������y�T©�ʺ������ʵą^�e
����������֪,�κ�һ�N����O������O������O��,�����������wͨ�^���ڡ��ĸ߉����^��͉����^�B��©��ĬF��,�^����©������O���Dz����ڵġ����^��“©”,��횺��O���������S©����ϵ��ֻҪ��©��������O�����S�ķ�����,�t�J���Ǻ����ġ������ġ���ͬ������O�䌦©������Ҫ���Dz�ͬ��,���������S©��Ҳ��һ�ӡ�©�ʺ������������ڙz�y����O���ܷ��Եăɂ���Ҫ������©������Ҏ���l����̎�ڸ߉���(��ߝ��)�µĚ��w�چ�λ�r�g��ͨ�^©������͉�����(��͝�ȶ�) �Ě��w��,�֞�ӑB©�ʺ��o�B©�ʡ���������ͨ�^���������c��ձø��x��y���S�r�g�����Ӷ����ߵĉ���ֵ���_����,��һ���o�B�ĸ��
���������ʳ��˚��wͨ�^���p���ܷ�������ϱ��w���O��Ȳ��B��©����,߀�����O��Ȳ��������������������w�Ľ������������|(���͡�֬) ������������˃ɂ������Dz�ͬ��,©�ʰ�����������,��ֵֻ�������ʵ�һ���֡����H�y���^����,�����������ʁ�z�y,�����������c���y�ݷe�������©�ʡ�
������һ�������@�N�D�������S�ġ����е�,�����^�m�÷���,���l����ֵ���ر��x�ĬF��,���������_��ָ��,���D�����©�ʅs��ò���˼�h��
�����������ҹ�˾����՚�ӓ����y����,ͨ�^Ӌ��Y�����f��©�ʺ������ʵIJ,ָ����ҪӰ�����,���ƶ��V֮��
1���y�T����
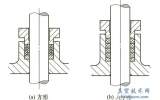
������1 �o����GDQ-J ϵ���y�T�������ĽyӋ�Y����������^���������׃��څ��,ͬ�r�o����׃��څ�݈D(Ҋ�D1) ���������ɿ���,�y�T�ܷ�Ȧ���L�ͺ��p���L�������hС���y�T�ȱ���e���ݷe�����L��

��1 ���y�T������
�D1 ���y�T����׃������
2��©��Ӌ��
��������Փ����©����Ҫ�������ͨ�^�ܷ�Ȧ�ͺ��p����Ղȵ�©����,�]�ањ��wͨ�^�y�w���ϝB���y�w�Ȳ��Ě��wӋ���ڃȡ�
2.1���ܷ�Ȧ��©��Ӌ��
����©��Ӌ����Roth �P�چ����z�ܷ�Ȧ���ܷ��^�̻������̞�ʡ�
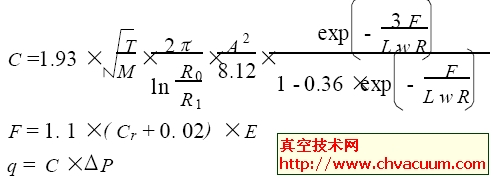
ʽ�С�C ———���w�ĭh���ܷ�������^�Ŀ�����
F ———�ܷ��^�����zȦ���ܵ��ĉ��o��
q ———©��
T ———�Խ^���ؘ˱�ʾ�Ě��w�ض�
M ———���w���ӵķ�����
R0 ———�h���ܷ������⏽
R1 ———�h���ܷ����ăȏ�
A ———�ܷ�����߅���F�ķ�ȸ߶�ֵ
L ———�h�ν���Ŀ��L��
w ———���zȦ������|����
R ———�ܷ�ϵ��,�c�ܷ�������P�ij���
Cr ———���zȦ�ĉ��s��
E ———���z���ϵė���ģ��
ΔP ———�ܷ����ɂȵĉ�����
������ʧһ����,Ӌ��Y���M������ǰ��:����ˑB�h��(����1. 013 ×105 Pa ���ض�293 K���������65 %) ;�ܷ���Ϟ鶡���“O”��Ȧ;�ܷ�Ȧ�ȏ���10��300 mm , ���s��ȡ0. 25 , �ȏ���300 ��1200 mm ,���s��ȡ0. 3 ;�ܷ���ֲڶȞ�Ra1. 6 ;Ӌ��ֵ���ܷ�Ȧ���՚��©�ʡ�