�\Մ����Ѽy�c��׃�ķ���������
������F����Ĵ���Ѽy�ͻ�׃�dz�Ҋ�ğ�̎��ȱ��,���ؕr�����������U����35䓱P�������20CrMnTi���܇����F�X݆����,��ԭ�����|������̎����ˇ�������|�����b�A�ߵȷ������������a������Ѽy�ͻ�׃��ԭ��,������A����ʩ��
����һ���f��,䓼����r��Ms�c���µĿ�������ɴ���Ѽy����Ҫԭ����֮��,������OӋ���������ϵ�ʹ�ò����Լ�ԭ�����мȴ��ȱ�ݶ��п��ܴ�ʹ�Ѽy�γɡ�������׃��Ӱ����t��Ҫ����䓵ijɷּ�ԭʼ�M��������Ď��Π��̎����ˇ�ȡ�����ͨ�^�ɂ��^���͵İ���������̽ӑ���@��ȱ�ݵķ�������������ȡ���������ߡ�
1������Ѽy
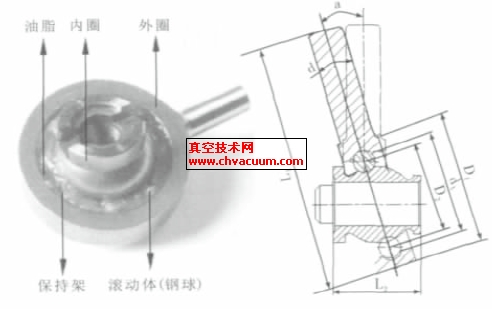
�����D1��ʾ��һ�P�����,���Ϟ�35�,�{�|̎��,Ӳ��Ҫ���28��32HRC����ˇ·��:����→���→�C�ӹ�→�{�|→��Ʒ����̎����ˇ��840��860��×10��12min�}�t�мӟᡣ������ˮ��Һ,���D�՚�����s��500��550��×25min�ػ�ԓ�����һ�ȳ������F����Ѽy��
1.1���Ѽy����
�����Ѽy��Դ������ȿ�(<25mm)�����̎,�ʷ������������չ,�Ѽy��ʼ��һ���ֱ����,������չ�Ԏ����Ρ����������,�Ѽy�ɂȟoÓ̼�F���Ѽyβ�˳ʼ��,�Ѽy��չ���������w�M������,�v�����IJ�λȡ�ӷ���δ�l�F�A�s�ﮐ���ͳ��ˬF��
�D1���P��������D
1.2��ԭ���ϙz��
�����ڴ��ѵıP�������ȡ�������W�ɷַ���,̼���|���֔���0.38%,����GB699�˜���35䓵Ļ��W�ɷ�Ҏ�����@�����Ѽy�Įa���c���|�o�P��
1.3����ˇ�^�̙z��
�����F��ȡ����ˮ�M���ܶȷ�����1.105��1.107g/ml,��ˇ�ļ�Ҏ������ˮ�ܶȞ�1.45��1.50g/ml,��������ˮ�Ѳ����Ϲ�ˇҪ��ͬ�r,�F�������{��߀�l�F�����������ˮ��,�`��������ˮ��—�՚���s�Ĺ�ˇ����Ҫ��
1.4����C���YՓ
����(1) �{������ˮ�ܶȡ������C������ˮ�ܶȵ�����,������ˮ�ܶ��{����Ҏ���ķ���(1.45 ��1.50g/ml)�ٴ��,�a���Ѽy�ĬF����p�١�����������ˮ��ͣ���ĕr�g���ղ���,�a���Ѽy�F���Բ��ܶŽ^��
����(2) �{��ԓ��������ˮ�е�ͣ���r�g��ԓ��������ˮ��ͣ���r�g��ÿ3��5mm���ͣ��1sӋ��,�H��������ˮ����s2��3s�������a��C,�ѶŽ^���Ѽy�Įa����
����(3) �YՓ��ԓ������Ѽy�Įa��,��������s���|����ˮ�ܶ��^�ͼ�������ˮ��ͣ���r�g�^�L�ɂ��C��ԭ�����¡�
1.5���A�����a���k��
����(1) �s������ˮ�ęz�y����,��������ܶ���1.45��1.50g/ml��,�����C��ˇ�o��,�ӏ�����ˇ�T�O����
����(2) ��35䓸Ğ�40Cr�,�������д��,�Ķ��ĸ����϶Ž^���Ѽy�Įa����