Һ����Ȼ���ó��͜ع̶������y���OӋ.pdf
�������OӋ�����졢�z��cԇ�ȷ����B��Һ����Ȼ�����վ�ó��͜ع̶������y�ļ��g���c��
1������
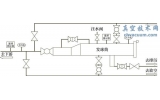
����Һ����Ȼ��( LNG) ����һ�N�坍ȼ�ϣ��ѳɞ���йܵ����⡢�ֲ�ʽ��Դϵ�y����܇���w�C�Ƚ�ͨ���ߵ���Ҫ��Դ֮һ��LNG ����Ȼ���ڽ����������͜ؠ�B��( - 162�桢һ����≺) ��sҺ���Įa�Һ�������Ȼ���w�e�s����Ȼ���w�e��1 /600( 0�桢1 ����≺�r) ��LNG �oɫ�oζ����Ҫ�ɷ֞���飬�����������s�|����Һ�w�ܶȼs426kg /m3���˕r���w�ܶȼs1. 5 kg /m3����ը�O�ޞ�5% �� 15% ( �w�e%) ��ȼ�c��450�档��Ȼ��Һ�����\ݔ������������ȹ�ˇ�����O��Ľ��O���o���͜��y�T�İlչ���������C��LNG ����վ��Ҫ�Ľؔ��y��г��͜����y�����͜��l�y�����͜ؽ�ֹ�y�ͳ��͜ص��y�����г��͜����y�����^�ࡣ
2���Y�����c
����2.1���y�w
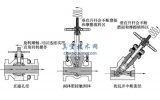
�������͜ع̶������y��ȫͨ��( �D1) �Y�����y�T��ȫ�_��λ�Õr�o������Ȳ�ͨ������API 6D ��Ҏ�����y�w��һ�wʽ�Y���������ڶ�Ƭʽ����Ƭʽ�y�w���p����й©�c���y�T����bʽ�Y�����Ɍ��F�ھ����Q�Ȳ��ܷ�������Qֱ��≥NPS 2 �ij��͜����y�OӋ��̶���
����2.2���y�w
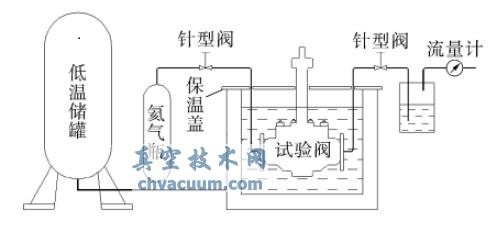
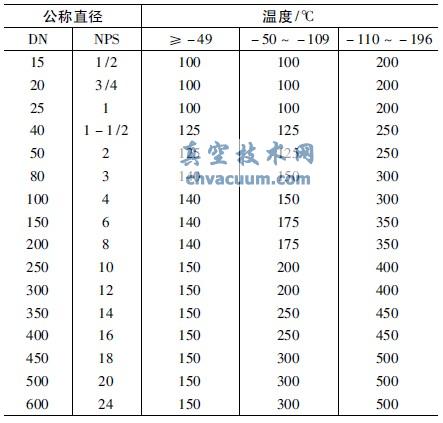
�������ü��L�y�w����Ŀ�����������o���Ϻ��Ĺ��ܡ����C���Ϻ���λ�Ĝض���0�����ϣ�ʹ���Ͽ����������������L�y�w���OӋ��Ҫ���i���L�ȵ��OӋ�����c���ϵČ���ϵ����������e������ɢ��ϵ����ɢ����e���������P��Ӌ����^������һ���Ɍ���û�������P�˜ʡ����w������������1 �_����
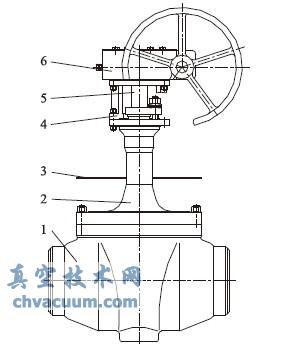
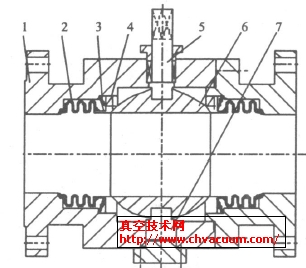
1. �y�w2. �y�w3. �αP4. ֧��5. �y�U6. �X݆���b��
�D1 ���͜ع̶������y
��1 ���L�y�w�i���L��L( mm)
����2.3���αP
�������L�y�w�O���еαP�����Է�ֹ����ˮ���뱣�،ӡ��αP��λ��ͬ�r�����˵͜����y�M�ЬF�����ز��ϵ����λ�á����y�w���@һ�Bͨ�ף�ʹ���L�ο�ǻ�c�y�T��ǻ�Bͨ���_������ʹ���L�ο�ǻ�a������������
����2.4�����
������ǻ����������й��ͨ�^��й���y���팍�F����ǻ��й����������ιܵ���
����2.5���y�U�ܷ�
�����y�U̎�ܷ���й©���;S�o�ĽY�����������w�ߴ��OӋ�ɶ��������ܷ⣬ʹ�y�U̎�ܷ�ȼ��M��ISO 15848 - 2 ��B ��Ҫ��߀�ɷ�ֹˮ��ԇ�r��ˮ�M�뵽����ʯī���σȣ��;õȼ��M��ISO15848 - 1 ��C01 ���������ω�����˨�B��̎�O���е��Ώ��ɣ��M���^�d���a���������˜ضȽ�׃�µĻ���d�ɵ�Ӱ푡�
�������y�U�c���w�Y�ϲ��Լ��y�U�c�y�w���|̎�з��o��b��( ���͏���) ����ֹ�o������w�Ϸe�ۡ���12V ֱ����yԇ�����w�c�y�w���y�U�c�y�w֮�g�����ֵ�����^10Ω�����͜ع̶������y߀���OӋ�M��API 6FA ��API 607 �˜ʵİ�ȫ����Y����
����2.6���y���ܷ�
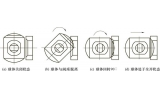
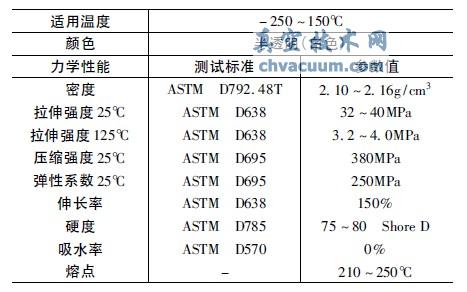
�����ڳ��͜ؠ�B�£��y���c�y�w���̎���ܷ���ô�ʽ�ܷ�Ȧ( �D2) ������m���x��ʽ�ܷ�Ȧ��������Ҫ��ߣ�ͬ�r����Ͻ�������ľ��Ⱥͱ���❍��Ҫ��Ҳ�^�ߡ��y���ܷ�Ȧ���ϲ��ó��͜����܃�����PCTFE( kel - f) �������܅���Ҋ��2 ��
�D2 ��ʽ�ܷ�Ȧ
��2 �y���ܷ�Ȧ��������
����2.7���әC��
�����y�T���y�U�c������30°�A�Ǖr���܉������������ք����y( �������È��������X݆���b��) �����O���i���b�ã�ʹ���͜����y������ȫ�_�����P�]��λ�ö��܉��i�������ЙC�����ھ����Q�S�ޣ������ڽY���ėl���²�����
3�����w���ϙz�
����(1) ���ϵęz��cԇ��������EN 10204��ASTM �˜ʵ�Ҫ��
����(2) �����y�w���y�w���y�U�����w���y���ܷ�Ȧ��ÿ��( ָͬ��̖��ͬ���|��ͬҎ��ͬ�t̖��ͬ��̎��l��) �������ٳ��һ�λ��W�ɷֺ����W����ԇԇ�Y��������ASTM �˜ʵ�Ҫ��
����(3) ���е͜��y�T�������Ϻ��T����ϑ������MSS SP - 55 �M�����^�z��( VT) �������T�����Ѻ��Ѽyȱ�ݲ����S���F������呼������S���ڰl�y���Ѽy���A�Ӽ��ۯB��ȱ�ݡ�����ȱ�ݺϸ�˜ʲ�������MSS SP - 55 �е�B ��Ҫ��
����(4) �T��Љ��������ϡ������˲����c֮�M�к��ӵ��^�ɹܶε����к��p������ASME B16. 34��Ҫ���M���侀�z�y����˜ʅ�ҊASTM E446��E186 ��E280��ASME 偠t����������Ҏ��SEC V�������²����M������Ҏ����A �B ��Լ�C ��B�m��( ȱ��) ���صȼ�2 ��Ҫ�����S����D��E��F �Լ�G �ȱ�ݡ�
����(5) ���͜����y�����w�ܷ��桢�������¿ڵ�����棬���M��Һ�w�B�z�y���z�y��ASTM E165�˜��M�У��@Щ��λ��Һ�w�B�z�oȱ�ݡ�
����(6) ���Љ���������( �����y�U) ���M�г����z�zASTM A388 �˜��M�С��������κ�����_��5%�ں��ȱ�ݴ��ڡ�
����(7) �y�T��ȱ������Լ��a���ޏ͑�����ASME B16. 34 ��8. 4 ����Ҏ����������ƳЉ����������S�a���ޏ͡�
����(8) �y�T����Ҫ�܉�Ԫ��( �y�w���y�w�����w) ���ϑ��M��- 196�� �͜؛_��ԇԇ����ASTM A370 ��Ҏ����
����(9) �u���y�w�����˺Ͷ̹ܵĺ��p- 196�� �µě_��ֵ�����ӹ�ˇ�u����摪����ASME B31. 3�˜�Ҫ���M��- 196���ı�V �͛_��ԇ�˜�ԇ�Ӝyԇ���Խ��ܵ���С�M����Ûֵ��0. 38mm��
����(10) �ڳ��͜ع����ض��£��鱣�ֲ��ϵĽM���Y����������ֹ������׃�������w�e׃���������͙Cе�ӹ������׃�ε�Ӱ푡������͜��y�T����ͽ��|���|����Ҫ�㲿������M������̎�������y�w���y�w�����w���y�����y�U������ڴּӹ�����ǰ������Һ�������M����s��������ض��_��- 196��r���_ʼ����1 �� 2h��Ȼ��ȡ��������Ȼ̎�������أ��؏�ѭ�h2 �Ρ�����ں��Ӻ�Ҳ���M������̎��������������׃�Ρ�
4���y�T�ęz���ԇ�
����(1) ��ÿ�����yҪ�M�гߴ�z�˲��ߴ��ƫ�����ASME B16. 10��ASME B16. 5��ASMEB16. 25 �˜ʵ�Ҫ��
����(2) ���е͜����y���b����ɺ��M�г��؉���ԇ��API 598 �˜��M�Йz�����ٚ��wˮ��ԇ�ڸ߉��ܷ�ԇ�۵͉��ܷ�ԇ���yǻ��й��ԇ
����(3) ����������ԇ��У��քӺ͎����b�õ����y���������y���C�b��������M��5 �������������]ѭ�h�����������b�õ����y�M�Љ���ԇ�r������C�����������y��
����(4) �W���w���P䓲��|�ij��͜����y�䉺��ԇ�������Ҫ�ى���ԇ���ˮ�е����x�Ӻ���������0. 03%���ډ���ԇ���ɺ�ԇ���ˮ�������Ń������y���ص׳�ˮ������Ó֬̎����
����(5) ��ISO 15848 - 2 �˜ʌ��y�U���y�w�ܷ��̎�M����ɢ��й©�z�y��
����(6) ��API 6D ���B. 5 ��Ҏ���M�з��o�ԇ
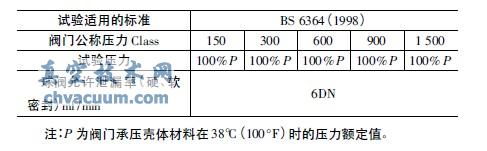
����(7) ���y�͜�ԇ��ڳ���ԇ�ϸ���M�У�����BS 6364 �˜���ͬ�ߴ�/���/�t̖�Ͳ��ϵ����y�M��һ�����͜�����ԇ��10% �����M�г�z����z�������ٞ�һ�����͜�ԇ�ĜضȞ�- 196�档���е͜�ԇ�ǰ���y�T��������ֹ�͜�ԇ�rδ�ɵ�ˮ�̻���Ӱ��ܷ⡣�y�T������s���|�к�ͨ��0. 2MPa �ĺ��⣬ʹ�y�T��ĝ���ų����y�T��s�^�̑��к����ğ��ż���ã����y�T���P�I��λ�M�МضȱO�أ��_���y�T�����s���ضȾ��������_ʼԇ���͜�ԇ�һ�����Һ���M����s���ú����M���y�Tй©�yԇ���y����ԇ�r������÷ֶ�ʽ�����������C�͜�ԇ���y�T��Ȼ�أ����^�̑���ֹ�����M���y�T���͜�ԇ�����Sй©��Ҋ��3��
��3 �y�T�͜�ԇ����Sй©��
5���Y�Z
�����S����Ȼ���YԴ�����S�����N�������_�l�͑��ã�LNG ݔ�ͺܺõĽ�Q�˹ܵ���Ȼ��( PNG) �o�����_�ij�����Ȼ���ʹ�ã���lչѸ�٣��������@������ӭ��һ���V韵İlչ���g���ڽ���Ҏ�����O��LNG ����վ����K����һ���غ�LNG ����վ��ݔ�ܾW���S���Ј��ķ��_�������شI�b��/�O����a�������P�I���g��ͻ�ƣ����͜��y�T���Ј�����������������ͨ�^�����ĽY���OӋ������Ӌ�㡢���ϵęz����̎�����Լ��͜�����ԇ����ʹ���͜ع̶������y�ڹ��ܡ���ȫ�Լ��ɿ��Եȷ���M��LNG ���r��Ҫ��