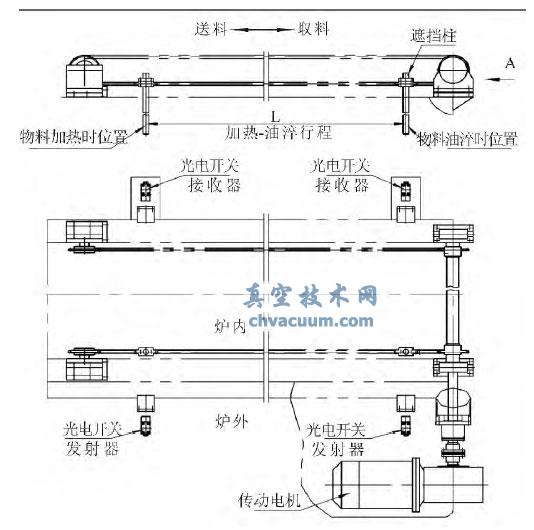
�D7 ����_�P�l�����c������
4���YՓ
������(3)��Ԕ����B�ˎN��λ�_�P���O�÷�ʽ�����c�����|ʽ�г��_�P��������Ҫ���|�������ѽ���u���Б�ʽ�ӽ��_�P��ȡ���������øБ�ʽ�ӽ��_�P�r��Ҳ��ע��˷���ȱ�c��������ڏ��ň���ʹ�ã��Լ������_�P�O���^�h��ֹ����ɔ_�ȡ�������_�P�mȻ���б������c������r���^�ߣ����]��r���c�Y�����������ʹ�õ�һ����Ҫ���ء�












