����SolidWorks�cANSYS���y�T늄ӈ������������OӋ�c���������о�
������B�˳�����ԭ���������OӋ������SolidWorksܛ�������y�T늄ӈ�������Ҫ�������b��ģ�ͣ��\��ANSYSܛ�����y�T늄ӈ�����ģ���M�Б��������������������ȣ��������Y�������ṩ����Փ������������
��������SolidWorksܛ�����F���y�T늄ӈ�������Ҫ�������b��Č��w��ģ����ANSYSܛ���������y�T늄ӈ�����������Z�����λ�ƺ���������Դˁ팦�������OӋ�M�Йz�y�����C�y�T늄ӈ������⚤�Y���ķ����ԣ����ͺ��ӹ����ʡ�
1���y�T늄ӈ����������z�������OӋ
����(1)���z������ԭ��
�������z���������ɰl�����a��20kHz(��15kHz)�ĸ߉������l��̖��ͨ�^�Q��ϵ�y����̖�D�Q����l�Cе��ӣ�����������Ʒ�����ϣ�ͨ�^�������漰���ڷ����g��Ħ����ʹ���͵��ӿڵĜض����ߣ����ض��_���˹������������c�r�������ӿ�Ѹ���ۻ����^�����ӿ��g�Ŀ�϶�������ֹͣ������ͬ�r��һ���ĉ�������s���Σ����_�������ĺ���Ч�������N�������z������ʹ�ó����۽�̎�������������܄���ճ�Y����
����������ԭ��Ҋ�D1��һ����v�������z���ӕr�����^һ���x���|���^�p�������^�ã���Ħ�ԏ����������^����Ľ��ٲ����X��

�D1 ������ԭ��
1.���^ 2.���׃���� 3.���^�������S����� 4.����� 5.���
����(2)�y�T늄ӈ������⚤���|
�����y�T늄ӈ������⚤���������X݆����ϵ�y�Լ��·���Ʋ��ֵ��d�w���Y������Ҫ����^�Y���Π��^���s�����ڲ�ͬ�����z������������ؕr���a�������o�����ӵĬF�������z�����п��x30%PC+70%ABS�����y�T늄ӈ������⚤(�����w�͵���)�IJ��|��PC�������ϩ��ABS�鱽��ϩ-����ϩ-��ϩ�繲���PC�cABS�ĺϳɲ��ϣ�����PC��ABS���ߵă��c�����Ѓ����ij��ͼӹ����ܣ������Ժã������^��(�����쏊��σb=56MPa������������σw=86MPa)���Cе���ԃ������᷀���Ժá�
����(3)�y�T늄ӈ������⚤�ij��������^�OӋ
�������y�T늄ӈ������⚤�ij��������^�OӋ�^���У��������w�c�����ij������ԣ�������Y������������������(��������С��)���ɽ��ͺ����������ҿs�̺��ӕr�g��������Ȼ����С�������ϣ�Ӱ����^��ͨ�����˷�ֹ���z��Ӱ����^������������ֹ�ڃȣ�����Ч��Q���z���w������������Ӵ����eλ�Ď��ʣ����]���y�T늄ӈ����������^�������w�c�����ĺ���̎�������������������b��׃�κ��������w�c�����l���eλ��Ҳ�����֡����˷��㺸�ӣ�������ͨ�����ڵ����ϡ����]�������ӕr���w�������w�������ֱ�ս�̎���Y��������ս�̎��R���^�ɡ������y�T늄ӈ����������w�ϸ����·���֣���Ȼ���³����^�c�����ľ��x����6.3mm������ӷ�ʽ���h�������h��������ʹ���w�͵����a���Ѽy���������p�ġ�
������AutoCADܛ���п��������w�c�����ĺ����D��(Ҋ�D2)��
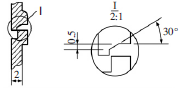
�D2 ���w�c�������
��������SolidWorksܛ�������w�c���������Sģ�������������w�c������Ⱦ���2mm�������Č��wģ����D3��

(a)���wģ�� (b)����ģ��
�D3 ���w�c�������Sģ��
����Ȼ��������SolidWorksܛ�������y�T늄ӈ������������������Sģ�ͣ�����SolidWorksܛ�����½��b���w�������㲿����ͨ�^��϶�λ�㲿��ʹ֮���λ���b�����y�T늄ӈ��������wģ��Ҋ�D4��

�D4 �y�T늄ӈ��������wģ��
2������ANSYS�ĵ��������о�
����ANSYS����Ԫܛ�����ڽY�������w��늈����ň�����������һ�w�Ĵ���ͨ������Ԫ����ܛ���������c����CADܛ���ӿڣ����F�����Ĺ����ͽ��Q������SolidWorks��AutoCAD�ȣ��ǬF���aƷ�OӋ�еĸ�CAE����֮һ�����ÏV������������ANSYSܛ�����y�T늄ӈ������⚤ģ���M�Б������������������p�ٌ���M�ü��OӋ�r�g��
����(1)ģ�͵Č��뼰����Ԫģ�͵�����
������SolidWorks�������y�T늄ӈ���������ģ�ͱ����.x_t��ʽ��Ȼ����ANSYS�Ќ������ģ�͡����x��Ԫ��͎�r����Solid45�x��У��x��˹��c�����w��ԪBrick8node45��Ӌ�����S����������ģ�ͷ����r�x�����S��Solid45��Ԫ������Ҫ�O�Ì����������]���������б�횶��x���ϵď���ģ���Ͳ��ɱȣ����Ԇ��}�б�횶��x���ϵđ�����׃�Pϵ��PC�cABS�ĺϳɲ��ϣ��䏗��ģ��E=2.6GPa�����ɱ�μ=0.35���ڶ��x����ģ�͌��Դ����е�EX�ı�����ݔ��2.6e9��PRXY�ı�����ݔ��0.35��ͬ�r߀�趨�xPC�cABS�đ�����׃�Pϵ(Ҋ�D5)��
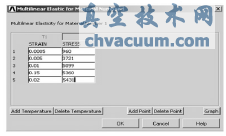
�D5 ���xPC�cABS�đ�����׃�Pϵ
�����نΓ����ϑ�����׃��Ԓ���е�Graph����t�ɵó������IJ��ϑ�����׃�Pϵ�D(Ҋ�D6)��
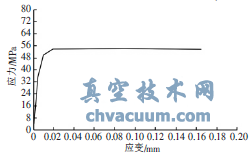
�D6 ���ϑ�����׃�Pϵ�D
������MeshTool���ߌ��y�T늄ӈ������ĵ����M�оW�֣����w���ֵĽY��Ҋ�D7��

�D7 ���w���ֵĽY��
�������������y�T늄ӈ���������������Ԫģ�͡����÷։K�����a�W���C��Ԫ���^�õ��ΑB���ڵ����ս�̎��ݔ�����ݼy�B��̎�ȸߑ����^���ü��ܾW���Ա��C�ߑ����^���^�ߵ�Ӌ�㾫�ȣ���������������60983����Ԫ��15174�����c��
����(2)ʩ��λ��߅���λ���d�ɲ����
�����y�T늄ӈ��������w�c������ͨ�^���������B�ӵģ������^ʩ���ڈ������ϵ��d��ͨ�^���w���f�������ϣ����d��ʩ���ڵ����c���w�ײ����|��ƽ���ϡ���λ��߅��l��������������з����ϵ�λ�ƹ̶���
�����x��������棬���_ANSYS���ڹ��c��ʩ��λ�Ƽs����Ԓ���x��ALLDOF(���з����ϵ�λ��)����ANSYS���x������ʩ��ָ����λ�Ƽs����ͬ���ٴ��_�ڹ��c��ʩ��λ�Ƽs����Ԓ���x��UZ(Z�����ϵ�λ��)����Displacementvalue�ı�����ݔ��3����ANSYS���x������ʩ��ָ����λ���d�ɡ��ٴ��_Sol'nControls����x��Everysubstep�x헣���Timeatendofloadstep̎ݔ��1����Numberofsubsteps̎ݔ��20�������_Solve�е�CurrentLS�����M����⡣
����(3)�鿴�Y��
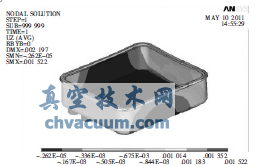
����ʩ��λ��߅���λ���d�����ɲ鿴������׃�Σ�������Z��׃�ΈD��D8��
�D8 ������Z��׃�ΈD
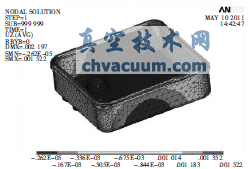
�����ɵ�����Z��׃�ΈD��֪��������Z�S�����ϵ����λ��(DMX)��0.002197mm���c֮ǰ�OӋ�ij������ڸ߶ȷ����ϻ����]��λ�ƛ_ͻ���ʺ����߶ȷ����ϵijߴ��OӋ�������ڲ鿴�������Z��׃�ΈD��߀�ɵó�������vonMises��׃�ֲ��D��D9��
�D9 ������vonMises��׃�ֲ��D
3���Y�Z
����(1)�ɑ�׃�ֲ��D�ɿ���������l���ڵ����c���w�ײ����|��ƽ��ս�̎�������ֵ��0.0015MPa���h���ڲ��ϵ��������ȣ������ֲ������F����ڣ��������Ԍ������a�������Ɖġ�ͬ�r���׃��Ҳ���Ϲ���Ҫ��;
����(2)SolidWorks���Џ���Ľ�ģ���ܣ���ANSYS���Џ���Ĕ�ֵ�������ܣ�������������2�Nܛ���M�Пo�p�B�ӣ����ø��ԵĹ������c�քe����ģ�ͺ��M�з�����������OӋЧ�ʡ�