����ϡ�����B���g��Q��܇�X݆�B̼���ڵĆ��}
������ǰ�҇���܇�X݆��Ȼ�������B̼�ضȸߣ���ˇ�����L���X݆׃�δ�ʹ�É����̣��|��Ƿ�ѣ��ܺ��^�ߵȆ��}����ʲô�������Խ�Q�����L�ڴ��ڵ��ϴ��y���}���ǔ[���҇��Ƽ��c���̹�������ǰ�ć����΄ա����^�L�ڵ��о��c���a���`���҂��������ϡ�����B���g���Զ�桢��M�ؽ�Q�����y�}��ʹ�҇��X݆�B̼���g��һ�����_�A���aƷ�|���_�����^���H�˜ʡ�
�����҇����M��WTO�ԁ�����܇�Ј������_�ţ�����һЩ֪����܇�����̼������Ї��O�S�����M�˴������M����]���c���M��ˇ���g���AӋ����ȫ������܇���a��ͻ��400�f�v���P�����҇���܇�ИI������_���c�lչ�C����������Խ��Խ����j�S����܇�Ј�ȫ��څ�ݵİlչ���Ї��،��ɞ�ȫ����܇����������c��������Ҫ���Q�Ј���Ҫ��ץס�@���̙C�����谴���H�˜��M�����a����܇�X݆���係������܇�O����Ҫ���㲿�������ܿ˷��������چ��}(ҊժҪ)��ʹ֮�ɞ����ƮaƷ����׃�����c���ɞ�����֪��Ʒ����܇��ֱ�ӹ�؛�̣����c�����Ј��������A���Ј����~�������҇���܇����I�����ش�ؕ�I��

����ϡ�����B���g�ǹ����I���I��W20���o80��������ش�ĿƼ��l�����W�߂����Ȱl�F�܌�ԭ�Ӱ돽���F��40%��ϡ��ԭ�ӝB�˵���䓵ı�����ͬ�r�l�Fϡ�����B̼��̼�����B���B���Ȼ��W��̎���^����ʮ�����@�ĴߝB���ã�������ߝB��20%��30%����Փ�о�ָ��������ϡ��(��ʮ��ppm)�B�˵�䓵ı�Ӻ�߀�����Ͻ����ã�������Ч�سɞ�ڶ�����̼���̼�������������������ĺ��ģ��M������������С��ɢ�w����̼�����c̼������@Щ�߶ȏ�ɢ���w���،��ɞ�W���w���R���w��׃�L����ϵK���ʹ�R���w�D׃�鳬�������@�N�����R���w���кܸߵď����c�g�ԣ�������w���Ϸֲ���С��ɢ�w����̼����@����ϡ�����B��@�õ�����^�M�����@�N��ѽM�����и��ߵĽ��|ƣ���c����ƣ�ڏ����Լ����ߵ�Ӳ���c��ĥ�ԺͿ�ճ��ĥ�p���ԡ���������Ҋ�����X݆�B̼�����_����ϡ��̼���B���g���H����ߝB��20%��30%��߀�ܫ@�����������y�Եõ����������M�����ɴˎ���ʹ�����ܵĴ��������
�������ڝB���м���ϡ��������ߝB�ٽ����ܺģ��p��׃�Σ��������@���ƽM����������ܣ���������X݆�B̼������ϡ�ό�ʹ�҇����W��̎����ˇ�����һ����ˮƽ���aƷ�|����һ�����_�A���Ķ���������c���H��܉��Ŀ�ˣ����c���H������
һ����ǰ��܇�X݆�B̼���ڵĆ��}�c���
����1.�ձ���ڵĆ��}
����(1)�B̼�ٶ��������aЧ�ʵͣ��ܺľӸ߲��¡�
����(2)�B̼�ضȸߣ�̼��Cp�ߣ����½���M���̼����R���w������W���w�ȼ��eƫ�ߣ��Ҽ��e���Ӵ����Բ
����(3)�X݆����̎����ߴ��׃���ȵȼ�����½����b�以�Q��׃�����Ƿƽ��������
����(4)���ܲ� �ٱ�����ں�ɫ�M���c���R���w�M���������Ӛ���W���w�^�ࡣ������Ӳ��ƫ�ͣ�Ӳ�ȷֲ���������ӵ��^�F���ձ飬������ĥ�Դ���½������X݆���|ƣ�����c��ĥ�Բ��ߣ������X����F���c���䣬�������ƣ��ʧЧ�p�ģ��@�c���d��܇�c������܇�v�б��F�Ȟ�ͻ����
����2.�c���H��܉���׳��ڴ��ڲ��
����ǰ�������҇����a��܇�a�����S�������������܇���a�����Ϟ����̉Ŕ࣬�҇���܇���I�ij�·�����ṩ�������|����������X݆��������܇����ϵ�y����܇���f�O����Ҫ�����X݆�����M�ɵ���܇�l�әC׃���係���cǰ��ͺ�������c������܇�������ṩ���ף������҇���܇�ИIһ���ش�C������ˣ��X݆�ИI�������X݆��̎���ИI���J���΄ݣ����_������ˮƽ���������е�Ŭ����
���������f�����_���������ױ���ڼӹ������Ќ����h���ӏ���ˇ���ƣ���t��Ȼ�a����ࡣ
����(1)��̎��ǰ�ęC�ӹ��|������������ֲڶ��c�ߴ繫�����̎��ǰ������^�|���c�b�侫�ȡ�
����(2)�c���ܼ��ߴ�׃�����P�IJ����c�ӹ���ˇ��������䓲ijɷֿ����c�����ȡ����Ԏ����ơ�����M�����ơ�������A�ȟ�̎���Ȝ����M���ľ����ԣ���ӹ����������ȡ�
����(3)�B̼���ػ��^���X݆�Ļ�׃�����c���ȵȼ����ƣ��b�以�Q�ԡ�����ƽ�����c����
����(4)���b�O�䷽�棬����Ó̼�����������������������s�����c��s������(���������Ͽ�[��)�ȡ�
����(5)����M���������Ӳ���cӲ���ݶȷֲ���̼����R���w�c����W���w���e���ơ�
����(6)���ܳ�z�����X݆����ƣ���c���|ƣ��ԇ��׃�����c����_�܉���ԇ�ȡ�
��������ͨ�����X݆�aƷ�M�����z
����(1)�X݆���^�z�飺����Ʒɫ�ɡ��ڹ���ߴ�z�顣�۱���ֲڶȡ�
����(2)�b�以�Q�ԙz�飺���ɂ�������cƽ�����ܲ飬���ɂ������z�顣
����(3)��̎���|���z�飺�ٱ���Ӳ��62��64HRC���ڌ���z�鰴550HV�u�����۽���M����һ��̼����R���w������W���w<3��;����r≤2����
����(4)���ӹ��aƷ��λ�|�����C�wϵ���飺��Ӳ���O�䣺�ض��Կ����܃x���cУ���wϵ;��̽�^�������܃x�������wϵ;�����|���z�y�wϵ����ܛ�����|���������N�ļ��c��ʩ;��ˇ�������N�ļ��Rȫ��
����ֻ��Ӳ���cܛ���_��Ҫ���ſ����M�ЮaƷ�ӹ���Ŀ�����ڱ��C�aƷ�|���ķ����ԡ��ɿ����c�؏��Լ���һ�ԡ�
�����C���������҇��S����I���^��10����IJ�����죬���ஔ������I�����ӹ��Ĺ��b�O���ѻ����Ϸ��χ��H���aˮƽ��Ҫ���P�I���}������I�I�����c���I�����ߵ����һ���ܶ���������I���I�����������`���خa���p�|�������a��ì�ܕr�����|����a��·������ֻ��ҕ��ǰ���棬�pҕ�L�h���档����ȱ���Ј��������R��ȱ���������R��ȱ���������R��ȱ����I���a���I�Ă����c���Եİlչ���ԣ��]�Ђ����c���Ե���Iֻ���S���Ј�������䡣�����Ό��F˼���D܉�����I���������D܉���ӿ���I�m���Ј��e����܇�Ј���ȫ�ĸ����c�C������ȫ��“�Ї���”�Ĵ����£�ռ�Iһϯ֮�أ����P���T�����J�����˼����
����3.��ǰ���c������ʩ——����ϡ��̼���B���g
�����ļ��g�Ƕȶ��ԣ����|�X݆�����a��һ��ϵ�y���̣����a���̸����a�h�������ڸ�ʽ���ӵ�ì���c���}�����`�C�����X݆�|���Ľ��c���б��F�ڟ�̎����
��������֮��—�ɝB̼�����X݆�ľ����ɟ�̎��ǰ��4��5�����ȣ�̎ƺ������7��8�����ߴ��c�Π��׃���������X݆�b��Ļ��Q��׃����I��׃�Ό����X݆���ľ�ƫ�ƣ������^�̮a����Ӻ��������ɱ�������������܇׃�����b���϶��_�����˜�;���X݆�ă����|�����ǛQ�����X݆��̎���|���������ИIҎ��������Ӳ��58��62HRC����������ں�ɫ�M���c���R���w�M�����ݱ�Ӱ��X��ij��d��������ĥ�Լ����|ƣ�ډ������������ƣ��ĥ�p��ʧЧ���X����׃������X������ƫ�dҲ���������ʧЧ�p�ġ��e���͵��d��܇���K�˂��������F�X���Ӹ������D�����·��粻ƽ�r�����ܾ�_��������Ħ�����O�a���_��ƣ��ĥ�p�cճ��ĥ�p���@Щ���}���¼��б�¶�ڟ�̎���|���ϣ������һֱ�ǟ�̎�����ϴ��y���}���ɞ��҇���܇���a�|���Ĕr·���cƿ�i��
�����Л]���k����Q?��——����ϡ��̼���B���g�����յ�����ҊӰ�Č�Ч��
����ϡ�����W��̎�����B���g��20���o80������ڹ������ڲ��ϿƌW�I���е�һ��ش�Ƽ��l�����״ΰl�F��ϡ���B̼�^���еĴߝB�����c�Ͻ����ã��Ⱥ���Ո���P�l������8헣����@���첿�Ƽ��ɹ�һ�Ȫ�һ�“ϡ����̼�����B�^�̵Ļ�ߝB��������܇�����C�X݆�ϵđ���”(1986��);���Ұl�����Ȫ�“ϡ������B��̎���¼��g”(1990��)��
������헼��g�������ª��ص����ԣ�
����(1)�ڝB̼�^������ߝB��15%��30%�����ޞ���ȣ����ް�����ˇ��������;��������ܛ�������30%��50%��
����(2)�ɽ��͝B̼�ض�40��60�棬����820��900��ض����M�п��ٝB̼����ȫȡ��̼�����B������ɫ�M�������R���w�M����ʹ����׃�εĻ�׃����½���
����(3)���ƽM����������ܡ�ϡ�����c̼һ��B�뵽䓵ı�������Ͻ�������ϡ��������̼�����κ˺��ģ�ʹ��ɞ鼚С��ɢ�w����������������Ĵ�����K�R���w��׃�L���R���w����W���w�ɳ�����B������ϡ���B̼���^�����^�ĵ��ͽM���飺�ڳ����[���R���w�c����W���w�Ļ��w�Ϸֲ�����ͬ��С�ߴ�ļ�С��ɢ�w����̼����@�N�����R���w�c����W���w���иߏ��ȡ����g�Լ��ߵĔ����g�ȣ��ߵ���ĥ���c�ӑB����ƣ���c���|ƣ�ډ�����
����(4)������aЧ�ʼ��ڄ����a�ʣ����@�����ܺģ��Ķ��������a�ɱ���
�������N�ߝB���ĺ��α��^���¼��g����ǰ��
�����҇��滯�W��̎�����g�Ј����Ⱥ���F�^����һЩ�ߝB���g���¼��g���ɺ��η�����£�
����1.���W�ߝB�
����(1)���Ȼ�̼�����x������Ԛ��w��C�����������x���ښ��෴���Ќ��������淴��������������¶�����r���棬��������棬���M���淴�����������BC���BN�����@�ĴߝB���ã����ÙC��ֻ�ޠt���c��������������������������a�����W�����⣬���t���͟�䓘��������@���g���á�
����(2)BH�ߝB���g�������B̼���ѻ���������ʹú��Ҳ����860��880��͜��ѽ⣬�C���4�r̼�x�ӴߝB;��ʹ4�r̼ԭ�ӝB��Ҳ�����a���Ͻ����á�
����(3)ϡ�����B���g�����ߝB�������Ч���⣬��������c�^�e��ϡ���ܝB��䓵ı���Ӄ����Ͻ����ã������M���c������ܣ��@�DZ����g�c�����ߝB���g�ı��|��e��
����(4)��Ԫ���B��C��N��B��S��O��RE���M�ܸ���Ԫ��������ò�ͬ������ϡ��RE��ڶ�������������ģ������ڶ���ʹ֮��С��ɢ�ֲ������F���L����������ò����ܱ�ȡ���������߹�ˇ�ضȣ��Mһ����ߝB�ټ����ָ����ܵ���������ʮ�����@��
����2.�����ߝB���M���g
�����T���x�ӵ������x��ܛ�������x�ӝB̼��늈��B̼����՝B̼�ȣ�ֻ��̎��������ʲ�rʹ�á�����܇�X݆���f��Ҫ�������ɱ��͡��|�����������ⷽ���y�ԝM�㡣��Ŀǰ��Ȼ���ó�Ҏ�O�䣬�羮ʽ�B̼�t���ܷ���ʽ�B̼�t���B�mʽ���w�B̼�t��ֻ���^�M���˱�Ҫ���g���죬�e�����������M��Ӌ��C����ϵ�y.�V�����Ç��H��ͨ�õ���̽�^��̼�ݿ������܃x��������λ�C——���I����Ӌ��C�����������m���B̼ܛ�����@Щ�b����������������죬�����c����aƷ������ͬ���r��t�ͺܶࡣ
����3.�c���H��܉���X݆�aƷ�������ļ��g��ʩ
����(1)Ӳ���O��l�� �҇���̎�팣�I��ˮƽ߀�ܵͣ���I��ɢ����̎���D܉�A�Σ��������I��̎���O��������|�������O�䣬�еIJ��߂��ֻ��һ���֣�Ҫ�ص�׃�@�N�F��ֻ���ߌ��I����·��Ŀǰֻ���挦�@�N�F���ӏ��O�䡢��ˇ���|���������������Ч����
����(2)��ˇܛ�����|������ �����҇�������ϡ��̼���B���g���ʷְl�]�䪚�ص����ã��ӏ���ˇ��������ʹ��܇�X݆�ĝB̼��ˇˮƽ�_����ˮƽ���aƷ�|����һ�����_�A�����a�l���õ���I�_������ˮƽ��ȫ���ܡ����`�C����������I����ǰ���ѳɹ���������܇��I�ṩ�������X݆�aƷ����܇��������ɡ�
����ϡ�����B���g�����_����
����1.ϡ���B�����x��
���������m����ǰ�Ј��������M���M��ˇ���g�đ��ã����]ϡ�����B���g���҂�Ŀǰ�cԭ�����Iϡ�����ϏS�Ĺ��̼��g�ˆT��ͬ�M���˹����I���hϡ�����ü��g�_�l��˾���I�����Ƴɹ����Ƴ��ЙCϡ�����B�ߝB��ϵ�ЮaƷ��������Ч�������⣬߀�˷��˹ܿڶ������}���ھ�ʽ�B̼�t���B�mʹ��50��t�]�аl��һ�ζ����F�o�Ñ�ʹ�Î������㣬�M�����Ј�����
����2.ϡ���ߝBЧ���u�r
����(1)�u�r���� �ߝB���x��Ҫָ�B���ٶȼ���늃ɂ����档
����(2)�u�r�������B�ٶ��������N���ȷ���������ϡ���c���ӃɷN��ˇ��ȣ��ٲ�ͬ�r�gȡ�Ӝy��������ɗl�B̼�����W�����M�Ќ��ȡ��ڳ�ȥ�o���r�g֮�B̼�r�g�ĝB̼�ٶ�v�鿂���δ���Լ��B̼�r�gh����v=δ/h(mm/h)���ۼ�ϡ���c����ϡ���ɷN��ˇ�S�t���ԇ��ֱ�ӌ��ȡ��܌������Ԡtһ����������r�g������M�Ќ��ȡ����B�m�t�����������cԇ�K�B������M�Ќ��ȡ�
����3.ϡ���B̼��ˇ��������
������ʹϡ���B��������Ͻ����ü��ܳɞ�ڶ���̼�����κ˺����M������������С��ɢ�w����̼�����K�R���w�D׃�r��׃�L����ɞ鳬���R���w����ˣ��B̼��ˇ��횲��øߵĠt��̼�ݡ�ֻ���ṩ�����̼ԭ�Ӽ��^͝�ȵ�̼ԭ�ӣ�ϡ�������_���κ˗l����ͬ�rҲ������ӻ��w�е�ȱ���ܶȣ����M̼ԭ���ڹ����еĔUɢ�ٶȣ����ܫ@�õ��͵Ľ���M����ͨ��920��930��l��� t��̼�ݱ�횲���Cp=1.2��1.3������1,4���������ڸߜ����^������̼������^��̼��Cp=1.0��1.1��Ч���������@��
����4.ϡ���B̼���^�M���u�r
��������ϡ���B̼��ˇҪ��������ԣ���횲����^�ߵ�Cp�M�НB̼����˝B̼������^�����^������ڳ�Ҏ×500�����@�R�¿�Ҋ�ļ�С��ɢ�w����̼������[�θ���С����Ҋ�ď�ɢ̼������ߵĻ��w���dz����[���R���w�c����W���w���@����ϡ���B̼�ĵ�����ѽ���M�M�����D1��20CrMnTiH䓽�900��×7hϡ���B̼��ĵ�����ѽ���M���D;�D2������ͬ�l���µĽ���M����ֻ��Cp�^�ͣ�̼�����w���ܼ�С����;�D3�t��20CrMnTiH䓟o̼����Ľ���M����
�������ϡ���B̼��ˇ����������Ҳ���ܳ��Fԭ�Cе���C�l����܇�X݆�B̼�����z�˜�Ҏ�������P̼����R���w������W���w���N���e�ĽM����
�ġ�ϡ���B̼��ˇ���x��
������Ŀǰ���a�ϝB̼�X݆��ģ���c�B̼����ȿɌ��䰴���������M�з��������ϡ���B̼���c����ߝB��15%��30%�����͝B̼�ض�40��60�棬����15%��40%���p��׃��40%��60%�����@���ƽ���M���������߹���ʹ�����ܵȣ��c�X݆��ģ���������l����Y�ϣ��M�нyһ���ϣ��քe���ò�ͬ��ˇ�����M��ϡ���B̼������K�C�ϼ��g����ָ�˼���ᘌ��Եؽ�Q���a���}��������˜ʣ������x��ϡ���B̼��ˇ���������ԫ@ȡ����g����Ч����

���������е����]���Y�Ϯ�ǰ��܇�X݆���a���L�ڴ��ڵ��y�}�����c���]����Q��܇׃�����X݆���d����܇��������P�X݆���ӵ����Pϡ���B̼�����P���}��
����1.��܇׃�����X݆���Ӹ�ϡ���ɿ؝B̼ԇ�
����(1)ԇ�Ŀ�Ğ��_���c���Y��������Y��܇������I������܇׃�������������X݆�ļ��g�˜ʶ��M��ԇԇ�D�ҵ���Q���g�y�}�ķ����c;����
����(2)ԇ��O�� 105kW�ľ�ʽ����ʽ�B̼�t����̽�^��̼�ݿ������܃x���������ù��IӋ��C�B̼ܛ���M���ԄӼ����Ԅӿ���(̼��ϵ�y���鱱���R��ͨ�¿Ƽ���˾�ṩ)���M����50��t�ε�ԇϡ���ߝB���ɹ����I���hϡ�����ü��g�_�l��˾�ṩ��
����(3)ԇ���ϼ��X݆�ā�Դ 20CrMnTiH��20CrMoH�ɷN䓡�ԇ��X݆��Ҫ����f���������I������S�ṩ������ԇ��X݆���B̼�����Ҫ�����1.1��1.5mm����Ҫ�����X݆׃�Ρ��ߝBЧ�����M�����ơ�
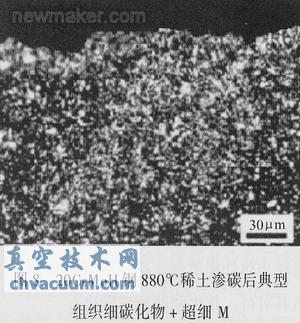
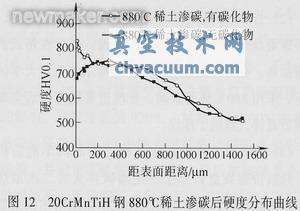
����(4)ϡ���B̼ԇ�Ĺ�ˇ�OӋ�c�������״��ڵ���Ҫ���}�飺�ٝB̼����ߴ羫�ȴ���½��������҂��^ȥ�ڰ�ɽ�t�������C�S�����u�ڶ��X݆�S�Č��`������880��B̼�p��׃�ε�Ч���@�����������������Y��˹���X݆����˾����890��B̼Ҳ�Ǟ��˜p�ٻ�׃���ڌ��ڽ���M�����ƣ���Iһ��˜ʞ�̼����R���w�͚���W���wҪС���������ȿؘ˜ʞ�С�ڵ��ڶ����������z����������Y���҂��Լ��Ľ���ԇ���ù����I���I��W�L���ƏV���õ�880��ϡ���ɿ؝B̼�����ȱ��C�X݆׃�αM�����٣�ͬ�r����Ӌ��C����̼��ϡ���B̼���ȱ��C���^�ߵĝB����Ҫ���C������M�������ڶ���֮�ȡ�
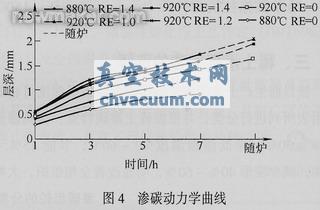
����(5)ԇ�Y���ͷ�������ϡ���ߝB�������@�ߝB���á���ԇ������880���920���ϡ���c����ϡ���M�Ќ���ԇ����ϡ��880��B̼��Ȼ�س��t��𣬲�ͬ�r�gȡ�Ӝy���B����ȼ�����Ӳ��;Ȼ���늽�����850����t���920��ϡ���B̼���^�̼������c880����ȫ��ͬ������ͬ�r�gȡ�ӷ�����ͬ�����ÝB����״���ú�͡��Ѳ�ͬ����ϡ±���뵽ú���У��ڝB̼�^������Ӌ��C����������ˇ�^�̣�������y��ԇ�Y���L�ƳɈD4�ĝB̼�����W�������ɈD4��֪��880���ϡ���c����ϡ���B�ٲ�e�^��5h�B�Ӳ���ϡ���Ğ�O.80mm���S�t�Ӟ�O.95mm����ϡ����5h��1.0mm���S�t���_1.2mm���B�����25%���ҡ����c920�治��ϡ������ȣ��ɈD4�����W������֪���B������ƺ��^��������105kW��ʽ�t���ԣ���880��������920��s��20��30min���@�c�b�t�����P������920�潵��830��������1h������_�����ƵĝB̼����ȃ��ߵĹ�ˇ���ڣ���1.10��1.50mm����ƫ���ޕr880�����ù�ˇ���ڕr�g�������̣�ƫ���ޕr��������ͬ����늿��_20%��25%����׃�΄t����½�������920���ϡ���c����ϡ������^���ԣ�����ϡ��7h�����1.4mm����ϡ�����_1.7mm�����������ߝB�ټs21%��
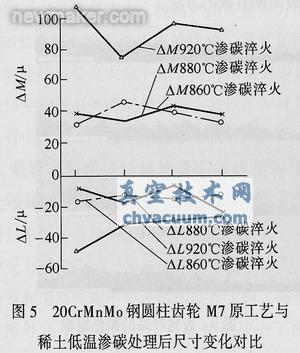
���������X݆׃�Ά��}���^ȥ�҂��ڰ�ɽ�����C�S������120�R�������C׃����M7�A���X݆��׃���M���^�о����B̼�ضȷքe����ԭ��ˇ920�棬ϡ���B̼�ض�880�漰860�棬ÿ�M5���X݆���B̼�Ⱥ�ͬ��λ�M���˜y����Ȼ��ȡƽ��ֵ�����X݆�ߴ�׃��������r����Ҫ�y�����I��׃���c������׃�Σ��B̼���ǰ��ͬ��λ�ߴ粨��׃����D5��ʾ�����еăȿ��L��ֵ��+��M��μ����ʾ;�����������sС��ֵ��-��L����ʾ���ɈD5�п�Ҋ�ߴ�׃���Ľ^��ֵ�O��M�O�c�O��L�O������880�漰860��ɽM�ߴ�׃��������ͬ���cԭ��ˇ920����ȣ����p���˼s50%��Ч��ʮ�����@������ԇ�Ҳ���ù����I������S�ṩ�ėl�����S�X��׃���M���˜y�����S���s��60mm���L�s360mm��һ�ˎ����I��һ�ˎ��F�X��ԭ��ˇ920��B̼��׃���^�������������ҪУֱ��׃����Ҫ�y����Ҫ���b�S��̎��(���F�X�s10��mm̎)�S�ď������Ӽ�����׃�Σ�ǧ�ֱ������ӳ��^0.15mm�r����Уֱ����Ҫ����B̼�ضȌ�׃�ε�Ӱ푣���Ҏ�B̼��920�棬���սM��900��B̼���B̼��ÿ�M�����x��40���S�X�����̎�폝��׃���M���˙z�y����ӛ��������Ӕ�����������Ӵ�С���в�������D6��ʾ�D���M�б��^����������0.15mm����׃�Θ˜ʣ��tԭ��ˇ40���кϸ�18�����sռ47%�������սM900��B̼���ϸ�ăH2�����sռ5%����Ҋ�ضȌ�׃�ε�Ӱ푺ܴ�Ҳ�����f���͝B̼�ض��ǜp��׃���������Ĵ�ʩ��

����2.������
��������880��900���ϡ�����͝B̼�ضȜp���X݆��׃�đ��Ì������£�
����(1)��ɽ�t�������C��100��200�R�������C׃�����X݆��B̼���׃�δ�ȱ�����Q�ԣ��b��O�����y���ɞ���I�y�}�����ù����I���I��W��880��ϡ���͜؝B̼��ص�Q���@һ�y�}�����z�y���pС׃���_50%���ҡ�
����(2)����һ���p��܇�S�������aС�����܇�r�����������P���ھ�ʽ�t��920��B̼��Ȼ������ʽ�t�����¼ӟᣬ�ڴ�������ω��㣬�ڹ����I���I��W�����]�£�����860��ϡ���B̼���ڸ��M�b�ϵ��ߺF�˝B̼��ֱ�㣬ȡ���ˉ��㡣
����(3)���u�ڶ��X݆�S���a�а�������܇ǰ��ɣ����������P�X���������B̼������μӟቺ�㣬���M��ߺ����ö����ܷ���ʽ�t���ù����I���I��W�ṩ��880��ϡ���B̼���g�����F�����a��ֱ�㣬ȡ���ˉ��㡣
����(4)һ��׃����֏S���B�mʽ�B̼�t��̎��ͬ�������X���ף�920��B̼����׃�δ������D��ʽ�t�����¼ӟ��ȡ�����㣬�ڹ����I���I��W�����²���900��ϡ���B̼�����F�˝B̼��ֱ�㣬ȡ���ˉ��㡣
���������ό��`�C������Q�B̼�X݆�Ļ�׃׃�Σ�����Ҫ���õ��ǝB̼�ضȣ��@����Ҫì�ܵ���Ҫ���档���؝B̼���Ƿ����_�����ڮaƷ�ijߴ羫�Ș˜ʣ�߀�漰ì�ܵĴ�Ҫ���ء����̼��g���ձ��Jͬ�����}��횇�����ƣ�
����һ��䓲ĵ�ұ���|�������Ԏ���������;����M�����e����;�A�s���e���ơ�
��������������A�ȟ�̎�����ٴִ����Įa�����z����������M���IJ���������ֲ��a������ؐ���w�ȣ����ڽM���IJ������ԣ�����ɽM���D׃���Ⱥ�ͬ�����F�ֲ��^�������Ќ���׃�Σ��ʵ���˾����Ҏ�����ë����횇�����еȜ�����ˇ��
�������ǙC�ӹ��ļӹ������Įa����������
�������Ǵ��Һ��s���Լ���s�ľ����Եȡ�
�����ɴ˿�Ҋ��Q�X݆׃����һ��ϵ�y���̣�����Ҫì�����ڲ����c��̎���|�����@�Dz��ɷ��J���������挦�F���J�挦�����ҳ����}���Խ�Q��
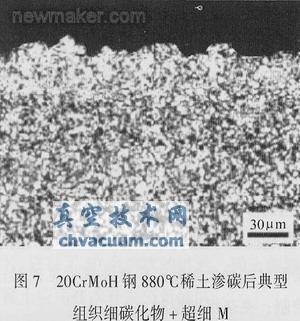
�������ڽ���M�����ƣ�����ԇ����]�ĝB̼�ضȞ�880�棬�c��Ҏ��ˇ920��930_����ȣ�����M�����������ơ����ضȵ͊W���w���������L��ʹ�^�����^��������ϡ������ĵ�̼������L���ٶȺ�С��Ҳ���׳ɞ���e������̼�����ǰ����������ְl�]ϡ�������ã���횲������ߵ�̼�ݣ�ʹ֮�ɞ�̼����ĺ��ģ��M������������С��ɢ��̼�����ʹ�R���w�D׃�鳬���R���w������W���w���Ķ��@�ø�Ӳ���c��ĥ�ԡ��ߵě_���c�����g�ȼ��ߵď���ƣ���c���|ƣ�ڏ��ȡ����͵Ľ���M��Ҋ�D1���D2���D7�͈D8����̼�ݿ��Ʋ���Ҳ���ܛ]��̼������F������F̼����R���w������W���w����3��4���M��������̼�����܃x�������IӋ��C���Ƶ��O�䣬���h���ö�μ����_�A̼�ݿ��ƣ������յ����õĽY����
��������Ҫ��Q��ɫ�M���c����Ӳ�ȵ��µĆ��}��������֪��̼�����B��һ�N���кܶ����c�Ĺ�ˇ������Ї��صĺ�ɫ�M�����]�б��V��ʹ�á��䌍�B̼Ҳ���ں�ɫ�M���Ć��}�����ں�ɫ�M�������з��R���w�M�����Ķ�ʹ����Ӳ�ȴ���½���ʹ�B̼��Ӳ�ȷֲ������ձ���ڵ��^�F�����X݆����ĥ�p���@���Ǵ��ڶ�����y�}��
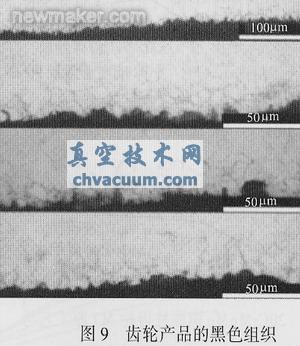
�����D9���c�������ĝB̼�X݆�ĺ�ɫ�M�������ɫ�M���e�_�����Q�k�����ɈD9��Ҋ��ɫ�M���ஔ���أ���ԇ�K���潛�����O�p���g����������Ҋ����д�����ɫ�W�j���ڡ��@�N�W�j�����ھW����Ҫ�ɺϽ�Ԫ��Cr���������������w׃����R���w������Ӳ�ȴ�����½�����ھW��ȼs��30��40μm��
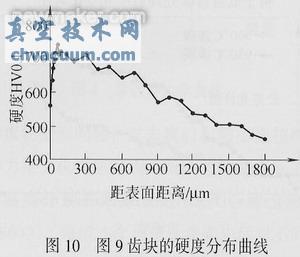
������Ӳ�ȷֲ�������D10��ʾ������Ӳ�ȃH550HV������Ӱ��X݆�aƷ��Ʒ�|���о��J���ɫ�M���ęC����һ�N�������F��;��ԭ���ؾ���Uɢ���������܇���Crԭ�����������ھ��磬���ڻ��wؚCr������r�D׃����R���w���Ķ��ɞ��ɫ�W�j�������@һ�γəC����ϡ���B̼�r����ϡ�������ڹ������渻��������䓵ľ���Uɢ�������c�����H�����h��Crԭ�Ӹߵö࣬���������c���Y�ϣ���K��ԭ���^�m��ȔUɢ���Ķ������ڜp�p��ɫ�M����
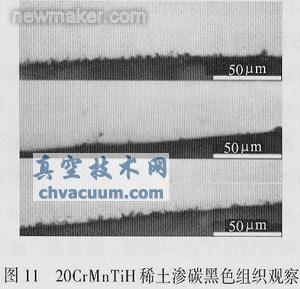
��������҂���ϡ���B̼ԇ���M���˶�Ιz���ھ�����Ҳ���ȳ�������̼����p���g�r�O�׳��F�����صĺھW�����ֻ�����x�]��̼����������ԇ�ӣ��ØO�p�ĸ��g�M�Йz�Y����D11��ʾ����ɫ�M�������p���ھWֻ���ڂ��e�ط��[�s��Ҋ��Ӳ�ȷֲ�����Ҋ�D12����������½��ӽ�59��60HRC������̼����������ԇ�ӱ���Ӳ�Ȅt���_820HV���s63��64HRC(Ҋ�D12)���ɴ˿�Ҋ���B̼�м�������ϡ�����ǽ�Q��Ҏ�B̼��ɫ�M���������Ч�ķ�����
���������a�F�����H��r��헼��g�Ľ���ָ���M�Ќ��ȿ��Y���£�����܇׃�����X݆ģ��M5��M8���҂����]����880��ϡ���B̼���oՓ�ǝB̼�ٶȻ����a���ڡ��ܺġ��X݆����׃����ɫ�M��������Ӳ�Ⱥ͝B�ӽ���M���c���ƣ��Լ����ͳɱ�����߮aƷ�|���ȷ�����^ԭ��ˇ920��B̼�����o�ɱȔM�ă��ݣ������ǜp���X݆��׃�c��ֹ��ȴ���½���������ø����@���������a����׃�����c���������棬�ҵ���һ�N���㡢��Ч�;����Ї���ɫ�����M��ˇ������
����3.�d��܇���K�������P�X�c�F�X݆���ӵČ���ϡ���B̼��ˇ
����(1)�������X݆�Ĺ����l�����Ɖ���ʽ �@����܇�X݆����������s�������l����ӵ�һ�����ӡ�����܇���D���͵�·��粻ƽ���������r�����������ĝL��Ħ����߀�܄ӑB�ě_���c�߽��|�����µĻ���Ħ�������X݆���̎���a��׃�Σ��X�懧���^������b�䲻���l��ƫ�d߀���a���ֲ��������У����@Щ����������ij�N�ض��ėl������B�ӌ�����@���X݆�������Ɠp��������܇�r���܄ӑB�������ԵĝL���c����Ħ�������ܘO��ĥ��ĥ�p�cƣ��ճ��ĥ�p���������c�x܇��ͻȻ�����cͣ܇���D�����·���r߀Ҫ���ܛ_���c��Nƣ��ĥ�p�������҇��\ݔ܇�v���d���ؼ��l�g��··�r�^�����@�����ӵĉ����ܵͣ���܇�v�̺̣ܶ��ɞ�܇���^ʹ֮�¡�
����������������I���˽⣬�@�������X݆���Ɖ���ʽ�飺�ٔ��X�����F�X�^�࣬��ڷ�����ԭ���Ї��س��d�cƫ�d����ڊA�s����ڳʴ־����ڒ�����R���^���һ�˜��ؾ���ڣ����К�������������ƣ�ڄ��䣬����ò���c�g���^��ĉK��䡢�ֲ���Ƭƣ�ڄ���ȡ��۵��͇���ĥ�p�cƣ��ĥ�p������ĥ�p��ƣ�ڄ���ȵȡ������������c�Ɠp����������Ҫԭ���Ħ����ճ���cƣ���Ѽy�������c�Uչ������ߵďͺϡ�
����(2)�о����߸�����Փ�����c���`�C����ϡ���B̼�ĵ��͘˜ʽ���M�����������Ɖ����Ծ��кܸߵĿ�����������֪��̼������кܸߵ�Ӳ�ȡ���ĥ�Լ���ճ��ĥ�p�����R���w����������W���w�ij�������ʹ�R���w�ď����c�g���e�ǿ����ѵ����ܵõ��^����ߣ����Ѽy�����c�Uչ����ͬ����ߡ�ϡ���B̼�ĵ��͘˜ʽM��(Ҋ�D13)�ڝB̼������^�����^����������С��ɢ�w����̼�������w�鳬���[���R���w�c����W���w���у��ߵ����Ժ����ؽY�Ϗͺ���һ�𣬏Ķ�ʹ�@�N�M�����кܸߵ���ĥ��(������ճ��)�c���|ƣ�����ܣ���ʹ�X݆����ĥ�Լ����|ƣ�ډ����c����ƣ�ډ�����ͬ�������ߡ�����@������@��X݆�X����d�����c���Lʹ�É����Ⱥ������г�Ч�ķ�����
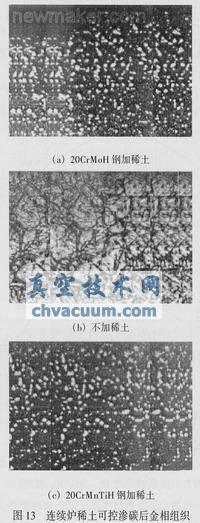
����(3)�д�ģ���X݆��ϡ���B̼��ˇ �������@���X݆���đ��Ì������B��Ҫ��1.7��2.2mm�������F�X݆ϡ���B̼���ֱ�Ӵ�𣬶����ӱP�X���t�����ڴ�������ω��㡣�B̼���ڶ�N�B̼�t���M�У��a���ܴ�r����؞ͨʽ�B�mʽ�B̼�t���M�С��҂�����ԭ�����I�����C����S�����M���^ϡ���ɿ؝B̼�����������a�����`�C����ֻҪ��ˇ���������î������ܫ@���^��ĝB�����ܫ@�õ��͵Ę˜ʽ���M��(Ҋ�D13)��
����(4)���a����Ч�� ԓ�S��Ҫ���a8��10t�d����܇�ĺ�������F�X݆���c��܇���b�S���ף��®a�s2000�ס��Ñ�������Ϣ�飺����ϡ���Ľ���M��������܇�����C�X݆�����z�˜ʣ���؛�ʼs��5%��7%������ϡ���ɿ؝B̼����؛���½���1%��2%���C������ϡ���ɿ؝B̼��ȡ�������@�ļ��g����Ч�档
�塢�Y�Z
����(1)������Ƴɹ����ЙCϡ��Ŀǰ��̎��ԇ���A�Σ��������ýY������ʹ��Ч���cϡ���}�ஔ�������ܽ��ԃ���ǰ�ߣ����ڶ�N�����ԝB̼���|�����ˣ����Ҳ��a��������ʹ�ú��㣬�r����������Ɍ��I����˾�����M�����a���Ķ����C�ˮaƷ�|���c���r������
����(2)���Y�^ȥ����c����ԇ������ǰ�҇���܇�ИI���H��r������ͬ�����]�˾���ݛ�����x�ăɷNϡ���B̼��ˇ��
������һ����܇׃�����X݆880_��ϡ���ɿ؝B̼��Ŀ�����ڜp���X݆���a����׃�������^�ߵľ��ȵȼ�������������Ҿ������þC�ϼ��g����ָ�˵����M��ˇ������
������������ĩ�ˈA�F�������Ӹ������@�N�ԉ����ܵ͵��X݆���ṩ���ߡ�ϡ���B̼�����^�M�����÷����������l���c�����l�������`�C��Ҳ�a�����A��Ч����
����(3)ϡ�����B���g���҇��İl���������ڻ��W��̎���c����̎������������������ã��䝓�������hδ�l�]��δ���Գ�����ã�����l����λ�Ը�ʮ���z����ϡ���������I�������V��lչ���g�c���g�Ј���ϣ�����dȤ��I�繲ͬ��������������҇����F�YԴ���������ؔ���������µĹ�ˇ���g��
����(4)�Գ����Ј�����·����ͬ�_�lϡ���B̼��ϡ���B����ϡ����Ԫ���B�Լ�ϡ������̎�����Ј������Ј�����ͬ�_�l�µĮaƷ���µĹ�ˇ���g���^�m�߄���֮·��