���s�����X�D��ģ����մ��̎��
һ�����}
��������˾�Ǟ�ȫ���X�Ͳ��ИI500��—5500���D���C���T����D��ģ�ߵČ��I��˾��ÿ���ģ�ߴ���100����������30����ģ�ӹ���ˇ���£�
����1���ӹ�·��
�����ּӹ�(������0.2—0.5mm����)→���→���ӹ���늼ӹ�→��⣬�b��ԇģ→������
����2����̎��
����(1)���ϣ�4Cr5MoSiV1(H13)��
����(2)���gҪ��HRC48—52��
����(3)��̎����ˇ�c�O�䣺
����1020��ӟᣬ���䣬580�桢550��ɴλػ��O���75KW�}�t��90KW���w�B̼�t���o�ӟᣬ��ʽ�ػ�t�ػ�ģ��ԇģ�����ҏS���Ñ�������̎������������ͨ���w��������ˇ��570�桢6С�r����̎������������Ȟ�0.06—0.08mm��������Ӳ�Ȟ�HV900��
���������Ϸ���̎��һ�����ģ�ߣ��D���U���e��Ͳ���ɱ��C��ʹ���в������ѡ�Ӳ���е�Ҳ�ɷŌ���HRC<46—53>���@�N��r�D��������Ҫȡ�Q�ڵ����|���ʹΔ���
�������ǽ�������S�����I�w�ٰlչ�����N���s������ӹ��I��ɢ��Ƭ��늙C�⚤���ͲĴ���������D1ʾ���@�N���s�����ģ�sռ�������ķ�֮һ���ҡ�

�D1�����s�����X�Ͳ�
�����@Щ�Ͳ��ڔD���r�D���Ⱥܴ����ӳ���������ģ�ߵ�ijЩ����������ܘO��ļ��Б�������D2���D3ʾ��ģ�ߵđ������Ҙ��ڔD�������ڳ��F���������� (HRC<46>)�����������(HRC53)��ʹӲ���ںϸ��ȔD������Ҳ���ߣ���ô��Q�@���y�}?��Ȼ�x���M��䓲ģ��������8407 ���ձ�SKD61������������ߣ����M���σr��80Ԫ/kg���ȇ��a��16Ԫ/kg�߳��ױ����@��һ����ģ�߃r�����Ñ����Ͻ��ܣ������@��һ���n�}��(�D��ģ�߲����M��ģ�߳ɱ��б����^��)��
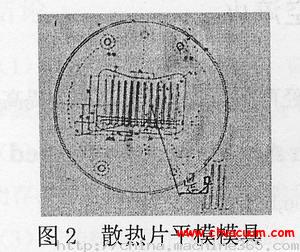
�D2��ɢ��Ƭƽģģ��
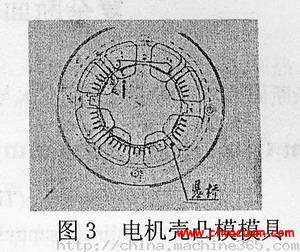
�D3��늙C��ģģ��
����߀���@�N��r���ڵ����r��D��ǰ�A��r(�ض�490��—520��)ż�����ܜجF��l�����@�rģ��Ӳ���½���������ʹ�ã�����ش㣬���@�rģ������ϳ��ͣ��g϶0.02mm���ң����ش�׃���ǂ��y�}���粻�ش㌢���������U���pʧ�^���@Ҳ�����a��������һ���n�}��ᘌ����φ��}��������҂���ȡ�����·�����ȡ��������Ч������B���¡�
��������ʹ��c��յ͉����
����1������ʹ�
������ˇ��D4ʾ��
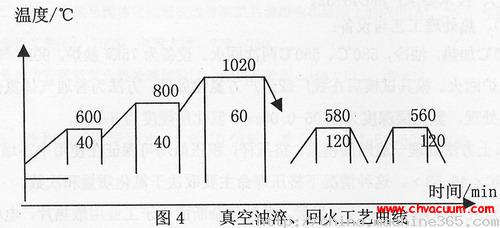
�D4������ʹ㡢�ػ�ˇ����
����������ՠt���}�t�����w�B̼�t���o�ӟ����������@���c��
����(1)�ӟ������ЃɴεȜأ�����ʮ�־������ᑪ����С��
����(2)��ռӟ��ؕr�ز�С���ʼӟ�ʮ�־���ˇ�^�����C���ƣ����Ը��t�εĹ�ˇһ���Ժã����ɱ����˹������������`�
����(3)��s�r��մ���͝�����ͬ�r���͔��裬����s���^����
����(4)��ռӟ�r��Óȥ����к����w������]��Ó̼��B̼��
����������մ��ģ��Ӳ��ʮ�־���ͨ�^�ػ��Ӳ�ȿɇ��������HRC49—52�����ȣ�ģ�ߵĸ������揊�Ⱦ������������ߣ�����ģ�߉��������@��ߡ�
����2����յ͉����
�������ܜط������ģ�ߣ��҂����õ͉���㣬�������лس䵪��s7×10 pa���L�Ȕ�����D5ʾ��
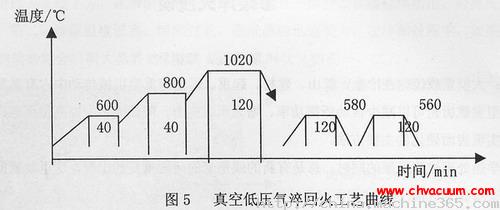
�����D5����յ͉���㹤ˇ����
����ͨ�^��t���a���`�C�������ô˹�ˇ��������≤50mm��ע����ɢ�[�ţ����ɴ�Ӳ�����gҪ���a�ȿɰٷ�֮�ٳɹ���׃��ʮ��С��
����늼ӹ�����������ٻػ�̎��
����ģ�߽�늼ӹ�����������}�_�ӹ����ڽ��ٱ�ӕ��γ�15μ-30μ���M������D6ʾ��
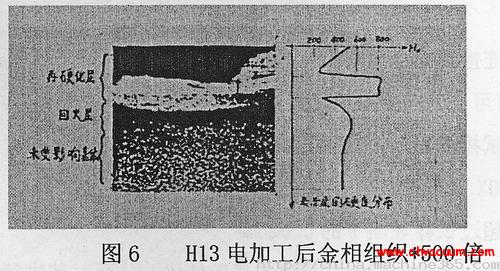
�����ڏ��s��������ɂȴ���Ӳ����Ĵ���ӣ��ڔD���r�ژO����Б����������γ����Ѽy���Uչ���γɵ�����һ�����أ������҂�������늼ӹ���530��-560�棬2С�r�ٻػ�̎���������������;�@�ӾͶŽ^�����ڵ����F��a����
�ġ��YՓ
����1�����s����D��ģ�߽���մ���c늼ӹ����ٻػ�̎����ʹģ��ʹ�É������2�����Ž^����������F��a����
����2���ܜ�ģ�߿ɲ��õ͉�����a�ȡ�
����3����ՠt�mһ��Ͷ�Y�ߣ���̎��r��Ҳ�ȳ�Ҏ��̎�����һ�����������s����ģ�߶��ԣ�����Ī�٣�����Ч�����@��
����4��ψ730mm���w���o�ӟ�r��������Ƶ�������t��Ó̼���أ��ڙz�Ӳ�ȕr�������y��������̼�r��ӹ���С��Ӱ��Ժ�ĵ���Ч������Ȼ�Зl����Ԓ��ʹ�ô�����ՠt�ʹ��߉���㣬Ч����ѡ�












