����Ժ�늻��t�æ�720mm���ă������M
��������Ժ�늻��t�����a⁼�⁺Ͻ��T�V����Ҫ�O�䡣���������Ժ�늻��t�ز����ٵIJ�����������Ժ�늻��t��Ҫ�ĽM�ɲ��֡����Ͳ�w���ϵ����ܺ����Y�����HӰ푵����ĉ������������aЧ�ʺ����a�ɱ��a����Ӱ푡����ľ�8 t ����Ժ�늻��t��Φ720 mm×3000 mm ����ʧЧԭ�����˷���������˃������������M������
1�����������Ժ�늻��t�еĹ���
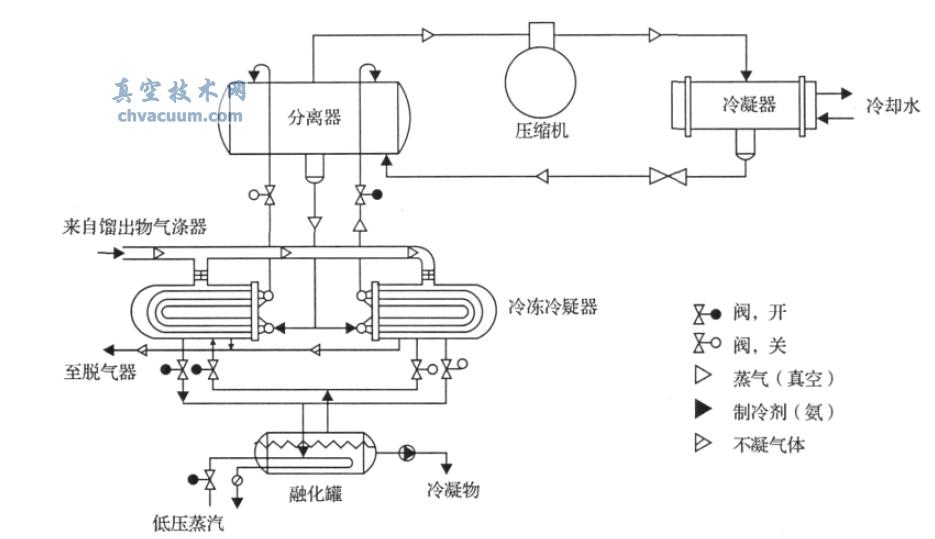
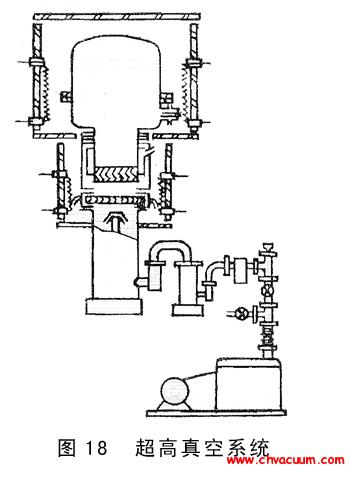
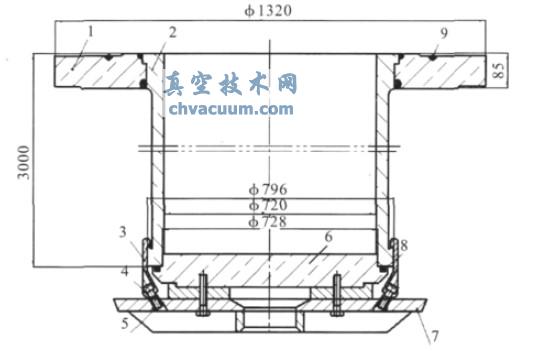
����������������Ժ�늻��t���ۻ�վ�ȣ��Ժ�늘O����ؓ�O������������O�����c��1685�����ҵ�⁼�⁺Ͻ������ȱ��ضȞ�4700�����ҵ�늻��ۻ��������������£��۵������۳ȣ������ͨ��10 m/s~25 m/s �����١�5 mm~10 mm�����sˮ�ӵ����������Y���ɞ��T�V���ۻ�վ�ĽY����D1 ��ʾ��
���������Ͽ�֪����T�V���a����������µ�Ҫ��:
����(1) ���Ͳ�w�����c�ߜ��µ�Һ�B⁼��Ͻ��ճ�B���߰l�����W����;
����(2) ������w�����һ���ď��ȡ����ȣ��M����d�T�V�������c�ۻ�վ���P����ƥ��Ĺ���;
����(3) ���Ͳ�w��������õČ����Ժ͌���ԣ��M���������������Q���Ĺ��ܺͳ䮔�Ժ�늻��t���O�����еČ�늹���;
����(4) ���Ͳ�w���Ͼ��Ѓ����Ŀ��ߜ���׃���ܺ��^����׃���ȣ���׃��С���������a������;
����(5) �����b�Ϻ�Ó�V�����b�S���㡣�������~��������ǰ��헵����c�����Ͳ�w����һ���x�����~T2��
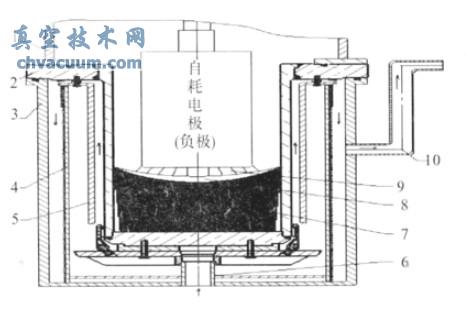
1.�t��; 2.���; 3.�ۻ�վ; 4.����ˮ��; 5.��ˮ��; 6.�Mˮ��;7.�Y���T�V; 8.�۳�; 9.늻�; 10.��ˮ��
�D1 ����Ժ�늻��t�ۻ�վʾ��
2�����͵����Y��
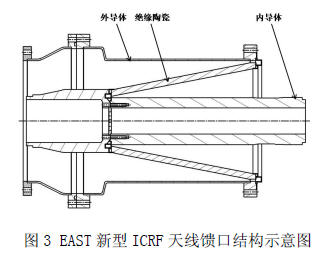
�������˱���⁺Ͻ��T�V�����a�����Ͳ�w�͵|���B�Ӟ�ɲ�жʽ�����͵����Y�������m��Ͳ�w���~�|���мܽM�����ܷ���M�ɣ����m��Ͳ�w����һ�w�����m�����x�ù����~�����~���Y����D2 ��ʾ��
1.���m;2.Ͳ�w;3.���^;4.��������˨;5.�S�~��ĸ;6.����;7.�мܽM��;8.�|�ù��zȦ; 9.���m�ù��zȦ
�D2 �������Y���D
3�����Ͳ�w�����칤ˇ�ͷ���
�������Ͳ�w���칤ˇ�ЃɷN��һ�N�����~�������������飺��ij���̽��→����→����→У�A→���pX �侀̽��→�Cе�ӹ�→���m����→���ӹ�→������ԇ�→��죬���ĽY����D3��ʾ����һ�NͲ�w������취������飺ë�����→�Cе�ӹ�→����̽��→���m����→���ӹ�→������ԇ�→��죬���ĽY����D4 ��ʾ�������������c�ǣ��ɱ��ͣ����p�|��Ҫ��ߣ��ޏ�����С,Ͳ�w��׃�Σ�ʹ�É�����;���Ͳ�w�������c�ǣ�Ͳ�w�M�������Ժã��ޏ��������p�|��Ҫ�ߣ����a�ɱ��ߣ�Ͳ�w����׃�Σ�ʹ�É����L���ɷN��ˇ�������壬���и��đ����Ј���
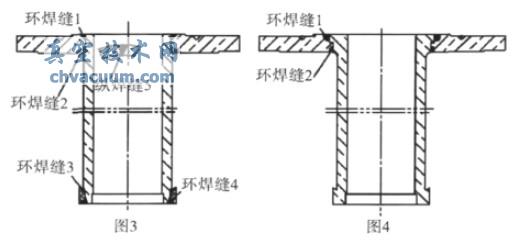
�D3 ����Ͳ�w��塡�D4 ���Ͳ�w���
���������ķN��ˇ���a����壬��ʹ���������Ĺ�ͬ���c�ǣ���sˮ���м������M�룬����s�~�|���������ڏĵײ�����������巨�m�������������ۻ�վ���T�V�������ų��ğ���ͨ�^���ں͵|����sˮ���ߡ�
4������ʧЧ
��������ʧЧ�������Ͳ�w��ʧЧ�͵|ʧЧ�ɷN��ʽ����D5 ��ʾ�����ȵ���ն�һ���1.3 Pa~0.13 Pa�����Ͳ�w���b��߅�ۻ���߅���̵Ľ��٣�������ͨ����ډ�������ڜضȞ�һ��ֵ�����ڜض���Ҫ�����sˮ���Ժ�늘O��Φ720 mm �����ۻ��r�������۟��_ʼ���T�V������Ó������s��Ҫ12.5 h�����Ͳ�w����5 t ���T�V��������Ӌͨ�^���Ͳ�w�͵|�c��sˮ���Q�ğ����s��9×10E9 �������ڜضȈ���ˮ���������Ĺ�ͬ�����£����Ͳ�w�����տs���ȏ��pС�L�����ӣ�ʹ��500~700�t�ȏ��տs�����_10 mm~12 mm;����L����
����������L15 mm�����a���ߜ���׃����T�V���̺�ֱ����һ�����տs�����ȏ���Φ720 mm ����壬�T�V�����Ó����ֱ���s��709 mm�������Ͳ�w�ֲ����տs���ӽ�11 mm��Ó�V�r���T�V�ͺ�����֮�g����Ħ���������Ͼͳ��F���ۣ������T�V�����֮�g��Ħ����������ֲ�Ͳ�w�ں�ȳߴ�pС�������ֲ����տs������11 ���וr���T�V�͟o��������Ó�������Ͳ�w�²��ܟ�r�g�L���c��罻�Q�ğ����࣬�²��տs�������в����ϲ��տs����׃������Ͳ�w�ʵ����Ƞʹ�üs500~700�t�������Π���D6 ��̓����ʾ��
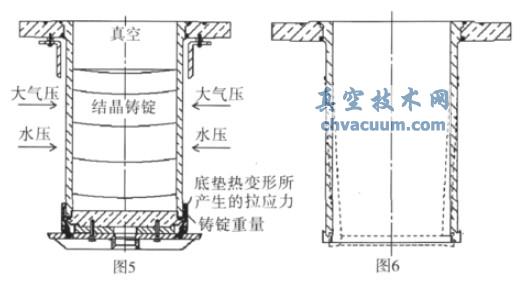
�D5 ����������D���D6 ���׃��ʾ��D
�����c������װ��b���~�|���ϲ����ܟ���ߜأ��²�����s���c�ϲ��a���ز���ɴ�ֱ���ϵğᑪ�����~�|�a����ֱ���ϵ���׃���ᑪ��ͨ�^���^���f�����ײ��_���S�~��ĸ�ϣ�ʹ���ײ��տs׃�μӄ�;�|�����IJ�λ���A��߅����λ���ڜز���������֮�g���ڜز�@�ɷN�ز�a���ğᑪ��ʹ�|ֱ���տs���߶����ӣ��|�ď����տs׃��ʹ�|�c��������g϶����߅�g϶�۷e�_��2 mm~3 mm���ҕr��Һ�B��⁺Ͻ��������Ͳ�w�c�|�g���g϶�У����̺��~�|�������T�V�o���͵|Ó�x���˕r�|�яص�ʧЧ��
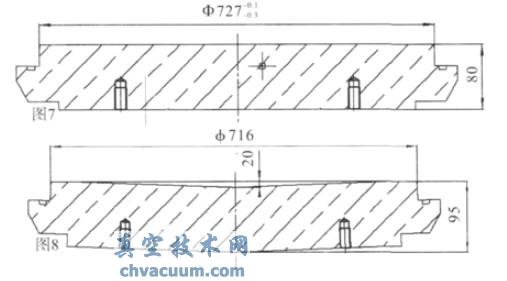
�D7 �����~�|���D8 ʧЧ���~�|
5�����Ͳ�w���ϵă���
������ǰ��ķ�����֪�����ʧЧ����Ҫԭ���Ǹߜ���׃���ߜ���׃�cͲ�w�IJ����������P��Ҫ�p������׃�Σ�����Ҫ��׃���Ͳ�w�IJ��ϣ��x�ÿ���׃���܃����IJ��������L��ʹ�É�������Ҫ��ʩ������ɈD�քe�Ǻ��y�����~��늡�ܛ���ضȵ�Ӱ������ͼ��~���y�~��ܛ��������
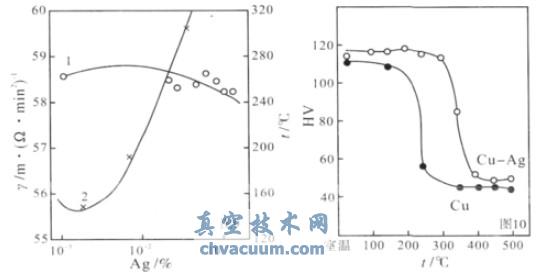
1.���ϵ��; 2.ܛ���ض��˻�1H����ӹ���60%
�D9 �y���~�Č��ϵ����ܛ���ضȵ�Ӱ푡��D10 Cu—0.15Ag ��ܛ������
�������~�м����y���~�ęCе���ܡ��������ܶ��l���˸�׃���y�@��������~���ٽY���ضȺ���׃���ȡ����~��ܛ���ضȞ�230�����ң����y�~��ܛ���ضȿ��_��350�档Ŀǰ���҂��Ѹ����y�~����Ͳ�w����,ȡ�����^�õ�ʹ��Ч�������Y�Ͻ�B�ć�������ò��ϣ���Ҫ����CuAg �Ͻ�CuZr �Ͻ�CuZrCr�Ͻ��乲ͬ�c�������@Щ�~�Ͻ�ĸߌ���ԡ��ߌ����Ժ��^�ߵĿ���׃�ԣ����������ʹ�É�����
6��������칤ˇ�ͽY���ă���
����(1) ������칤ˇ
�����������~�����Č������ܺ�Һ�B�����õ������ԡ������Ժ������ԣ��^��ľ���Ûϵ�����������׳��F�Ѽy����ף������˾������v���p�ĺ����y��;ʹ���^���У�Ͳ�w�����M���ͺ��p���T�B�M�����ܲ�^���T�B�M�����Ȯa���տs׃��;���ײ��_���ֵĺ��ӽY����������T�V�����͵|��׃�ε����������a���տs׃�Ρ��ڵײ��ܷ��愝����׃�ε��ܓp����r�£����к��p���ޏͷ�����ʽ�����ơ�����������ɵ��h���p���ϲ����m̎�����m�Ǐ�Ͳ�w�ײ����b������Ͳ�w̎��ֹ�ڹ̶����m�������T�V���������ԣ����p�H���ܷ����ã����������T�V��Ͳ�w���������p�|��Ҫ�ߡ�������Ͳ�w�M�����ܣ�׃�ξ�����ˣ�������칤ˇ�������������ʹ�É�����
����(2) �������ıں�ߴ磬������Ͳ�w�ď��ȳ��d5 t �T�V�����ں�һ���20 mm~25 mm���F�����ıں����ӵ���30 mm�����`�C�������ڼӺ�������Ͳ�w�Ŀ�׃�������������T�V����sӰ���������;��Σ������Ͳ�w�տsӰ푵����V����r�£��ɲ���܇�ȿķ�ʽ���֏̓ȿĎγߴ�͈A���ȣ�ʹͲ�w�ϡ��С��³ߴ�һ�£�����Ӱ푵����İ�ȫ�ԡ��������ں���������ޏʹΔ���
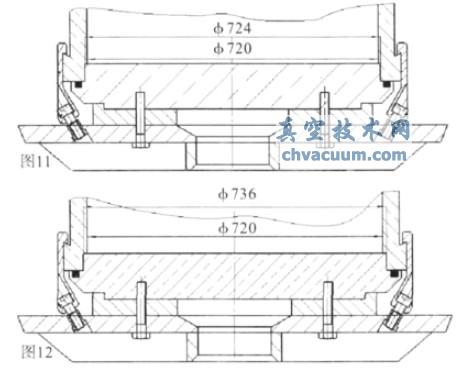
�D11 �|�����δ���Mǰ����ϳߴ硡�D12 �|�������M�����ϳߴ�
����(3) ��׃���͵|֮�g���b��ߴ�ԭ�OӋ���ײ��c�|��ֱ�����4 mm����߅��2 mm���ڵ|ֱ���տs�۷e4 mm ��Һ�B���پ��܉�������ߵ��g϶����ɵ|��ʧЧ���F�Ğ����ֱ�����16 mm ��߅8 mm���t��Ҫ�|��߅�տs��8 mm �|����ʧЧ��һ֧Φ720 mm����壬ÿ�갴���a400 ���T�VӋ�㣬���M��ɹ��s5-7���|��
����(4) �������Ͳ�w�ײ��͵|�B����˨��֮�g�A�o�����p�����Ͳ�w�ײ���׃�����Ͳ�w�͵|��ͨ�^12 ��M16 �IJ��P���˨���X���~��ĸ�Ȳ����B�������ġ������H�˜ʣ�M16 ����˨�c��ĸ�g���A�o���؞�198 NM������Ƿ������ۻ�վ���m�ϵģ���巨�m�����T�V���������Ͳ�w���|���мܽM����������������˨���A�o�����Ɍ��|�a���ğᑪ���D������˨���X���~��ĸ��׃�Σ��Ķ��p�����ײ���׃�Σ�ͨ�����b�t�^���У��ɂ������ˆT���Ãɰ����ذ��֣��������{����100 NM���ɡ����������͵|�Ą��ԣ�Ҳ�ǜp�ٵ|׃�κ����׃�ε�һ�N������
����(5) ���ȿ��OӋ�F�ȣ��ϲ��͵ײ�ֱ����5 mm~10 mm����Q�����ʹ������ײ��տs�������в��տs����ʹ�T�V�o��Ó���Ć��}����T�V����ë������һ����Ʒ�T�V���轛�^һ�Ρ����Ρ����������۟����T�V�ߴ繫��һ����_±5 mm����厧�F�ȣ��ϲ�С���²��ߴ�������T�V������Ó����Ҳ���L������ʹ�É�����
7���YՓ
�����������ϴ�ʩ�����ʹ�àt������˽�1/3���_��1000 �t���ң�ÿ��鹫˾���s�ˎ�ʮ�f��ģ�߲�ُ�M�ã��f�����M�������ķ�������Ч�����еġ�