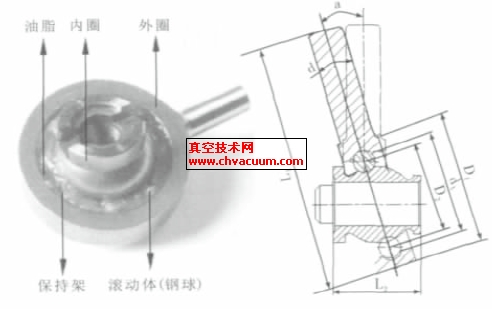
��̎��֮��մ���ȱ��
������մ���g(sh��)���ռ�����ͬ�r(sh��)Ҳ�_ʼָ������ڵĆ��}��
����һ��Cr��Mn�ȺϽ�Ԫ�ص����l(f��)���͏��͟�A�ߵ�������cr�������a(ch��n)���ı��殐��M������(du��)�˲�ȡ�Č�(du��)�ߡ�����Ҫ������ն�����t��(n��i)������ƚ��w��
����������s��������Ć��}����(du��)SKH51�_ģ����5~6Bar�ļӉ���?d��)���s����(du��)SKD6l���Tģ����20Bar���Ӊ���?d��)���s���ͽӽ��ڽ�Q��
�������Ǵ��׃�Ά��}����մ�𣬴��׃��С��������Ʒ���c(di��n)������Ҷ�֪���@�ǂ�(g��)�`�R(sh��)���M��׃��С�����Ҳ���ڃA���ڸ��ƞ齵�ʹ��׃�εĠt�Y(ji��)��(g��u)��
��������������ɫ���}���M�ܹ�����(sh��)�H�Ͽ���ʹ�ã����s��������Ʒ�r(ji��)ֵ�����ӏ�ģ���Ñ�������r��
��������кܶ�ğ�̎��S��ʹ����մ��t��(du��)�S����Ȧ�M(j��n)�П�̎��r(sh��)����(hu��)�a(ch��n)��������׃�Ά��}����ʢ¡����O(sh��)����Ҿͮa(ch��n)Ʒ��׃�Ά��}��һ��(g��)���εķ�����ϣ�����Ԏ͵���ҡ�
������������ʹ����մ��t�M(j��n)�д��̎��ǰ�Ć��}���п��������֮ǰ�ļӹ�׃�Ά��}���S����Ȧ�ij�����Ҫ�����µĎN��ʽ:
����(1)��܈�S��䓹ܡ���܈�S��䓹ܽ�(j��ng)�^���˻������(j��)Ҏ(gu��)����Ҫͨ�^܈�C(j��)����܈������(y��ng)Ҏ(gu��)�����܈䓹ܣ�Ȼ����܇�����Σ�����ֱ�ӌ���܈����䓹�܇�����Σ��@�z�N��ʽ�ӹ��Ě�����(y��ng)������(du��)��(hu��)���^��һЩ����(hu��)���Ӻ��m(x��)�ğ�̎���еĻ�׃����
����(2)��呵ķ�ʽ�������ָ䓲��Ƚ�(j��ng)�^���˻����M(j��n)����呻����룬�����܇�����Ρ��@�N��ʽҲ�п�����ɹ�������մ��t�П�̎��ǰ��׃�Ρ�
����(3)��呵ķ�ʽ�������ָ䓲��Ƚ�(j��ng)���˻���s����܇�����Ρ�ͬ�ӵĿ��ܕ�(hu��)��ɹ�������՟�̎��ǰ��׃�Ρ�
����(4)��܈䓹���ָ����܈䓹����M(j��n)�����˻���܇�����εķ�ʽ��
������(du��)���⏽≤100mm���S����Ȧ���f��Ŀǰ����(sh��)�������빤ˇ���Ρ��@�N��ˇ���ڹ�(ji��)�ܣ�������Ч�Ľ��ͳɱ������Ա��V����ʹ�á������@�N��ˇ�a(ch��n)���đ�(y��ng)��Ҳ���^�o��K�ğ�̎��Ҳ����һ�����y�ȡ����Ҫ���̎����ˇ��Ҫ���ӵľ��_������Ҫ���ӵ��J(r��n)�棬ͬ�r(sh��)��(du��)��̎�����O(sh��)��(�x�ú�ʢ¡��մ��t�����_(d��)��Ҫ��)ҲҪ����ߣ�ֻ���@�ӣ��҂����܉��_(d��)���a(ch��n)Ʒ��Ҫ��ļ��g(sh��)Ҫ��