�͜ؽ^�ቺ�������z©ϵ�y����
����©���ǵ͜ؽ^�ቺ����������Ҫ���gָ��֮һ���ʴ_�y��©��ֵ�ǮaƷ�^���ԡ��ɿ��ԺͰ�ȫ���u������Ҫ�ֶΡ����o�����ϵ�y�OӋ���z©ϵ�y��Ч��С�əz©�ʵķ������z©�x�B��λ�ú�ʾ©���w�ķ����r�g�Ȏׂ����挦�͜ؽ^�����������z©ϵ�y�M����Փ���c������
1������
�����͜ؽ^�ቺ��������ָ�����A����\ݔҺ�䡢Һ����Һ����Һ�塢Һ����Һ����Ȼ��ȵ͜ؽ��|���������aƷ��©��ָ���Ǵ_���aƷ��ȫ�\�е���Ҫ���gָ��֮һ���ʴ_�y��©��ֵ�nj�ԓ�aƷ�^���ԡ��ɿ��ԺͰ�ȫ���u������Ҫ�ֶΡ��v�^���ȴ����a�S�Ҍ��aƷ�z©�ķ��������ڙz�y�������yһ��©�ʶ������ʴ_���z©Ч�ʵ͵Ȇ��}���������a�S�҃H���㲿������·�Ͳ��ֺ��p�M�Йz©����δ���aƷ���Sǰ�Ŀ�©���M�ж����z�y������ˮaƷ���\���^���еİ�ȫ�[����
�������ߏĮaƷ�z©���w�����OӋ���o�����ϵ�y�OӋ����Ч��С�əz©�ʷ������z©�x�B��λ�ú�ʾ©���w�����r�g�Ȏׂ����挦�͜ؽ^�ቺ�������aƷ�ęz©ԭ���c�����M����Փ��������Ҏ���c�yһ�aƷ�ęz©�������ʴ_�y���aƷ��©��ֵ���_���aƷ�\�еİ�ȫ�c�ɿ��ԡ�
2���͜ؽ^�ቺ�������z©����
2.1���z©Ҫ��
�������͜ؽ^�ቺ�������ęz©������Ҫ��
��1��©��ָ��
����������ռ��g�W����Ҏ�����A���õ͜ؽ^�ቺ������Ҫ��aƷ��©�ʑ�С��1×10-7Pa·m3/s���\ݔ�õ͜ؽ^�ቺ�������ĮaƷ©��ָ�ˑ�С��1×10-9Pa·m3/s��ͬ�r��Ҫ��©���ܶ����Ͷ�λ��
��2�������r�g
���������A���á��\ݔ�������ȴ��͵͜ؽ^�ቺ������������z©ϵ�y�����r�g�^�L������e���L���p�z©�ݱ،��z©�r�g�^�L�����˿s�̕r�g�����Ч�ʣ�Ҫ��M���s�̙z©푑��r�g�c����r�g��
��3����Ч��С�əz©��
��������������©��ָ��Ҫ�_���z©�������z�yϵ�y����Ч��С�əz©�ʡ�ͨ��Ҫ����Ч��С�əz©�ʑ���aƷ©��ָ�˵�1/10��
2.2���z©ϵ�y���w����
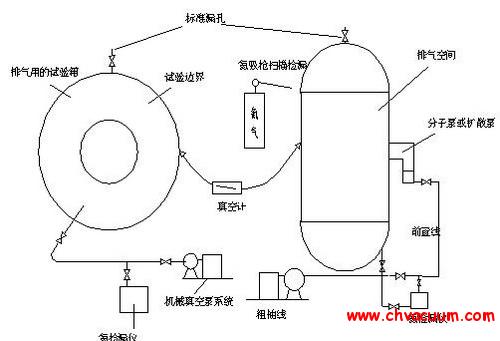
�����͜ؽ^�ቺ�������Ď��ݷeͨ����5m3��100m3֮�g���aƷ��©�����Sֵ��1×10-7��1×10-9Pa·m3/s֮�g����Ҫ���ڵ�©���ܶ����Ͷ�λ���z©�r�g�̡������aƷ��©��ָ�˼��z©Ҫ��ͨ���x����С�əz©�ʵ͡��ܜʴ_��λ�Ͷ����ĺ��|�V�z©���g�����ڮaƷ�ݷe�^��s�̷����r�g����ߙz©Ч�ʣ���Ҫ�����o�����ϵ�y���aƷ�z©ϵ�y��D1 ��ʾ���z©ϵ�y������o��ϵ�y���z©�x���˜�©�ͱ��z�����M�ɡ�
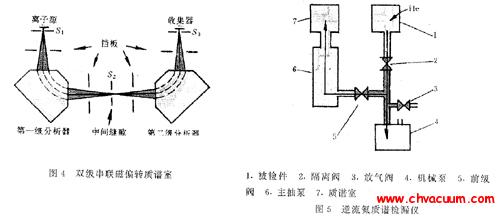
1��6.�˜�©��;2��5��9��10��11.����y�T;3.�͜ؽ^�ቺ������;4.���Ҏ;7.���|�V�z©�x;8.ǰ����;12.�μ��á�
�D1 �͜ؽ^�ቺ�������z©ϵ�y�D
2.3���o�����ϵ�y
2.3.1���M��
�����o�����ϵ�y�����A��������ՊA�ӡ��������w���pСʾ©���w�����r�g������r�g�ȹ��ܡ������͜ؽ^�ቺ�������ĽY�����ߴ硢Ҫ��;߂�ęz©�l�������������o�����ϵ�y��һ����o�����ϵ�y��ǰ���á��μ��á�����y�T�����Ҏ���˜�©�ȽM�ɣ����ڵ͜ؽ^�ቺ������ǰ������Þ����ʽ�Cе�����μ��ÿɲ����Uɢ�����_�ı���
2.3.2�������x��
�����z©�r���������˿���©���⣬���ɱ����߀���в��ϳ��⣬��������o�����ϵ�y�����z����©���c���ϳ���Ŀ�©�Ś����ʾ�Ҫȫ��ͨ�^�z©�xϵ�y�����˱��C�z©�x���������������M�����l������
����ʽ��p��z©�x�Ĺ���������Pa��Sd ��z©�x֧·�ij��٣�L/s��Q0 ��͜ؽ^�ቺ��������ՊA��©�����ʣ�Pa·m3/s��ΣQi��͜ؽ^�ቺ��������ՊA�Ӳ��ϵij������ʣ�Pa·m3/s�����ڵ͜ؽ^�ቺ���������ԣ���©��������ܴܺ���ˣ�Ҫ���o�����ϵ�y�ij���S�飨���՚⣩
2.4���z©ϵ�y��Ч��С�əz©�ʷ���
�����z©ϵ�y����Ч��С�əz©�ʛQ���˙z©ϵ�y���ԙz������С©��ֵ�����OӋ�z©ϵ�y����Ҫ����֮һ������D1 ��ʾ�ęz©ϵ�y�У����O�M��͜ؽ^�ቺ��������ՊA�ӵĺ�������Q0������һ����Q1 ͨ�^�z©�x�ķ����ң�����һ����Q2 ��ǰ���ó�����ԈD��A �c�酢���c���ɵõ�
�����粻���]������֧·��ͨ���������t������֧·�ĺ�������
����ʽ��Q1 ��ͨ�^�z©�x�����ҵĺ�������Pa·m3/s��Q2 ��ǰ���ó��ߵĺ�������Pa·m3/s��S1��ǰ���ó��٣�L/s��Sd �������֧·��A �c�ij��٣�L/s�� Sc ������ҵij��٣�L/s��pc ��z©�x�����ҵĺ�������Pa�������Ϲ�ʽ�������£�
������1����ʽ��3��~ʽ��6����֪��������ǰ���Õr��S1=0��Q2=0��ȫ����������ͨ�^�z©�x�ķ����ң���Q0=Q1���t����ʽ��6����
pc= Q0/Sc
������2����ʽ��7����֪��Sc ԽС��pc ֵԽ�t�z©�r��Ч��С�əz©��Խ�͡���Sc→0������S1=0 �r��ǰ�����P�]���� pc→∝���@�ஔ��ֹͣ�麤�Ժ��։�����u��ߣ����ஔ�L�r�g��ʹ��С©��Ҳ���z����
������3��pc �cS2 �o�P��ʹ�ôμ��ò��ܽ��͙z©ϵ�y����Ч��С�əz©�ʣ�ֻ�ܜp�ٳ�Օr�g�ͷ����r�g��
������4����ʽ��6����ʽ��7�����^��֪��ʹ��ǰ���ÿ�ʹpc �½�Sd /��S2+Sd���������˽��͙z©�r����С�əz©�ʣ������pc���ɜpСS1����ˣ����PСǰ�����y�����x�������С�ıá�