����Ժ�늻��t�����ٿ���ϵ�y����
����������Ժ�늻��t�O���ɺ�늉��������������������ٿ���ϵ�y��ͨ�^��2000kg ����Ժ�늻��t�۟�⁺Ͻ�����a��ˇ���^�̅������aƷҪ���M����Ԕ���������xȡǡ���Ĕ����ɘ��㷨������õ�������ջ�늉�����ջ������⁺Ͻ��۟��ٶȵȹ�ˇ�����g������Pϵ�ṩ�����õ�������ͬ�r������Ժ�늻��t�Ŀ���ϵ�y�F��۟����g�lչ���˾C������PLC �н�����늉�����������۟����ʵȵ�Ӌ�㹫ʽ�팍�F�O���������ƻ�·���O��ֵ��
������⁺Ͻ���۟������У�����Ժ�늘O�۟��������V�����á���������ɏĻ���⁺Ͻ������V����⁺Ͻ������T�V�����a�����۟��^�̘O����s�������_�l���Ʋ�Ͷ��ʹ�õ�����Ժ�늘O늻��t���Ԅ��۟����Ʒ�ʽ�϶����늉����ƣ������۳��γɺ�ͨ�^����늻�늉���늻������ģ�M���ɼ���ͨ�^PLC �����\�����늘O�������\�ӣ��������۟��^�����_�������㶨�Ŀ���Ŀ�ģ������˲����ˆT�քӲ����������^����ه�����ˆT���^�y��߿��Ʋ������aƷ�|���Ć��}��
������Щ�꣬��������Ժ�늻��t���Ј��ж��_�ס��L�r�g�����\�У���늻��t�۟��C�������a��ˇ�����gҪ�����Ҫ��ˇ�����M���˴����ķe�ۺ�����ķ������Y��늻��t�Ĺ�ˇ���c��������ԭ�к�늉�����ϵ�y�Ļ��A�ϣ��OӋ�������ٿ���ϵ�y�Č�ʩ��������ij��I����ُ�I����������Ժ�늻��t����ϵ�y�M����������ԭ�еĺ�늉��Ԅӿ���ϵ�y������������Ԅӿ���ϵ�y��ʹ�÷����]����Ͷ���Y�����ޣ�����ԭ���|�����cPLC �IJ�����ʽ�����ԛQ����Ȼ����PLC ����������Ԅӿ����^���еĔ����ɼ���̎���Ԫ�����Д����\�㼰����ݔ��Ҳ������ɡ����^�F�����켰�{ԇ���O��F��Ͷ�����a���\��������
����1������Ժ�늻��t�ĽY�����۟��^��
�������늻��t�����w�۟��Ҟ���ʽ�Y������D1 ��ʾ������Ҫ�M�ɲ��ְ������t�w�����ϵ�y��ˮ�����ϵ�y��늘O��������ϵ�y��ֱ���Դϵ�y��늿�ϵ�y����sˮϵ�y��늻��^�yϵ�y�ȡ�
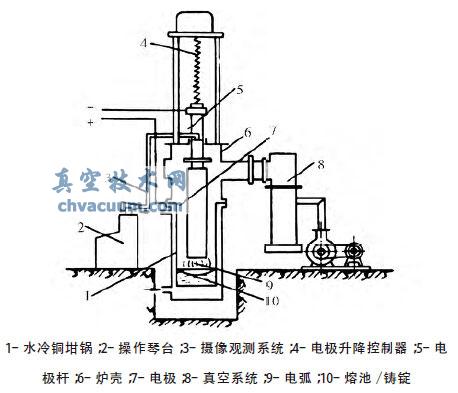
�D1 ����Ժ�늘O늻��t�Y���D
����늻��t���۟���ˇ������D2 ��ʾ��
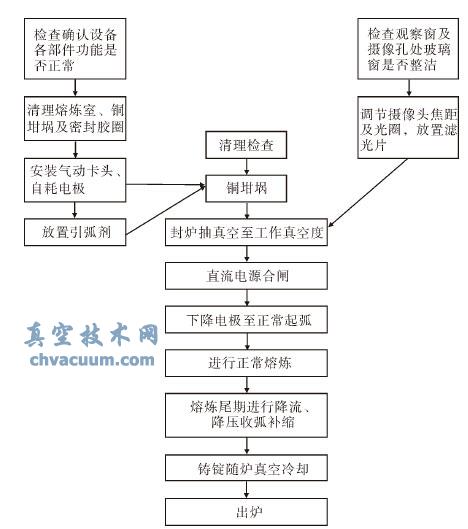
�D2 �Ժ�늻��t�۟���ˇ���̈D
�������O���b���ꮅ���M�з�t���P�]�Ś��y��Ϳ��Ԇ������ϵ�y���۟����M�г��̎�������ϵ�y�ľ��w����������D3 ��ʾ��
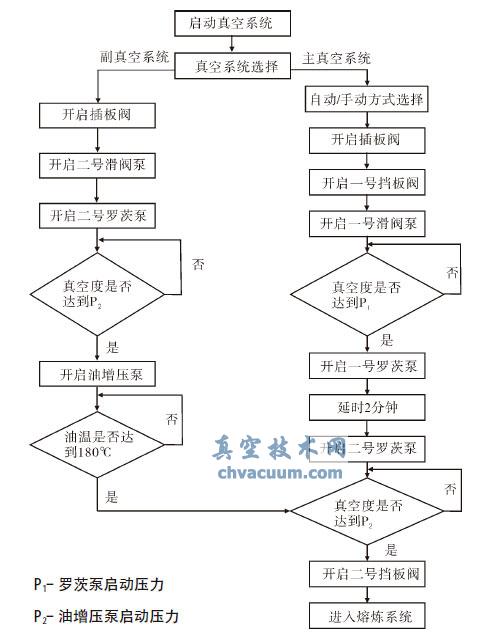
�D3 ���ϵ�y��ˇ���̈D
�������۟���ͨ�^��ձ������̎���_����ˇҪ��ʂ����۟���늘O�������������ŷ�����ϵ�y��ɣ�PLC ��ģ�M��̖�������ŷ��������ŷ�������Ҫؓ؟�����ŷ�늙C�Ŀ��ƣ�늘O�Ĵ�ֱλ��ͨ�^���D���a���@�á�ֱ��늻��۟�ͨ���������A����ɣ������۟����ջ��a�s�A�Ρ�ϵ�y���w�Ĺ����^�̞飺�ڌ��H���a�^���г��õ��������ǜʂ�һ����ȵĽ��ٵ|�����~�|����(Ŀ���Ǟ��˱��o����˲�g���o����)���ڵ|�Ϸ�ɢ������м�b����������ǰ늘O�c���������xһ�����15cm����ֱ���Դ���l�����d늉�һ��S����60V ���ң�ͨ�^�Ժ�늘O�ľ����½��������x���_�l���r�ڽ��|��˲�g�l�������늲��^�쵽늻����F������ȼ�����˕r�Ӵ���������^���н����۳��γɺ��������^����ɡ�
�����ɹ������D�������۟��^�̡��������۟��^���У����^����s�|��Óȥ���Ա�ȥ�������а����ķǽ��ٚ�������ͺϽ�ƫ���̶��ԫ@������ĽY���M�������˱��C�۟�Ч������Ҫע������Ŀ���늻�늉���늻�������۟��ٶȺ��۟���նȣ����m���r�����һ�����ȵķ���������������۟�ĩ�ڣ�늘O������e׃С�������T�V��p���϶˵��г��w�e�����Ժ��۟�ĩ������u�pС�۟������������u���ͣ�ʹ�۳ذ�����u�pС����s��@�ö����ƽ�����T�V��
����2���YՓ
��������������Ժ�늻��t����ϵ�y�����Ŀ�鱳�����x��⁺Ͻ��۟��^���е����aĿ�˺����a�^�̞���A��ͨ�^�F��ӛ䛔����������M�п����㷨�ľ�������Ɍ�������Ժ�늻��t�����ٿ���ϵ�y������ԓ�O����Ԅӿ���ϵ�y����ʽͶ�����a�\�С�
�������a���`�������۟��^����늻��S�ַ�������늉����ӷ���С����������ƿ��٣�����ϵ�y�\�Р�B�����ɿ�����ʽ�\��ұ������⁺Ͻ�aƷ��ȫ���Ϲ�ˇ�����gָ��Ҫ��ԓϵ�y���OӋ˼����������������P�����۟�����ϵ�y�����P�I����