������(bi��o)��(zh��n)©��
�����S���҇����I(y��)�I(y��)�İl(f��)չ��ʯ�͡���Ȼ�⡢�������t(y��)����������ИI(y��)�����߉������ߜصȷ���l(f��)չ���ܷ��(y��n)���Բ��������µļ��g(sh��)Ҫ��Ŀǰ���������`���ęz©����“�|(zh��)�V��”�������z©һ��������������|(zh��)�V�x�����۷e�������@�����z©�Ĝ�(zh��n)�_��Ҫ������©���M(j��n)���u�����������һ���ϸ�IJ��܉�����׃���ض�׃��Ӱ푵�©�dz����P(gu��n)��Ҫ��
һ������©������
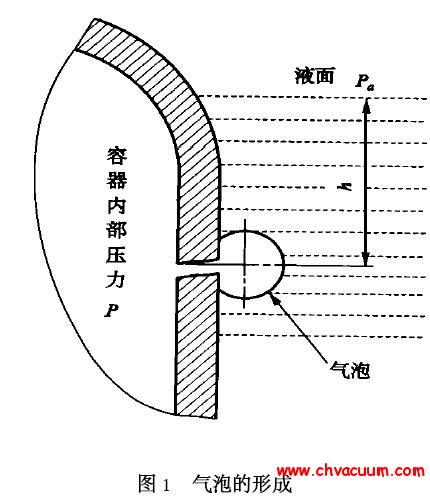
����©�����ڱڃɂ�(c��)��������Ȳ������£�ʹ���w��Һ�w�ı�һ��(c��)������һ��(c��)�Ŀ�����϶��һ�����]�����ϵ������Y(ji��)��(g��u)�����w֮�g���ډ�������Ȳ�r�γɚ��w���ӣ�ͨ�^©�Ě��w����ͨ���Q��й©���ڌ��H��(y��ng)����й©һ��a(ch��n)���ڃɷN��B(t��i)�£��ĸ߉�(���ڴ�≺)©����͏Ĵ��©����ա�
����©�ɞ�ؓ(f��)��©�ף�Ҳ�ɞ�����©�ף���Ҫ�Q����ʹ�×l��������ډ���100(1±5%)KPa�����ډ�������1KPa�ضȞ�25±5��l���£�¶�c����25��Ŀ՚⣬ͨ�^©��������У��(zh��n)�՚�©�ʡ�
��������ډ���(����100KPa—20000KPa)���ډ���100KPa���ض�23±7����r�£�©��ֵ��׃��©�ף�������©�ף����܉������ضȡ����w�N�Ӱ푡�
��������©�׳���ȫ����ͨ��(d��o)�ͣ������c����(y��ng)�죬�o�۷e��©�ʷ�(w��n)������������Ŀǰ��Ҏ(gu��)������©�ɷ��������c�o���~�����ͣ����ȱ�c���S���������ӣ�©��ֵ�S�������pС�����ܻ֏�(f��)��ԭ��ֵ��©��о�l(f��)����׃�����ڲ��ϵ����|(zh��)�����ڸ߉�©��׃�ò��ܡ�
1�����ϵ��x��
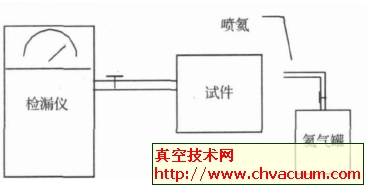
1)���ɷ�—���F�Ͻ�����17-18%��⒣�28-29%��懣��������F���ɷ���ӹ����M(j��n)r���D(zhu��n)׃α�࣬��˱���˻𣬉����^�߽��ٔ��ѣ�ʹ��������ͨ��(d��o)��©������С,��10-4��10-6Pam3/s��
2)���o���~���~����≥99.99%���������ͣ����ڙCе�ӹ����������Ⱥ������ʾ��ã��ߜ����������ڿ՚����a(ch��n)��“�~�G”������������10-4��10-6Pam3/s��©�ס�ͨ��(d��o)�͟o���~©���ܵ��߉���©�ו��l(f��)����׃�������ܻ֏�(f��)��
3)�����ˠ��Ͻ�������~�Ͻ�2/3懺�1/3�~���Ǿ�����~�Ͻ�ĵ��ʹ���������?zh��n)�ߏ��ȡ������ԡ��ɺ��Ժ̓?y��u)�����g�����������܉�����Ӱ푡��ߜؕr���Ȳ��P��и��õď��ȡ�
���ܣ���������δ6��450—500(ܛ��)��600—850(Ӳ��)���ӹ���60%��������25—40%��Ӳ��HB��135(ܛ��)��210(Ӳ��)������ģ��170KN/mm2��
2��©��������
����ͨ��(d��o)������©���������ѽ�(j��ng)����40���꣬����ͬС��������ʹ����©��������ډ��������ډ�����ͬҪ��������ˇ��e�ܴ��������˻�ضȣ����ؕr�g��©����ģ���г��܉����ȡ�
©�ʷ������_(d��)(10-4—10-10Pam3/s)����ډ���(0.11MPa—20MPa)�����ډ���0.1MPa������©��������
��������©��У��(zh��n)
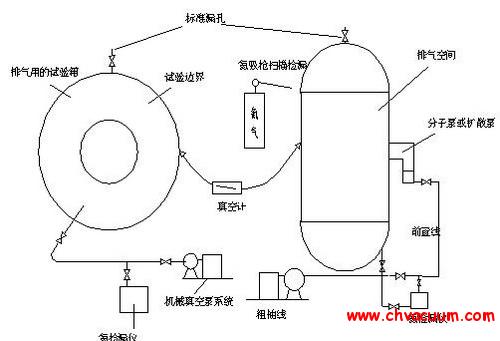
��������©��У��(zh��n)�b��һ����ö��ݷ��ͺ㉺���ɷN����ԭ�����ڴ˻��A(ch��)�����о����۷e���^������(bi��o)��(zh��n)���w�����������^�����������^�����|(zh��)�VӋ���ȸ��N�����������Զ��ݷ��ͺ㉺������A(ch��)��1997���������Ϻ͜yԇ�W(xu��)��“У��(zh��n)���w����©�Ę�(bi��o)��(zh��n)Ҏ(gu��)��<E908-82>”��ԓҎ(gu��)��ë��(x��)��—ˮ��λ�Ʒ���㉺�������w�۷e���鶨�ݷ����W�ޘ�(bi��o)��(zh��n)��ί�T��1995��(CENTC138WFG/6n3rev3)Ҳ�������ë��(x��)��—ˮ��λ�Ʒ�����ʿBalzers��˾��1995�꽨���˻��ں㉺��������©��У��(zh��n)ϵ�y(t��ng)���҇��Dz��ú㉺���y�����y������10-7—10-5Pam3/s���҂������|(zh��)�V���^��У��(zh��n)����(zh��n)�_��(sh��)��(j��)��510��������ίӋ��վ�ṩ��
������(sh��)��(j��)�c�Y(ji��)������
�������ߏ�2005���_ʼ�x�����ˠ��Ͻ������������©�ף��ѽ�(j��ng)3���ĕr�g������Ƭ��ʾ��

ͨ�^��ʮ֧©�לyԇ��ʹ�����\��Ч�����á����������P(gu��n)��(sh��)��(j��)��ӛ䛡�