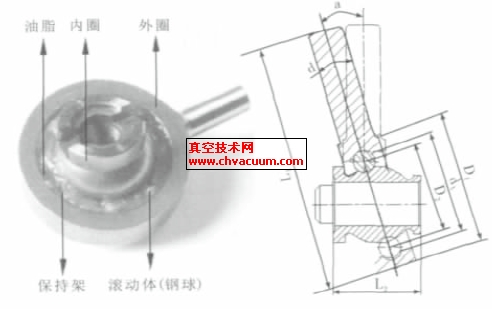
�t���X݆�B̼����¹�ˇ
�����t���X݆���e��20Cr2Ni4��X݆���������ڝB̼�����Ӵ��ڴ����Ě����W���w�������ڝB̼����֮ǰ�M(j��n)��һ�θߜػػ𣬼�һ�δ�������a(ch��n)�ʵͣ����ܶࡣ��(j��ng)�҂����ꌍ�`�������C(j��)���ƝB̼�����F(xi��n)�X݆�B̼��ֱ�Ӵ��ˇ��
1��ǰ��
�����ҏSĥú�C(j��)�p�����X݆���������X݆���A���X݆�������γߴ����ֱ��982mm�����ģ��(sh��)m=14������S17Cr2Ni2Mo��20Cr2Ni2Mo��J20CrNi2Mo�t懝B̼����졣Ҳ������һ��20Cr2Ni4����d�X݆���乤ˇ·�������——����ӻػ�——��܇——������(y��ng)��——�뾫�ӹ�——�B̼���ӵ͜ػػ�——���ӹ���
�������X݆�ĝB̼����҂��������һ�δ�����X݆�B̼���M(j��n)�иߜػػ��ټӟᵽ���ض��M(j��n)�д�������҂�ֻ��һ�_�οؾ�ʽ�B̼�t���X݆�ĝB̼����𡢸ߜػػ����@���t���M(j��n)�С����a(ch��n)�����L�����ܝM���������L�����a(ch��n)��������������Ҫ��׃�F(xi��n)�е�һ�δ�����F(xi��n)�X݆�B̼�������ضȱ���30��犺��M(j��n)�������ֱ�Ӵ��
������(j��ng)�҂���ι�ˇԇ�F(xi��n)���@һĿ��(bi��o)����1995���_ʼ��ÿ��Ҫ̎����С�X݆�����ף�ÿ�t��(ji��)�s20С�r��ÿ�t�ɹ�(ji��)�s1500kW·h(��)���O�������˄ڄ����a(ch��n)�ʣ��M�������a(ch��n)����Ҫ��������ɿ��S���_(d��)�����a(ch��n)�΄�(w��)��
2���Ͻ�B̼��X݆���g(sh��)Ҫ��
������M��ʹ��Ҫ�Ͻ�B̼��X݆���g(sh��)Ҫ��
����1)�X݆���������Ӳ��HB≤229��
����2)�B̼����Ӳ�ȣ��X��58��62HRC��о��40��45HRC��
����3)�X��B̼����ȣ�����(j��)��ͬģ��(sh��)���X݆��һ���1.5��2.5mm��
����4)�X݆����W���w������6�����ϣ������F���w��2�����¡�
����5)�X��B̼����M�����[����(x��)ᘠ��R���w�M�������S��ᘠ�;W(w��ng)��̼���P���������W���w���ڡ�̼����3�����ºϸ��R���w�Ӛ����W���w3�����ºϸ��IJ�������̼�R���w�M�����IJ��F���w�����S���^2����
����6)�X��B̼����Ӳ���ݶ�ƽ����̼���ƽ����
����7)�X݆���ȵȼ�6����
3����(y��n)������X݆������|(zh��)��
�����ҏS���a(ch��n)�Ĝp�����X݆���ί����Sұ����졣��_������|(zh��)�������M(j��n)�S�������Ҫ�M(j��n)�Џ�(f��)���а��������|(zh��)�����C(j��)е���ܣ��ǽ��يA�s��ͱ��M�����W���w�����ȣ�����M���ȱ���_(d��)�����g(sh��)Ҫ��ĺϸ�������ͬһ�۟��t̖��ͬһ���ϣ�ͬһ��칤ˇ��������Ƴ��c�X݆ͬģ��(sh��)���X��(���X)�B̼���ԇ�K��
4���J(r��n)�������A(y��)���̎��
�����X݆������A(y��)���̎���ĺÉ�ֱ���P(gu��n)ϵ������ĝB̼�����|(zh��)�������а����R���wᘵĴּ�(x��)����(y��n)���(zh��)������ӻػ�ˇ���҂��x�õ�����ضȸ��ڝB̼�ض�20�棬��940�汣��3С�r���䣬650��700�汣��4С�r���䡣1OOKW�_܇�t�b�t��8������(y��n)��z���X݆���������Ӳ�Ⱥͽ���M���;����ȵęz�顣�M���鼚(x��)����w�������ȃ�(y��u)��6����
5���X݆�B̼����O(sh��)�估��ˇ
�����҂�ʹ��150KW��עʽ��ʽ�B̼�t���X݆�M(j��n)�НB̼�������Ч�ߴ��Φ1200×1200��ԓ�t���t�w��������(�s1����)��ʯ�ޱP���c�t���ܷ⣬ʡȥ�t�w�͠t������˨����ĸ�B�m(x��)�ķ����w���ڄӡ���(j��ng)�^����{(di��o)ԇ���t�ؾ����O(sh��)���ܷ����ܺã���©�⡣�t�ރ�(n��i)�t��̼�ݾ�����С��920��䓲���̼����(d��ng)��늄�E=1140mV�r���t�ރ�(n��i)���²�λ̼�����0.02%C;��(d��ng)��늄�E=1125mV�r���t�ރ�(n��i)���²�λ̼�����0.03%C��
�����҂��ß��ż���t�صĂ���Ԫ��������̽�^����늄�(�t��̼��)�Ă���Ԫ������늴��y�Ϳɿع���̼�ݺ͜ضȵĈ�(zh��)�ЙC(j��)��(g��u)���B̼���|(zh��)���ù��I(y��)�״��ӟ���ú�͡�ʹ�Õrֱ�ӵ�����w�B̼�t��(n��i)����(j��ng)�ѽ��a(ch��n)������̼ԭ�ӣ�ͨ�^�{(di��o)��(ji��)�����������X݆�����̼��ȡ��҂��������r(n��ng)�C(j��)Ժ��ˇ�����Ƶ�TC-890��ʽ�t�B̼�C(j��)����ϵ�y(t��ng)����(n��i)�е�עʽ�ɿؚ�՝B̼������^�̿��Ƴ���
�����B̼��ˇ���ø��M(j��n)�ď�(qi��ng)�B—�U(ku��)ɢ�ɶι�ˇ���ɶη����НB̼�ٶȿ죬�B��̼��ȿ����|(zh��)���õă�(y��u)�c���ڴ˻��A(ch��)�������M(j��n)һ�����M(j��n)����ְl(f��)�]Ӌ��C(j��)����Ӌ��Ŀ��ƹ��ܣ�����(j��)���r�m�r�{(di��o)��(ji��)늴��y���_���l�ʺ��}�_���ȣ��{(di��o)���״���ú�����������փ���֮�g�ı����P(gu��n)ϵ���Ķ����{(di��o)��(ji��)�t��̼�ݣ�ʹ?ji��)B̼�ٶȸ��죬�X��̼���ƽ���������X��Ӳ���ݶ�ƽ�����B̼�|(zh��)�����ã��Q֮���m��(y��ng)�B̼����
�������`�C������(y��ng)���C(j��)����ϵ�y(t��ng)�����˲������Σ�����ֻҪݔ��䓲Ĵ�̖��Ҫ���Ӳ������Ⱥͱ��溬̼������һ�ж�����X�Ԅӿ�����ɣ���(d��ng)Ӳ������Ⱥͱ��溬̼���_(d��)���A(y��)����Ŀ��(bi��o)ֵ�r���Ԅ��Q���ʾ�����ˆT���t���������B̼�^���и���ˇ����(sh��)�Ô�(sh��)�a���@ʾ�����ܴ�ӡӛ䛡�ͨ�^���X����̼�����Ĝy�����c����̼����O(sh��)��ֵ0.70%C���^��ԓ����ϵ�y(t��ng)��ʹ݆�X����̼��Ⱦ��_������±0.05%C���X݆����̼��ȡ����ضȵĸߵ�ֱ���P(gu��n)ϵ���X݆�����R���wᘵĴּ�(x��)�͚����W���w���Ķ��١���(d��ng)�X��̼��ȼ����ض��^�ߕr���ڴ��ӟ�r����W���w�е�̼�����͕����ӣ��������R���w���D(zhu��n)׃��ʹ��еĚ����W���w���ࡣ���ض��^��ʹ݆�Xо��Ӳ�ȵͣ�����݆�X�IJ��ęC(j��)е���ܡ���(j��ng)��tԇ�_�����B̼���ˇ���҂���݆�X����̼��ȿ�����0.70%C���B̼�ض�920�档�B̼�Y(ji��)���������ضȞ�840�棬����30������䡣����Ͳ��ñ����A������(x��)������˾�Ŀ��ٴ���ͣ����C�˽M������D(zhu��n)׃��
6���X݆�ػ��O(sh��)�估��ˇ
�����҂�ʹ��100KW��ʽ�ػ�t����Ч�ߴ�Φ1200×1200��ʹ�����������C(j��)�����؟(z��)�ι�˾���a(ch��n)���C(j��)����ϵ�y(t��ng)����(j��ng)��6֧�P�b���ż�ڠt���ϡ��С��²����c�y���t�صľ����ԡ���(d��ng)�x��ָʾ��180��r�����ز��5�档
�����X݆�B̼����횼��r�ػ𡣻ػ��Ŀ���Ǟ齵�ʹ��(y��ng)�����p�ٴ��ԣ��M������䓵ĸ�Ӳ�Ⱥ���ĥ�ԡ�ʹ�X��Ӳ�ȱ�����58��62HRC��
�����R���w�ֽ��ٶ�ͬ�ػ�ضȡ��ػ�r�g�������P(gu��n)ϵ���ػ�ض����ߣ��R���w�ֽ��ٶ����죬������c̼�������࣬����R���w��̼��Ⱥ�������Ҳ���͡���ˣ�����ҳ�—���m��(d��ng)?sh��)Ļػ�ضȣ��ȱ��C�X��ĸ�Ӳ�ȣ���ʹ�R���w��ַֽ⣬�����R���w���^Ͷȡ��ػ��豣��—���r�g��Ŀ����ʹ���������c�IJ��ضȾ���һ�£����C�M���D(zhu��n)׃�ij���M(j��n)�С���(j��ng)�^ԇ�����݆�X����Ӳ�Ⱥͻػ�ضȵ��P(gu��n)ϵ�����D(Ҋ�D1)
�����҂�����180�汣��6С�r����ăɴλػ�ˇ��
�����B̼����X݆��(j��ng)�^�ػ��z���X��Ӳ�ȶ��ܱ��C58��62HRC���X��̼���������1��3�����R���w�Ӛ����W���w������1��3��(Ҋ�D2)���IJ��F���w������1����
7���Y(ji��)Փ
�����t���X݆�B̼���ֻҪ��(y��n)������X݆����ă�(n��i)���|(zh��)�����W���w�����ȃ�(y��u)�ڵ���6�����J(r��n)���(zh��)������ӻػ�ˇ�����ÝB̼���ǰ�ĽM����(zh��n)�䡣ʹ�����M(j��n)�Ĵ�𡢻ػ��O(sh��)�䣬�����C(j��)����ϵ�y(t��ng)�����_�����X���̼��ȣ���𡢻ػ�ضȣ��Ϳ��Ԍ��F(xi��n)ֱ�Ӵ��ˇ��
������1995�������҂�һֱʹ���t���X݆�B̼���ˇ����δ�l(f��)���κ��|(zh��)�����}��l995�������ZG’M95ĥ�݂��X݆��������ʹ���С�