�����Pʽ����˻�t���b�{ԇ���Y������
������B�˴����Pʽ����˻�t�ĽY�������b���c���ƶ��˰��b��ˇ���������������ؽM���ĽY���M���˃����������O����{ԇ�ɹ���������ՠt�İ��b�{ԇ������Ҫ��ָ�����x��
����20 ���o���~���S���ƌW���g���w�ٰlչ�ͬF�����a�lչ����Ҫ���F����̎����ˇ�c�O�似�g���ٰlչ���e�ǽ�ʮ��������F����̎�����켼�g���w�ٰlչ���ɞ鮔���������켼�g����Ҫ�I��[1]������������ߜغϽ�䓵ğ�̎����Ҫ��Խ��Խ��������˻�ˇ�������g�ͳ�Ʒ���a����Ҫ��ˇ�^�̡����ԟ�̎���坍���������o��Ⱦ����������׃��С�����cԽ��Խ�����˂�����ҕ[2]��Ŀǰ�����⌦�ڸߜغϽ�䓲��ϵ�������Ҫ�йܲġ����ĺͰ�ģ��S�������Ϲ�ˇ��̽�����о�[3]������ܲġ����ĺͰ�ĵijߴ����u���ӣ��c֮���m��������˻�t����Ч��^�ߴ�Ҳ���S֮׃�L�����O����������������ϵ�y�ͼӟ�ϵ�yҲ���S֮����������O��ĽY��Ҳ��������s��
�������ڴ��O���Ǿ��^�ߴ��400m m ×400m m ×7000m m �Ĵ�������˻�t���O��ijߴ�����öࡢ�Y�����s���鱣�C���ϵ��˻��|�������Ԍ��O��İ��b���{ԇ������ܸߵ�Ҫ��
1���O�����Ҫ���g����
����(1)���^��400m m ×400m m ×7000m m ��
����(2)��ӟ�ض�(�t��)��1100�棻
����(3)�t�ؾ�����(��ՠ�B��)��±5�棻
����(4)�O����նȣ�1.0×10-4 Pa��
����(5)������նȣ�5.0×10-3 Pa��
����(6)�����ʣ�≤0.2Pa/h��
����(7)���ؕr�g��80 ���������1100�棻
����(8)���r�g���M�d�A��r�g1.5h �_��������նȣ����и�����y�_����15min����ն���Ҫ�_��5.0×10-3 Pa��
����(9)�ӟ᷽ʽ�����R���܃Ȟ���ՠ�B�r���R�����M�����A����_܇ʽ�ӟ�t�ȣ��M�мӟᡣ
����(10)�ӟṦ�ʣ�300kW ��
����(11)�����ʣ�400kW ��
2���O����Ҫ�Y�������c
����ԓ��������˻�t��Ҫ���R���ܡ��_܇ʽ�ӟ�t�����ϵ�y���b��ж��ϵ�y���t�w�߶��{��ϵ�y���R����֧��ϵ�y����sϵ�y�����ϵ�y��Һ��ϵ�y���Դϵ�y�Լ�늚����ϵ�y�M�ɣ���D1��ʾ��������ՠt���^���L�Ȟ�7000mm ���鱣�C�t�ȵĜضȾ����ԣ��H�OӋ�΅^�ӟ��ǟo���M��Ҫ��ģ�����ԓ�O��ļӟ�ϵ�y�OӋ��9 �^�ӟᣬÿ�^�Ϊ��أ�9 ����^ͬ�r��һ�����س����\�мӟᡣ���OӋ������ĸ������b�á�

�D1 ����˻�t�Y���D
�����鱣�C�R���܃ȵ���ն��Լ����ٵ�Ҫ���O������2 �����ϵ�y��ÿ�����ϵ�y���Uɢ�����_�ı�����Ƭ�����S�ֱýM�ɡ����R���ܵ�һ���O���b��ж��ϵ�y��ԓϵ�y��Ҫ�������_܇���ϼܡ��Ͽ���С܇�ȽY���M�ɣ���D2 ��ʾ���Ͽ��������_܇�ϣ�����С܇���������_܇�M���R���ܡ��R���ܵ���һ�˞��_܇ʽ�ӟ�t���ӟ�t�Y�����¶˞������_܇���ϲ��֞�ӟ�t�w���_܇�Ɏ��Ӽӟ�tǰ���Ƅӣ������F�R���ܵ��Ԅ��M������Ҫ���ڌ��R���ܵļӟἰ��s��
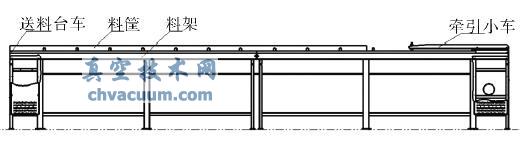
�D2 �b��ж��ϵ�y�Y���D
3�����b��ˇ������
�������ڴ�����˻�t�O��İ��b��������Y���������ԣ���ƶ�����İ��b��ˇ���E���Դ_�����b�|�������ڴ��O����L���L���Y�����s�������^�ء���նȵȼ��gָ��Ҫ���^�ߣ����Ԍ��O�䰲�b�ˆTҪ���^�ߣ��ڰ��bǰ����M�е�ȫ����������O���M�г���˽⡣
����3.1���O�䰲�b���
����������˻�t�O������Ҫ�ĽM�b�����R���ܣ�ͬ�r��Ҳ������A�ĽM�b�������b�r������R���ܵĸ߶ȡ�ƽ�жȺ�ͬ�S�Ȳ����_��Ҫ������������ĽM�b��ɺܴ�����y�����o�����b�������R���ܱ�������M�а��b������Ҫ���R���ܰ��b��λ�����R���ܞ���ʣ��M���b��ж��ϵ�y�İ��b���b��ж��ϵ�y�İ��b��Ҫע�⠿��С܇�c�����_܇������ͬ�ģ������C����С܇�������_܇�c�ϼ�܉���c�R���܃�܉�����R���������M���ϕr����С܇�\�Ӳ����������nj��_܇ʽ�ӟ�t�İ��b���_܇ʽ�ӟ�t��Ҫ�֞������֣��ײ��_܇���ӟ�t��Һ���ף���D3 ��ʾ��Һ����4 �����_܇ʽ�ӟ�tǰ�����2 ��Һ���ף�λ�ڵײ��_܇�c�ӟ�t֮�g����Ҫ��֧�μӟ�t���{���ӟ�t���ĸ߶ȵ����ã�ǰ��Һ�����г̷քe��50m m ��100m m �����b�r�Ծ�λ�õ��R���ܞ���ʣ��m���{��Һ��������ߴ磬ʹ�ӟ�t�����c�R���������غϡ��˲��ְ��b�Y��֮�Ɍ����ϵ�y�����ϵ�y����sϵ�y���Դϵ�y�M�а��b��
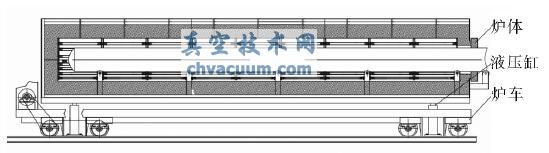
�D3 �_܇ʽ�ӟ�t�Y���D
4�����b�{ԇ
����4.1���R���ܵİ��b
���������R���ܵ��L���^�L��ֻ��ǰ�����Ă��̶�֧�ȣ����֧�Ȟ���ƄӠ�B���錦���M���{����Ҫ���Ă�֧���ϼӉ|�F�M��ˮƽ�{�����{���R���ܕr��Ҫע���R���܃�����܇܉����ˮƽƽ�жȡ���տ�̎���m�Ĵ�ֱ�ȡ��R����ǰ�ˠt�T�Ĵ�ֱ�ȣ��@�ӿ��Ա��C����ϵ�y��������M���R���ܡ����ϵ�y���������b��λ��
����4.2��ϵ�y��ՙz©
�������O�䰲�b�ꮅ���M��ϵ�y�����ԇ���_�ı��_��20min ���R���܃���նȞ�8Pa����������Д࣬���O���ij���ط�����©�ĵط��������ڴ��O����ڵ��ܷ⹝�c�^�࣬��Ҫ�Д���cҲ�ܶ࣬������Ҫ�����O���M�зֶ�ʽ�z©��ʹ�����|�V�z©�x��©�ʅ����O�Þ�1×10-12 Pa·m3/s�����P�]�O�����y�����ϵ�y���ֆΪ��M�Йz©���l�F2 �����ϵ�y���o©�c�����_�O�����y���R�����M�Йz©�����z©�x̽ᘙz����ط��m̎�r���z©�x���F�F���ٙz���R��������λ��δ�l�F©�c���f��©�c�����ھ��ط��m̎�����O�����̎���mȡ�°l�F��̎���zȦ���Ɠp�����Q�zȦ���ٴ��M�г���գ��鵽7.5×10-1 Pa���]���_��10-2 ������������R���܃Ȳ��M�мӟ�濾̎�����_�ı��_������նȿ����_��6×10-2 Pa���_�����A��Ҫ��
5���Y�����
�������ڹ������t�Ⱦ�����Ҫ��dz��ߣ�������ÿ�t����֮ǰ������Ҫ�M�о��yԇ�����ؽM�����OӋ�Y����D4 ��ʾ��
�D4 ��ǰ���ؽM��
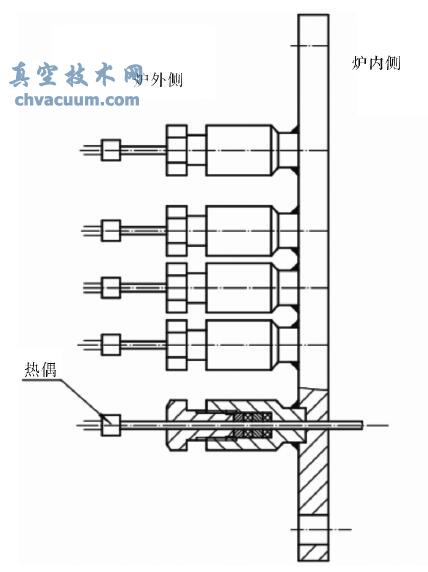
�������ھ��yԇ�r�������_܇���b�����ڽ�ż�ľ���ż�ܣ��茢��ż��һ�˽��ھ���ż���ϣ���ż�S�������_܇�M���R���܃ȣ�����ԭ���ؽM���Y����һ����ż���M�t�ȣ��@�ӕ������܇�M���R���ܺܲ����㡣������Ҫ�����ؽM���ĽY���M�и��죬�����Y����D5 ��ʾ�����t���B��ż�Ğ����^��ʽ�������t�Ȝضȸ��_��1100�棬���Ԍ����M�t�ȵı���^�IJ��ϸĞ��մɲ��ϡ����^���`���ĺ�ľ��ؽM���Y�����鷽�����á�
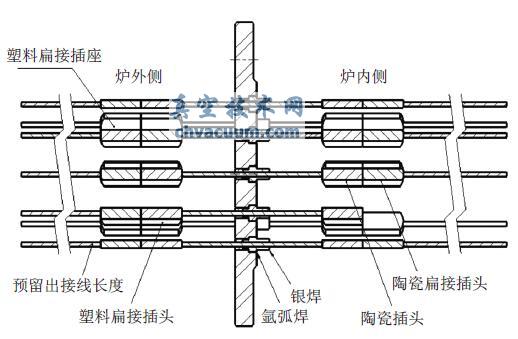
�D5 �ĺ���ؽM��
6���YՓ
�������^Ŭ�����˴�������˻�t�O�������ɰ��b�{ԇ�������O����ն��_��1.0×10-4 Pa���������_��0.1Pa/h���������_��4�棬�aƷ�|������Ҫ���b�|�����Ϲ�ˇ�OӋҪ���O��ĽY���OӋ���M�������O������aƷ����Ҳ�_���ˇ������Mˮƽ�����܉��m���L�ڡ��ضȡ��ɿ������a����
�����īI
����[1] 鐳���. ��՟�̎����ˇ�c�O��[M ]. �������Cе���I�����磬 1998:1-2.
����[2] ������B��. ��՟�̎��[M ]. �������|���Ƽ������磬 2009:5-6.
����[3] 鐳���. ����c�ɿؚ�՟�̎��[M ]. ���������W���I�����磬 2006:155-156.