��ոБ��۟����g�İlչ��څ��
������B����ոБ��۟����g�İlչ�^���Լ��Б�ұ�����g�ڲ�ͬ���ϵđ��á�ᘌ���ͬ��ոБ��t�t�͵ĽY�������^���ԃ��ӄݡ�չ��δ����ոБ��t�İlչ�����U����lչڅ�ݡ���ոБ��t�İlչ�M����Ҫ�w�F�ڣ��O�����w�Y�������ƣ�ģ�K��څ���������@�Լ����и������ܵĿ���ϵ�y��
�����S���F�����I���g��Ѹ�Ͱlչ���˂����Cе�����ʹ��Ҫ��Խ��Խ�ߣ����Ӈ�����ʹ�íh�������ٲ��ϵ��ߜأ���ĥ����ƣ�ڵ���������˸��ߵ�Ҫ����ijЩ�ض��Ľ��ٻ�Ͻ���ϣ��oՓ��ǰ���аlԇ�߀�Ǻ��ڵĴ��������aͶ��ʹ�ã��о���õ������ܵĽ��ٺϽ���϶���Ҫ�����۟��O�䣬�����̎���O��ȵ�֧�֡��ڱ�����طN�ӟ���۟������У��Б��ӟἼ�g�����۟��Ƃ���ٲ��ϻ���һ����ˇ�Ќ������M�П��Y����̎���ȣ����������P��Ҫ�����á�
1����ոБ��۟����g
����1.1��ԭ��
�����Б��ӟἼ�gͨ����ָ��l���£�ͨ�^늴ŸБ�ԭ��ʹ�д����^�õIJ��ϫ@�øБ�������_���ӟ��Ŀ��һ�N���g�������һ���l��ͨ�^�h�@�ڽ��ٲ����܇���늴ž�Ȧ��׃��������a���Б��ň�����ʹ�ý��كȲ��a���Б���������a�������ğ������Á��ӟ���ϡ������������^�͕r��������ոБ���̎���ȹ�ˇ���������^�ߕr���a���ğ��������ۻ����٣��Á��Ƃ���ٻ�Ͻ���ϡ�
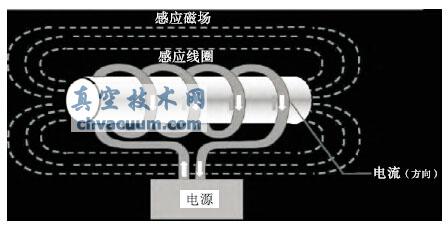
�D1 늴ŸБ�ԭ��
����1.2������
����1.2.1����ոБ��۟�
������ոБ��۟����g��Ŀǰ�����ٲ��ϼӟ�Ч����ߡ��ٶ���죬�ͺĹ��ܭh���͵ĸБ��ӟἼ�g��ԓ���g��Ҫ�ڸБ��۟��t���O���ό��F�����÷���ʮ�֏V�����̑B�Ľ���ԭ���Ϸ����ɾ�Ȧ�p�@������У�����������Б���Ȧ�r���a���Б�늄ӄݲ�ʹ���٠t�σȲ��a���u��������l�������ڽ��٠t��ɢ�������ٶȕr���S������Խ�eԽ�࣬���_һ���̶ȕr�������ɹ̑B�ۻ���Һ�B���_��ұ�����ٵ�Ŀ�ġ��ڴ��^���У����������^�̰l������խh���£���ˣ������ڽ��كȲ����w�s�|��������õ��Ľ��ٺϽ���ϸ��Ӽ��⡣ͬ�rұ���^���У�ͨ�^��խh���Լ��Б��ӟ�Ŀ��ƣ������{���۟��ضȲ����r�a��Ͻ���٣��_��������Ŀ�ġ����ۻ��^���У����Б��۟����g�����c��Һ�B�Ľ��ٲ��������Ȳ������ܵ�늴���������ã������Ԅӌ��F���裬ʹ�ɷָ��Ӿ����@Ҳ�ǸБ��۟����g��һ�ݡ�
�D2 �Б��۟��Ĕ�������
�����c���y��ұ����ȣ���ոБ��۟����ܣ��h�����������I�h���ã��ڄӏ���С�����кܴݡ����øБ��۟����g����K��ע�ĺϽ�����s�|���٣����ӵĺϽ�������Ӻ��m���܉���ӷ��Ϲ�ˇ�����ϸ����ܵ�Ҫ��
������ոБ��۟����gĿǰ�ѽ��õ���Ҏģ��ʹ�ã�������ԇ��о��Ď�ǧ�˸Б��t�����ڌ��H���a�Ď�ʮ�������Ĵ��Б��t�������������ˇ���Σ��ۻ����ؿ��۟��^�������ƣ���ұ�����ٳɷ־���ȃ��c�����кܴ�đ���ǰ������Щ��õ��˿��ٵİlչ��
����1.2.2����ոБ����Y
������՟��Y��ָ����ն���(10��10-3 Pa)�ĭh�������١��Ͻ����ٻ������ĩ�ڵ������c�Ĝض����Y�ɽ�����Ʒ�ͽ���������l�����Y�������ڽ����c���w�g�ķ�����Ҳ�]���������wӰ푣����H���ܻ�Ч���ã����ҿ���������߀ԭ���ã����͟��Y�ضȣ��ͳ��؟��Y�ȿɽ���100�桫150�棬��ʡ�ܺģ���ߟ��Y�t�����ͫ@�ø��|���aƷ��
��������ijЩ������Ҫͨ�^�ܟ����ԭ���w�ƌ��F�w���g�ĽY�ϣ����Б����Y���g�ڴ��^���Єt���ˌ���ļӟ����á���ոБ����Y�ă��c���ڣ���l���������ڜp�ٚ���е��к����|(ˮ���⣬���⣬����������s�|)��������FÓ̼���B�����B̼��߀ԭ��������һϵ�з������^���н��Ϳ�϶�ȵĚ��w�����p�ٚ��w���ӵĻ��W������ͬ�r�����ϳ��FҺ��֮ǰ�ų�����������Ĥ���Ķ��ڲ����ۻ�����Y�ϵĕr��ʹ���ϽY�ϸ����ܣ��������ĥ�Լ����ȡ�������ոБ����Y�����ͮaƷ�ɱ�Ҳ����һ����Ч����
����������խh���£����w����̎�������ܵ͵Ġ�B����˿��Ժ��ԟ����Č����͂�����������Ҫ��ݗ��ķ�ʽ�ɰl��M�����f�����ϱ��棬�������w�ğ��Y�ضȣ����|���������W���ԣ��x����m�İl��M��Ҳ��ʮ����Ҫ�ġ��c������ӟ���ȣ��Б����Y�������l�Դ�ӟᣬһ���̶��ϱ����˲������ȼӟ᷽ʽ��ՠt�ĸߜؽ^�����}��
����Ŀǰ���Б����Y���g��Ҫ��������F��ұ���I�����⣬���طN�մɵIJ����ϣ��Б����Y�����˹��w�w�����I�������ھ����L���s��϶���M�������ܶȣ��γ����ܵĶྦྷ���Y�w���Б����Y���gҲ�����²��ϵ��о��ϵõ����V���đ��á�
����1.2.3����ոБ���̎��
����Ŀǰ�����^��ĸБ���̎�����g��Ҫ�����ڸБ�����g������������Б���(��Ȧ)�ȣ����Б�����ͨ��һ���l�ʵĽ�׃����r, �܇����a����׃�ň�����׃�ň���늴ŸБ�����ʹ�����Ȯa�����]�Ĝu�������ڼ��wЧ�������Б�����ڹ��������ϵķֲ��ܲ��������������ܶȺܸߣ������u�pС��
����������Ӹ��ܶ����������D׃����ܣ�ʹ��ӵĜض����ߣ������F����ӟᡣ����l��Խ�ߣ���������c�Ȳ�������ܶȲ�tԽ�ӟ��Խ�����ڼӟ�Ӝضȳ��^䓵��R���c�ضȺ�Ѹ����s�����Ɍ��F����������ɸБ��ӟ��ԭ����֪��ͨ�^�{���Б���Ȧͨ�^������l�ʣ������m���ĸ�׃���������ȣ���ȿ��{Ҳ�ǸБ���̎����һ���^��ă��ݡ����ǸБ�����g�����m�����^����m���c���s�ęCе�������mȻ����Ĺ���������^��ĉ��s�ȑ�������ƣ�ڔ��������^�ߡ�����ֻ�m���ں��ι�������ˮ�����a��
�D3 ���w��
����Ŀǰ���øБ�����g��Ҫ��������܇���I�е����S݆�S������ı����������@Щ�㲿���mȻ�Y�����Σ��������h�����ӣ����㲿����������һ������ĥ�ԣ�����������ƣ��Ҫ��ͨ�^�Б���������������ĥ�ԺͿ�ƣ������Ҳ��Ŀǰ�M������Ҫ���������ķ������V����������܇�ИI�еIJ����㲿������̎����
2����ոБ��۟��O��
������ոБ��۟��O�������øБ��۟����g��ͨ�^�Cе�Y�������ף���ԭ�팍�F�ڌ��Hʹ���С��O��ͨ������늴ŸБ�ԭ�������Б���Ȧ�����Ϸ���һ�����]��ǻ�w�Ȳ���ͨ�^��ճ��ϵ�y�������еĚ��w������S�������Դʹ���ͨ�^�Б���Ȧ���a���Б�늄ӄݲ������σȲ��γɜu�����l�������_һ���̶ȕr�����ϱ��_ʼ�ۻ������ۻ��^���У�ͨ�^�O���ϵ��������M�������F���ʿ��ƣ��ضȜy������նȜy�����a����ϵ�һϵ�в�������Kͨ�^��巭�D��Һ�B���ٝ�ע��ģ���У��γɳɽ����T�V�����ұ������ոБ��۟��O����Ҫ�Y���������ׂ����֣�
�����������ϽM�ɲ���֮�⣬����۟��t߀��������Դ������ϵ�y����sϵ�y�����O���ۻ������ṩ����ݔ�룬�����P�I��λ�ṩһ������s����ֹϵ�y�^�ጧ�½Y���������������p�ġ������ض���ˇҪ��ĸБ��۟��O�䣬߀�����P�����o�����������������܇���_�P�t�T���x�ĝ�ע�P���^�촰�ȵȣ������s�|�^����O�䣬߀�����К��w���^�Vϵ�y�ȡ��ɴ˿�Ҋ��һ�������ĸБ��۟��O����˱�Ҫ�ĽM��֮�⣬߀���Ը������w�Ĺ�ˇҪ��ͨ�^���������������o�������F��ͬ�Ĺ��ܣ�����ٵ��Ƃ��ṩ�����ėl���͌��F��ʽ��

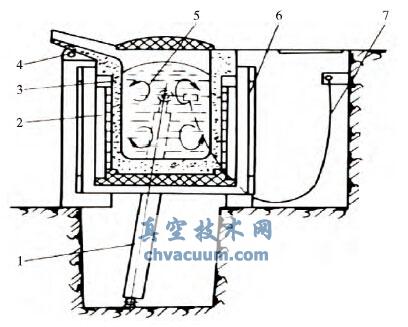
�D4 ��ոБ��t�M�ɲ���
����2.1����ոБ��۟��t
������ոБ��۟��t������l������ͨ�^�Б��ӟ��ۻ����٣��ٌ�Һ�B���ٝ�����ģ���еõ������T�V���۟��O�䡣��ոБ��t�lչ��s�_ʼ��1920 �꣬��Ҫ�Á�ұ����t�Ͻ�ֱ���ڶ�����������M����ռ��g���M����ʹ����ոБ��۟��t�����İlչ�������ڴ����g�����ںϽ���ϵ�������ոБ��۟��t��������ͻ��lչ��������Ďׇ��lչ����ʮ���ij����Б��t�������m�������������a�������O��������С�ĸ�׃���Б��t�ĽY��Ҳ�������ڞ��λ�����ڠt�lչ�����b�ϣ��Tģ�ʂ䣬�۟�����ע�������F�B�m����B�m����ոБ��۟����ڲ�ͣ�t����r��ͨ�^�B�m���I����ʡ���b�ϣ��T�V�ȴ���s�ĕr�g���B�m�����a����Ч�ʵ�ͬ�rҲ�����˺Ͻ�Įa�������õĝM�㌍�H���a����Ҫ���҇����ڵ���ոБ��t�^����������������^С����Ҫ��2 �����£����͵�ұ���t��Ȼ�����ć����M�ڣ��S������ʮ��İlչ���҇�Ҳ�܉������аl���͵���ոБ��۟��t������۟��_��ʮ�ׇ���VIM ��ոБ��۟��t�lչ�^�磬�Y�����Σ�ʹ�÷��㣬�S�o�ɱ��^�ͣ��ѽ��V�������ڌ��H���a�С�
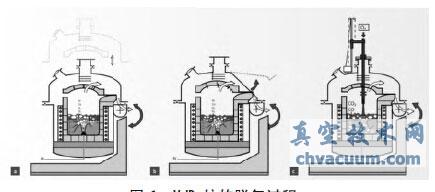
�����D�м�����ոБ��۟��t�Ļ����ΑB����������ͨ�^�������D���D�����뵽�۟�����У���ճ��ϵ�y�������Ȳ�������w���_���m����նȣ��۟��r�D�����Dһ���Ƕȣ����D�۵���һ�Ȍ�����壬ͨ�^�y��ż���²��뵽������Һ�Ќ��F�ضȵĜy�����۟��õĽ����ɷ��D�C���ӣ���ע�����͵�ģ���У����F���ٵ�ұ���������^�̲������η��㣬ÿ���۟���Ҫһ���������˼�����ɣ��۟��^���п��Ԍ��F�ضȵČ��r�O�أ����ϳɷֵ��{������K�õ��Ľ��ٲ��ϸ��ӷ��Ϲ�ˇҪ��
����2.2����ոБ�Ĥ��t
���������ض��IJ��ϣ���ˇ�ϲ�Ҫ�������ǻ����ɝ�ע���H��Ҫ��խh���µı��أ�Ó�⡣��VIM �t�Ļ��A�ϣ�VID Ó��t��ոБ�Ĥ��t��u�lչ������
������ոБ�Ó��t��Ҫ���c�ǽY���o�����t�w�ݷe�^С���^С���ݷe�������ڿ��ٵĵĚ��w������_���^�õ���նȡ��c��ҎÓ��t��ȣ��O���w�e�����^С���ضȓpʧС�����и��õ��`���Ժͽ����ԣ��m��Һ�w����w�ļ��ϡ�VID �t�������طN䓺���ɫ���ٵ��۟���Ó�⣬��Ҫ�ڴ��h�����o��յėl���µ���ģ���С������۟��^���п��Ԍ��F�����ϵ�Ó̼������Ó�䣬Ó����Ó����s�|������������ھ��_�{�����W�ɷ֣��M�㹤ˇҪ��
������һ������l�����o����£�ͨ�^�Б�Ó��t�ļӟᣬ���ٲ�����u�ۻ����Ȳ��ĊA�s�Ě��w�����ڴ��^��������������^���м����m���ķ������w���c���كȲ���̼Ԫ�ؽY�ϣ����ɚ�B��̼�����ų��t�⣬�_��Ó̼������Ŀ�ġ����ڝ�ע�^���У���Ҫͨ��һ���ı��o��գ����C�ѽ�Ó����ɵĽ��ٲ����c����еĚ��w���^�_������K��ɽ��ٲ��ϵ�Ó�⾫����
�D5 ��ոБ��۟��t
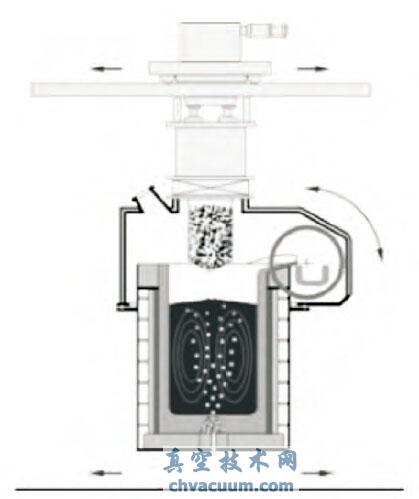
����2.3����ոБ�Ó�❲���t
������ոБ�Ó�❲���t������ǰ�ɷN�۟����g���A�ϰlչ�����ġ�1988 �꣬��ALD ��˾��ǰ����Leybold-Heraeus ��˾�����˵�һ�_VIDP �t��ԓ�t�͵ļ��g������һ���c�Б�Ȧ���һ�w�ģ��o���w�e������۟��ң���ֻ�ȸБ�Ȧ��һ�c���H���иБ�Ȧ����塣��|��ˮ��ܾ��Լ�Һ�����D�C�������b���۟����⡣���c�DZ��o��|��ˮ��ܾ������ˮ�w�R�͜ضȉ�������׃�������ēp�������ڷ����ж���������ĸ��QVIDP�t�����������t�w�����I��һ���t�w��һ�������A�ᣬ��һ���Ƃ����t�r���s�������a���ڣ���������aЧ�ʡ�
�D6 VID �t�����^��
�����t�w������ܷ��S��֧���ڠt�ܺ̓ɂ�Һ�������ϡ���ע�r���ɂ�Һ���ׂ�픠t�w���t�w�����۟���һ�w���@����S�ЃA�D���ڃAб��ע��B�r���۟����c�Б�Ȧ���]�������\�ӡ�������VIDP �t����Ҫ����������VIDP �t���OӋ���۟����c�T�V�Ҹ��x�������ˮҪ���^��������M���T�V�ҡ��T�V�Ҟ鷽б���憢�]��ʽ���Ƀɲ��ֽM�ɣ��̶������c���������R����Ӳ����ص���܉��ˮƽ�Ƅӣ�����T�V�ҵ��_���c�]�ϡ����е��O���У���Ӳ����OӋ��30 �ȣ��������ϳ��_��������܇�bж�Vģ���ճ����B�S�ޡ�ұ���_ʼ�r���t�w���·���Һ���C�������c�t�ӵ��ϲ��Y���t�w�Ӻϣ��Ì��T�C���i�o���t�w�϶�ͨ�^����y�c�������B�ӡ�
��������ֻ���۟����ַ������ǻ������ͨ�^�����ی�����ʹ�àt�ͽY���o�����۟����w�e�^С�����Ը��ø����ٵĿ�����նȡ��c���y�ĸБ��۟��t��ȣ����г�Օr�g�̣�©�ʵ͵����c��ͨ�^���PLC ߉����ϵ�y���_������ĉ������ƣ�ͬ�r������늴Ŕ���ϵ�y����ƽ���Ĕ����۳أ������Ԫ�����۳ȏ��ϵ��¾����ܽ⣬���֜ضȽӽ��㶨���ڝ�ע�X��ͨ�^���õļӟ�ϵ�y�������M�мӟή�ͳ�ʼ��ע������ע�ں��������_�ѡ�ͨ�^�����^�V����ȴ�ʩ�����ˮ�_������߽��ټ��ȵ����á�����VIDP �t���w�e�^С����ՙz©���ޏͶ��������ף��t�ȵ�����r�gҲ�^�̣���������С�͵ı��ڸ��Q�Ĝy��ż���Ɍ��t�Ȝض��M�Мy����
�D7 VIDP �t
����VIDP �t��ȱ�c��Ҫ���ڣ��Б�Ȧ���o�ܰ��b�c�t�w�У������w���D�r��©䓵ı��o�^�һ���l�����������ޏ������y�����ڽY���·f���O��������s����˳ɱ����^���y��VIM �t�Ըߡ�
�D8 ˮ�����Б��۟�
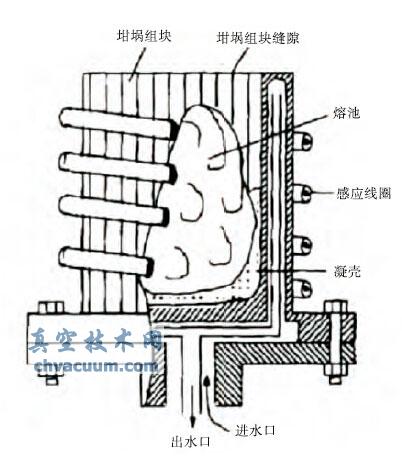
����2.4���Б�ˮ�����
����ˮ�����늴ŸБ���ՑҸ��۟������ǽ�Щ����w�ٰlչ��һ�N�۟���������Ҫ�s���Ƃ�����c�����Ⱥ͘O��Ľ��ٻ�ǽ��ٲ��ϡ�ͨ�^���~����зֳɵȷֵ��~��Y��������ÿһ��M�K�Ȳ���ͨ��ˮ�䣬�˷N�Y��������늴�������ʹ������Һ�����g�D�����γ���Ķ�Ó�x���ڡ����������ڽ�׃늴ň��У�ԓ�b��ʹ�����ۼ������Ȳ����ݷe���g���M���ڠt�ϱ���γɏ���Ĝu����һ����ጷų�������ʹ�t���ۻ�����һ�����γ��傐Ɲ��ʹ���w�Ҹ����a�����ҵĔ��裬����ĺϽ�Ԫ�ؿ��Ժܿ�ľ���Ļ������Һ�Ȳ���ʹ���W�ɷָ��Ӿ��ضȂ������Ӿ��⡣���ڴőҸ������ã����w�c���ȱ�Ó�x���|����������匦���w����Ⱦ��ͬ�r�������˟����Ă�����������ݗ�����ã�ʹ�ý�����Һɢ�ή�ͣ��Ķ��_���^�ߵĜضȡ����ڼ���Ľ��٠t�ϣ�������Ҫ��ĕr�g���O���Ĝض��M���ۻ��ͱ��أ��t�ϲ���Ҫ�A�ȵļӹ���ˮ������۟����ų����يA�s���Ó�⾫���̶��Ͽ����_����������۟�ˮƽ�������l�ēpʧ�t��С��ͬ�r�ܺĸ��ͣ����aЧ����ߡ����ڸБ��ӟ�ķǽ��|�ӟ����c�������w�ě_����С�������Ƃ�����Ȼ�O��Ľ��پ��кܺõ����á������O��Y�����s�����F�őҸ��۟����ڴ��������O����Ȼ�^�����y���F�A�β��]�г��F�^��������ˮ���~����۟��O�䣬Ŀǰ��ˮ�����^�O��ֻ������С�ݷe�Ľ����۟���ԇ��о���
3���Б��۟��O��δ���lչڅ��
�����S����ոБ��ӟἼ�g�İlչ���錍�F��ͬ���ܣ��t�͵�Ҳ�ڲ���׃���С��ĺ��ε��۟���ӟ�Y����u�lչ��F�ڿɌ��F��ͬ���ܵĸ����������a�ď��s�Y����������δ�����ӏ��s�Ĺ�ˇ�^�̣���Ό��F���_���^�̿��ƣ��y������ȡ���P��Ϣ�����M���ܵĽ����˹��ɱ��ǸБ��۟��O��İlչ����
����3.1��ģ�K��
������һ���������O���У����ڲ�ͬ��ʹ��Ҫ������в�ͬ�ĽM����ÿ���ֽM����˾�����_�����Ե�ʹ��Ŀ������ijЩ�_���Ġt�ͣ�����ijЩģ�Kʹ�O��������ƣ�������������Ĝy��ϵ�y�������^�y�t�������S�ضȵ�׃�������ضȌ��F���Ӻ����Ŀ���;����|�V�x�z�y���ϳɷֺ�ˇ���Mչ�A�Σ��{������Ͻ�Ԫ�صĕr�g������ƺϽ�����;�����Ә��x�Ә����Խ�Q�����y�۽��ٵ����ۆ��}�ȵȡ�δ���ĸБ�ұ���O���У�ͨ�^��ͬģ�K�IJ�ͬ�M���Ԍ��F��ͬ�Ĺ��ܣ��M�㲻ͬ�Ĺ�ˇ����ɞ��˰lչ�ı�Ȼڅ�ݣ�Ҳ�Dz�ͬ�I�����Y���c���b�����_�����ƽ��ٵ�ұ����ˇ���õ����ܸ����IJ��ϵ�Ŀ�ģ�ģ�K�����O�䌢���и������Ј���������
����3.2�����ܿ���
�����c���yұ����ȣ���ոБ��O���ڌ��F�^�̿��Ƶķ����ѽ������^�ݡ�����Ӌ��C���g�İlչ���O����ͨ�^�˙C�����ѺõIJ��������ܵ���̖�ɼ��c�����ij����O�������Է�����_������ұ���^�̵�Ŀ�ģ������˹��ɱ����������Ӻ��η��㡣
����δ���İlչ�У��������ܵĿ���ϵ�y�����뵽����O���Ё��������ѽ��ƶ��õĹ�ˇ���˂�ͨ�^���ܿ���ϵ�y�����_�Ŀ���ұ���ضȣ����ض��ĕr�g����Ͻ���ϣ�����۟������أ���עһϵ�Є�������׃�ø������ס����@һ�Ќ�ȫ����Ӌ��C���Ʋ�ӛ������p���˞��ʧ�`��������Ҫ�ēpʧ�������؏����^�ߵ�ұ���^�̣����F���ӷ�������ܵĬF�������ơ�
����3.3����Ϣ��
�����Б��۟��O��������ұ���^���Е��a��������ұ����Ϣ���Б��ӟ��Դ�Č��r����׃�����t�ϣ����ĜضȈ����Б�Ȧ�a����늴ň����������w���������|�ȵȡ�Ŀǰ�O��ֻ���F�˺��εĔ����ɼ����������^�̄t���۟���Ɍ�������ȡ֮���M�С�δ������Ϣ���lչ�������IJɼ�̎���������^�̱،��cұ���^�������F��ͬ����ᘌ�ұ���O���O��Ȳ��۟��IJ����M�������Ĕ����ɼ���ͨ�^Ӌ��C��������̎�������r���@ʾ��ǰ��r�µ��O��Ȳ��ضȈ���늴ň���������̖���f������ͨ�^��ͬ�����Č��r�����������˂����۟��^�̵Č��r�^�y�c�{�����ӏ����˵ĸ��A�Ϳ��ơ����۟��^���У�ͨ�^���r���{�������ƹ�ˇ����ߺϽ����ܡ�
4���Y���Z
�����S�����I���M������ոБ��۟����g���䪚�еă��ݣ�����ʮ��õ��˾�İlչ�����ڹ��I�I���аl�]����Ҫ�����á�Ŀǰ�������҇�����ոБ��۟����g�mȻ�c������ȣ���̎�����ľ��棬����Ȼ��Ҫ���P�ĘI�ˆT�IJ�иŬ��������҇��طNұ���O����Ј����������M��������������һ����ǰ�С�