��Ȼ���͚���x��Һλ�{���yʧЧ�ĸ�Դ����Q����
��������Ȼ��ɼ��b���У��͚���x��Һλ�{���y�ձ�����{�����Ȳʹ�É����̣���Щ�������������^�����¡����ڵ��|��ͬ����Ȼ��M�ֱ��^���s����ຬ�p�N�������͡�����ˮ���w���s�|����Щ߀�ߺ�����ȵ����Խ��|�����֚⾮��Ȼ�≺���ߣ�ʹ���yǰ���^�����a�����g���W����JTЧ�������|ˮ��JTЧ�����a��������������Ӳ�|�w����߀������Ȼ�Ȿ�������ԘO�װl���W�������ٕ������Ӵ������صįB�ӣ��y�ȼ��ܿ챻�_�g�����|���������SSC�������g�_�ѣ����x�����װl�����g���g���c�g��
�����������˸ߜأ����������Ї��Ṥ�r�����̎���������y�T�ںܶ̕r�g��ʧЧ���������e�C���s�ĸ��N�Ɖ����أ��w�{�����������——���١�
1�����g���W���Įa��
�����ܶ��r����g���W���nj\���ֵܡ�������Ŭ��ԭ���������w���^�y�T�r���������ӣ������½���������ٺ���͉����l�����տs���档��D1��ʾ��
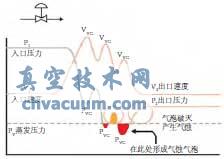
�D1 �տs���扺���ֲ��D
������Һ�w����ͨ�^�տs���棬�����½�������Һ�w������������������w�Юa�����ݣ��@���ǚ��g�ĵ�һ�A�Ρ������w���^�տs������S���^����e���ӣ������½��������������������֏͵���������≺����ɚ��ݱ�ը���������ѕr�a���ĉ������_100000��/Ӣ��2(6897bar)����ը�����������ٱ���˺�ɼ�С������Ƭ����Һ�w—���w—Һ�w���^�������l�����yо���y���ֲ������Ȳ�������M�С��Ɖij��ڱ�����ɰ�����ڇ��ؕr��ú�����棬�y�T��ȫʧЧ���ڱ����У��@һ�F���l���ڷ��x������ˮ�{���y�����⣬������������ܵ��_���r�������������������ֲ��ض����ߣ�����ʹ�������w�Ͳ��ϱ���֮�g�a�����W�������γɱ�Ĥ����Ĥ���ѣ��S֮��¶���µı��棬�������Խ��|���y�T�ȼ��ĸ��g�����g������עĿ��Ӱ�Ҳ�S�Dz����ܵ����g�p�ġ��ڄ��ҵ����g��r�£��dz�Ӳ�Ŀ����y�㲿���ڎׂ�С�r��ͱ��p�ġ�
����������εĉ��������ஔ�ڻ���С�����w����������w�e�������ӣ����ٳ��m���L���Y�����a���W�������ǚ��g�������������٘O�죬�W���Ɖ�����и���档���W�����ԣ����w�e�h�h����Һ�w�w�e��������ʹӲ�|�w��څ�����_���c���wһ�Ӹߵ��ٶȡ��@Щ����Ӳ�|�w���_�����棬ʹ�y�T�ȼ�������ܿ�_�g���̕r�gӰ��{�����ԣ���ռ��g�W(http://shengya888.com/)�J����ؕr��ȫʧЧ���ڱ����У��@һ�F���l���ڷ��x���������{���y��
2��JTЧ���Įa��
��������ډ����飬���^�@Щ�yо�����w���еĵ͉����٣�ʹ�ý��|���ܰl����Û������׃�顣���_ԓ�c�r�������_����ֵ��������Û���B����Ȼ�����ԣ��a��JTЧ�����ضȼ����½�����Ȼ��ĝ�⺬�����Y��Сˮ�Σ�����������ˮ����(����)��������ٶ����ӣ���Ѹ�ٛ_�g�yо���p���y�w����D2��ʾ��
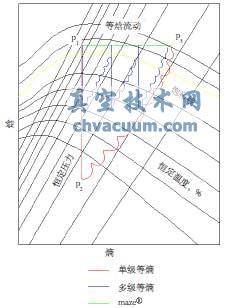
�D2 JT���a���C��D
3����Q����
�����������eһ�������ǰ�����Ŀ������
����1)�y�Tʹ�õ��c����ʯ������ľ������Ȼ�⼼���Ŀ��
����2)�y�T��;���͚���x��Һλ�{���y��
����3)�F�����r�����|����Ȼ�⣬������ˮ�������ͣ��Ҍٸߺ������京��Ҋ�±���
�������|�ضȣ�-20�桫30�棻�yǰ������8MPa���y��0.25MPa��������1500Nm3/h����ȫλ���Pλ��
������ˇ����65mm��
4������Ҏ�������京���yӋ��

������ʯ������ľ���I�^��Ȼ�⼼���Ŀ�У����ډ����_8MPa�����yо���y���_ˢ���أ��\���^���г��Fй©�����\���^�̲�������������Ӈ��صȬF�����ڽ��|���ڹ��w���w�����s�|���y�T��������������Ȼ����|�ٸߺ�����H2S�������_607000mg/m3����ˌ��y�T���|߀���п���������g���Ѽ��Ѽy��Ҫ��
���������@�N���r������ʹ�õ�һ��Ć����y��\ʽ�y�����܃Ⱦ͕��l��й©���ܷ���p���Ȇ��}��3���¾�Ҫ�M���y�ȼ��ĸ��Q���S�o����D3��ʾ��

�D3 ԭ�b���y�Tʹ�à�r
����ͨ�^�м�����ԓ�{���y�ļ��g���������c�OӋԺ�ͬF�������ˆT�Ķ�Μ�ͨ����ԓ�Ŀ���r�����·�����
�������Ƚ��|����Ȼ�⣬�������ܸߣ���˲��|��������g�����䣬���x���|�У�������̼䓡�CF8���P䓺�CF8M���P䓡�����ԓ��Ȼ��M����߀����������CO2���w��ˮ���⣬�C�Ͽ��]���ϗl�����_���x��CF8M���ϡ����ډ�����CL900���������K�x��316(��)�y�w���@�Ӿ͏ĸ������������y�w���T����ܮa���Ŀs���Ѽy�Ȳ���ȫ���ء�
�������ڵ��|�Y������Ȼ���Դ��ͬ���{���y��ijЩ�{�����r�£����a��JTЧ��������ɵĽ��|�ĜضȲ��Ӻܴ���˲��øF�M�ķ��t����Ҫ�_���ژO�˜ض��¿����y���܉������\�У������x�õ͜��������y�w���@���܉������Y���������y�T���Ͽ�������ʹ��λ�����Y�Ŀ��ܡ�
�����y�T���x�͡����{���y�Ĺ��r���ڴ�����_7.75MPa������x���y������ǽ�Q���}���P�I�����˹��r���ɹ��x��ij�Ҏ�y�T�Ǹ߉������{���y���߉��\ʽ�p���y���߉��༉�װ彵��ϵ�еȡ������ø߉������{���y���ڽ��뷽��ͽ����ٷ���o��ȡ������Ч����������y��ԓ���r���a���������y�T����ӣ������y�ȼ������ܿ�_�g����������ø߉��\ʽ�p���{���y�����y����ӷ�����͉������Щ���ƣ��������͛_�g�����ԛ]�и��ơ����ø߉��༉�װ彵���y���mȻ�ھC�������������ƣ������y�x��DN25�ģ��y��ǻ���gС���ÿװ��ܿ��g���ƣ����������2~3�����������_��������Ч�������Y������N�y�T�ă�ȱ�c����K�_���x��maze®300�༉��ʽ�{���y��
5�������yо�Y�����OӋ
����1)90���D�ǡ��༉����
�����y�\���yо�������ˇ�ӹ����ɣ��y�\��ÿ���_�A���yо�ϵ�ÿ��ȱ�ڳߴ硢λ�ö����^���_Ӌ�㣬�Y��CFD�����������������H���r�OӋ����D4��ʾ��

�D4 �༉�����yоCFD���������D
���������Ñ�ϵ�y�ĉ������������r�����x��ͬ�Ľ��������팍�F����Ч�����yо��90���D���OӋ���������y�U�L���ϣ����L���������L�ȣ��Ķ�����˹���Ч������D5��ʾ��

�D5 �༉���������ֲ��D
����2)ȫ�̌���
�����yо��ȫ����Y���������D��ȫ�^���У��y�\�����Ԟ��yо�ṩ֧�Ό��Ķ����C�\���^���е������������y�U����������Ч������������ӡ������@�Nȫ�̌���Ī����OӋ��ʹ��maze®300�����y��ͬaƷ�о���ͻ���ă��ݡ�maze®300�����y���^�F�����ã��@����߿����y������
����3)N�������y+1���Д��y——��Q���g����
�����ஔ�ڲ�����N�������y��һ���{���y�ĽY����ᘌ��ܷ����кܺõı��o���ܣ�����Y�����yо�\���ЙC���OӋ��ᘌ��Y�����s�|�Ȇ��}�кܺõ�����ϴ���ܣ��\��CFD���w����ܛ���M��ģ�M���༉�����Y�����yоȫ����Y�����OӋ����Ч���ƽ��|���٣�����Q�˽��|���yо�_ˢ��ɵ����Ӽ������Ȇ��}���y�T���������ڴ�r�����|���y�w��ǻ���ٶ�ʸ���ֲ��D��(Ӌ���yǰ������12MPa���y������1MPa�����|����ٶȞ�m/s)��
�����Ě��g�γɵęC�����]���H����߲��ϵĿ����g�����ǟo�������g���}�ĸ����Ͻ�Q�ġ����l�����g�r�������ѵĉ���������_��100000��/Ӣ��2(6897bar)���ϣ��������dz������ԟoՓ���|��ô�Թ̣����ܰ������ٲ��ϻ����ٵľֲ�˺�ѣ����ֻ�ЏĽY�����O����Q���g������
�����γɚ��g���P�I���ڳ��m�����c�����b�õĹ��档��ˌ��ڿ����y���OӋ��횽�Qһ�����}���dz��m�ĉ���F�����y�T���]�^���еĚ��g���}Ҳ������µõ��˽�Q��
�������y�T�P�]��ͬ�r��һ���������y��Ҳ̎���P�]��B���y�ڵľo������Ҫ�ȵ�һ�������õö࣬����һ���������ڄ���ϣ������g϶���@�rҺ�w�������f�κεĉ������y�T�_���r���y�ڵĸ߉�˲�r�õ��˻��⣬�y�ھ͛]���յ����m�ĉ��������ˣ�ͬ�Ӹ�������Ҳ�l�]�����������á��@��һ�������g���y��̎�a���Ŀ����Ծ͛]���ˡ����y�T�P�]���^���У������Ĺ����������ܛ]���ܵ��κ�Ӱ푣�ֱ���y�T�P�]����D��ʾ�w�F��ԓ�Y��������֮̎�����y�ڲ����c���������_��Ҳʼ�K���ڹ������������y�T���_���rһֱ����ǰ�ڹ��������_�����P�]�r�͜����ڹ�������“�P�]”���C�Ͽ�֪����ֹ���g�İl�������چ��]��ȫ�^�����y�ڛ]���ܵ����m�ĉ������á���D6��ʾ��

�D6 ���������������D
����(4)�w���ݲ��OӋ
�����yо�c�y�\֮�g�����w�е��w�����ۉm���Y�����s�|���м������ã�������\���^���о����@�������坍���ܡ�ͬ�r�yо���y�\֮�g�����^�����ݼ{һ�����ȵ��s�|ͨ�^�y�w�����w���ݲ��OӋ��
�����F��ʹ��maze®300�༉��ʽ�{���y���`�C���y�T�\�D���ã��y�T��̎������������B��
6�����Y
�������^����ĝ����о���maze®ϵ�п����y�ĸ����Ͻ�Q�������ˇ��Ṥ�r�������y�ć��ؓp�ġ�һ��Ͷ���Ј�������Ñ��aƷȱ���˽��c���Σ��֑��ɑB�ȣ���ͨ�^��ԓ�aƷ�IJ����˽⣬�ı���ԇԇ���đB��ʹ�Î��_�������maze®ϵ�п����y�ѳɞ���Ṥ�r�µ����x��Q�������S���Ј����~�IJ����U���Ј�ռ���ʲ��������������Ṥ�r�¿����y�Ľ�Q�����Ѿ߂���һ���Ľ����H�ϣ�ÿ�N���ÿ������ƣ����t��ͬ��ÿ�����r�����м������Ա��C�����y�x�����_��һ����f���x���ˆT�����^���Pע�M�㹤�S�Ĝyԇ��Ҏ���]�����ĕr�g�˽��y�T���H���á��@ʹ�����x���Ҏ��Ҫô���ܝM�㑪�ã�Ҫô��������Ҫ��——���w���f���������x�����H��������İ��F�y�T���y�T���OӋ�кܶ�N��ͬ�ļ��g�����Ǜ]��һ�N�OӋ�����m�������Б��á�maze®ϵ�п����y�ڑ����^�����ɓ����S���y�T�x�ͽ����OӋ���̎��u��ÿһ�����H���ã��ٸ������H��r�ṩ���m�Ľ�Q������






