��՟�̎���O��PLC�ؿ�ϵ�y�OӋ
������՟�̎���O�䑪��Խ��Խ�V����һ�㶼��Ҫ��ُ�ؿر����Ɯضȡ������OӋ��PLC �ؿ�ϵ�y�����O���Ԏ�PLC������PIDģ�K�OӋ��ϵ�y���o����ُ�ؿر������p���O��ɱ��������ϰl����ͬ�r���ќؿس����c����O��ԭ�г������һ��ܛ��ϵ�y�ホ�̣��ɜp��ͨӍ��·��ϵ�y�\�з���������Ѹ�١�
1����՟�̎�����g
������՟�̎������ռ��g�c��̎�����g��Y�ϵ����͟�̎�����g����՟�̎����̎����խh��ָ���ǵ���һ����≺�Ě�խh������������ա��е���ա�����պͳ�����գ���՟�̎�팍�HҲ���ښ�տ��Ɵ�̎������՟�̎����ָ��̎����ˇ��ȫ���Ͳ�������ՠ�B���M�еģ���՟�̎�����Ԍ��F�����еij�Ҏ��̎�������漰�ğ�̎����ˇ������̎���|�������ߡ��c��Ҏ��̎����ȣ���՟�̎����ͬ�r���Ɍ��F�o�������oÓ̼���o�B̼����ȥ�������������м������Ó֬��������ã��Ķ��_���������������Ч����
����1.1�����ұ��
�����ڵ��ژ˜ʴ�≺�l�����M�е�ұ�����I�����Ԍ��F����Пo���M�е�ұ���^�̣��ܷ�ֹ�������������x���c��ͬ�����|����ȥ�����еĚ��w���s�|������������̼��Ó����������߽��ٺͺϽ���|����ұ��һ�����ڽ��ٵ��۟������������T�͟�̎���ȣ��S����˿ƌW���g��Ѹ�ٰlչ�����ұ����ϡ�н��١�䓺��طN�Ͻ��ұ����������V���صõ����á�
����1.2���ضȿ���
�����ضȿ����ѳɞ鹤�I���a�����л���к���Ҫ��һ���h�����ܷ�ɹ��،��ضȿ���������ķ����ȣ��Pϵ��������ӵijɔ������ڿ��ƌ���Ķ����Ժ͏��s�ԣ����²��õĜؿ��ֶεĶ����ԡ�����՟�̎���O��Ĝضȿ���ϵ�y�У����Ȍ���Ҫ���Ƶı��y�����ضȣ��ɂ������D�Q��һ������̖�����c�A���O����ֵ�M�б��^���ѱ��^�õ��IJ�ֵ��̖�����^һ��Ҏ�ɵ�Ӌ��õ������Ŀ���ֵ���˕r���������ͽo����ϵ�y�M�������Ŀ��ƣ����Ҳ�ͣ���M�������������Ķ��_���Ԅ��{����Ŀ�ġ�
����1.3��PID ����ԭ��
�������^�̿����У���ƫ��ı���(P)���e��(I)����(D)�M�п��Ƶ�PID ������(��QPID �{����)�Ǒ������V����һ�N�Ԅӿ�������������ԭ�����Σ����ڌ��F���m����V�����ƅ�����������������x�����^���εȃ��c����������Փ�Ͽ����C���������^�̿��Ƶĵ��͌���———“һ�A����+ ������”�c“���A����+ ������”�Ŀ��ƌ���PID ��������һ�N����ơ�PID �{��Ҏ�����B�mϵ�y�ӑBƷ�|У����һ�N��Ч���������ą���������ʽ���㣬�Y����׃�`�
����2��Ӳ���OӋ
����CPU �������T��S7-300 ϵ��314C-2 ��PLC ��ԓPLC ������̫�W��D P ͨӍ��ģ�M��ݔ��ݔ�����ܵȣ��ɝM�㳣Ҏ��̎���O��Ҫ��
����������ż�ض�׃�Ϳɜy�����H�ض�ֵ���˙C�������TP1900 ������壬�c300 ϵ��PLC �������^�ã��B�ӱ��^���㡣�����ؿ�ϵ�y�Y����D1 ��ʾ��
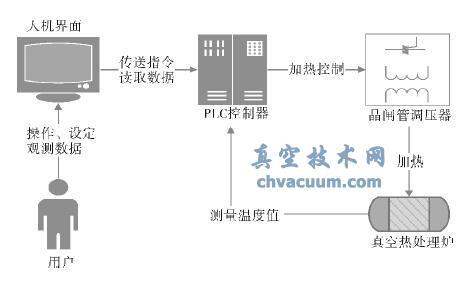
�D1 ϵ�y��D
3��PLC �����OӋ
����PLC �����ڲ��DV 13 ��ʹ��SCL �Z�Ծ����������ӟ�PV ���ӳ��ӟ��^����SP Ӌ����β���/�h��/���γ���PID ģ�K��������PID ����ʹ�����ڞ�100m s ��ѭ�h�Д�O B1�K�о��������CPID ����Ӌ�����ڵľ��_�ԡ�PIDģ�K��ȡFB58 �ؿ�PID ģ�K��ԓģ�K���п��ƺ����������ܣ�ʹ�÷��㡣
����3.1��׃�����x
����������Ҫ�����������D B �����K�У���ֹ�Gʧ��

����3.2������ֵ���SPV
�����ӟᆢ�ӕr��ʹSP=PV����ʹ�ڸߜس��F���ϼӟ��Д࣬���¼ӟ�r���܉�ֱ�ӏ�PV ���ӣ���ʡ�r�g����D2 ��ʾ��
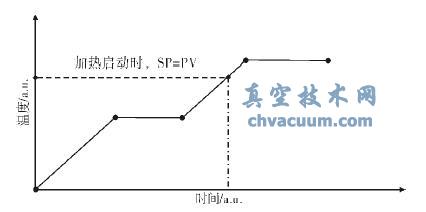
�D2 PV ����ʾ��D
����3.3���ӟ��^����SP Ӌ��
�����ӟ�r���S���r�gT ���ӣ�SP �S�r�g�������ӡ�
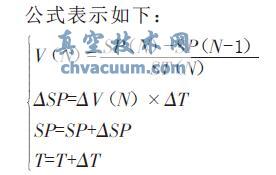
����3.4���h����������c�����
���������Єh���β����r����Del �΄h����������֮������ж�ǰ�ƣ������в���Ins �β����r����Ins �μ���֮�����жκ��ƣ���������η���Ins �Σ����������β����r(�ӟ�r)��ֱ������������һ�Ρ��β���h����D3 ��ʾ��
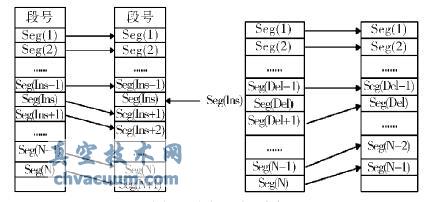
�D3 ����c�h��
����3.5��PID �����{ԇ
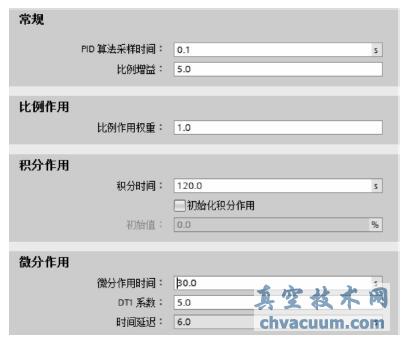
������PID ��ʼ�����O�ã��������H���O������P=5���e�֕r�gI=120s���֕r�gD=30s��PID ��·�O������؈D��D5 ��ʾ��
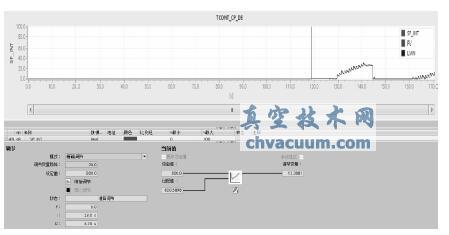
������PID �����������ӳ���800��r����ͣ�����_��PID ���������ܣ���һ�Εr�g��������ó��������PID ֵ�քe��P =6.0��I =23��D =5.78����D5 ��ʾ���ĵ͜��_ʼ�ٴ�ԇ�ӟ��^�̣���D6 �ض��������ؾ����^�ߣ��ؕ͜r�������^�_��400��r�ؾ����_��±1�棬�M��ʹ��Ҫ��
����3.6���ӟ��^�����Ԅӱ��o����
�����ӟ�r���Еr����ϴ����Ś⣬�����ն�Ѹ�ٽ��ͺܶ࣬һ�㶼�����քӱ��֣�����նȻ֏ͺ����^�m���ء��Ɍ��˲��������Ԅӳ�����ն������O��ֵ�r�Ԅӱ��֣��֏ͺ��Ԅ����أ��p�ٲ�������
�D4 PID �����O��
�D5 PID ������

�D6 �˙C����
4���˙C�����OӋ
������D6 ��ʾ���|�����خ��棬�ɹ�ˇ�����������o�������@ʾ����D���ض������ȽM�ɡ���ˇ����һ�����O��20 �Σ���ֱ���ڹ�ˇ�������O����ˇ������Ҳ�������䷽���O�����ٌ��䷽����������׃���У��䷽���д惦���ܣ��ɝM��һ���O��Ҫ�����䷽�п��Ĺ�ˇ���������^���Ի������M�в���Ρ��h���β��������\�Еr���M�����β������@ʾ�\�Еr�g���\�ж�̖�ȅ����������^�칤ˇ�^�̡�
�����Ɍ��������İ��o��ģ�K�O�ò�ͬ�������ޣ���ֹ����ʧ�`������⡣�˙C�������@ʾ�����\�Ѕ��������S�r�^�쵽�O���\�Р�B�������䷽���ܣ����㹤ˇ�惦�c�xȡ��
5���YՓ
���������OӋ��PLC �ؿ�ϵ�y������Ӳ��ϵ�y�OӋ��PLC ܛ��ϵ�y�OӋ���|�����˙C�����OӋ��ϵ�y�����^���Σ����ϳ�Ҏ��̎���O��������T���������㡣