���y�ĵ͜�ԇ�
�����͜�ԇ��nj��͜��y�T������C��һ����Ҫ�ֶΣ��F�И˜�Ҏ�����y�T�͜�ԇ���c���H���r��һ���IJ�������IJ����������ԇ�Y����ʧ�棬��������ԇ�y�T�ēp����������Ҫᘌ��͜����y������Y�����������y�T�͜�ԇ������׳��F�Ć��}�����Y�ό��H�����������һЩ������ʩ��
1��ǰ��
�������y�Ԇ��]Ѹ�١��ܷ�ɿ����Y�����Ρ������p������С�����c��Ŀǰ�ڵ͜عܵ�ϵ�y�õ��^�V�����á����ڹ��I�͜عܵ������y��������һ����������;���ǵ��ͽY���⣬��ǽ���ܛ�ܷ��y���Y�����������\�й��r���ӣ������P�I������ܷ�Ҫ��ߣ����ܿ��ˇ�����͜�����ԇ������a�cʹ���^���е�һ���P�I����
�������y�ĵ͜�ԇ����һ���������ԣ���ռ��g�W(http://shengya888.com/)�J���˽��������y�͜�ԇ��ԭ�������������ԣ��ƌW�����������õ͜�ԇ���ֶΣ������M�͜����y���о������a�����m��߮aƷ�|�����������c���̽��O��������Ҫ�����x��
2���y�T�ĵ͜�ԇ�
2.1��Ŀ��
�����y�T�͜�ԇ��Ǚz�͜��y�T�ڵ͜�ģ�M���r�h���µ����ܣ����Ԍ��͜��y�T���C���������u�r��Ŀǰ���y�T�͜�ԇ������еĘ˜���Ҫ�ǣ�GB /T24925-2010��BS 6364:1984 �ȡ��͜�ԇ����Ҫ������: �z��ܷ�������ϡ����ܷ��̎���ܷ���r�����C�������r�IJ������ܵȡ��z�y������: �y�w���y�w���y�U���y�ꡢ���Ϻ�����ý���h���ضȣ��y�T���ڶ˵�˲�gй©�����۷eй©����ƽ��й©����ԇ���|�����O��׃����r��ԇ���|һ��麤�⡣
2.2��ԇ��b��
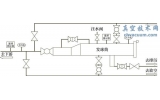
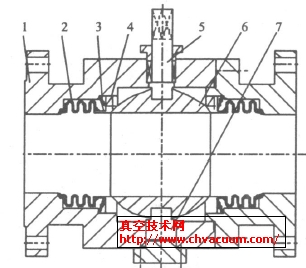
�����y�T�ĵ͜�ԇ��b����D1 ��ʾ��ԇ��b����Ҫ�ɵ͜�ϵ�y������ϵ�y�͜y��ϵ�y3 ���ֽM�ɡ��͜�ϵ�y��Һ������ý���I����m�ĵ͜حh�������߂���n�͇��܃ɷN����ģʽ�����Ї��ܽ��ط�Ҫ�܌��F0 ��-196��ضȿ��{������ϵ�y����ԇ���|�������ṩԇ���Ҫ�ĉ���Դ�������F��ԇ���|�����ܱM���܌��F�����؏����ã��y��ϵ�yؓ؟ԇ��^���и��������IJɼ����w�{���u�����o��������ԇ���Ĺ���������ԇ��b�õ��^�̿��ƣ����ṩ�����˙C�������档
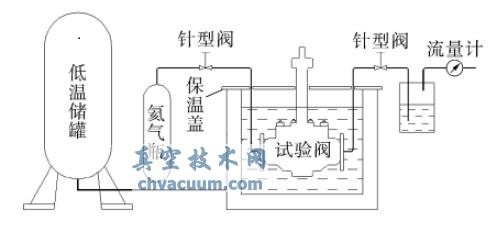
�D1 �y�T�͜�ԇ�ԭ��
2.3��ԇ��^��
�����͜�ԇ�ǰ����ʹ��ԇ�y�T��ָ��ȥ���y�ȵ���֬���s����͜��y�T���b�ڵ͜�ԇ�ۃȣ��B�Ӻ����н��^�����C�y�T���ϲ���λ�ڱ����w���ϣ��Ҝضȱ�����0�� ���ϡ����y�T����͜ؽ��|�У��͜ؽ��|�wס�y�w�c�y�w�B�Ӳ����϶ˣ���ʹ�Ç������y�T���y�w�i�����¾����ܵ͜ؽ��|��ʹ�y�T��s��������ԇ�ضȡ�����һ���ĕr�g��ֱ����̎�Ĝضȷ�����ֹ���ض�׃������± 5���ԃȡ��_�P�y�T���ɴΣ��z���͜ز������ܣ��P�]�y�T������������Ӊ����M���ܷ�ԇ�ٌ��y�T̎�ڰ��_��B���P�]���ڶ˵�����y���z��y�T���ϡ��y�w���y�w�B��̎���ܷ��ԡ���ԇ�Y���c�����˜ʌ��գ��ж��Y�����γɽYՓ��
3�����y�͜�ԇ��Б�ԓע��Ć��}
3.1���c���H���r�IJ
����Ŀǰ�Ę˜ʡ��Y�������]�ĵ͜�ԇ�������Dz������䷨����������ý����ԇ�y�T�ⲿ��ȡ�����������y�T�ضȡ����͜��y�T�Č��H���r�l����: �͜ؽ��|���y�T�Ȳ����^���ⲿ���|���ػ������^�ߜضȭh����
�������䷨�����Ć��}��ʹ�͜��y�T��ԇ���ڮa��һ���c���H���r�෴�Ĝض��ݶȣ����͜����y���ԣ��y�w���y�w������s���a���w�e�տs�����˕r���w���y����δ��ȫ�����e�����ڷǽ����y���ĸ������ã��Mһ���Ӿ��˟������f�^�̡��˕r��ԭ�е���ϱ���׃���ǽ����y����M���y���ķǽ����ܷ�Ȧ���ܕ��ܵ��^�ȔD������ɸ������������y���҂����ҷQ�@�N�F���: �͜ر������͜ر�����ʹ�ǽ����y���a��������׃�Σ������^“����”�F���ң����ķ���ϩ�ȷǽ��ٲ��ϵğ���Ûϵ��Ҫ���ڽ��ٲ��ϣ��S���ȡ���ضȵ���uƽ�⣬�ȼ��տs���ܷ�ȉ����ͻ���ʧ���ܷ⸱ʧЧ����ʹ�͜�ԇ�ϸ�ĮaƷ�����ڵ͜عܵ����H���r�Ĝض��ݶȿ���ʼ�K���ڣ��y�T���w�Ĝض�ˮƽ���ڃȼ����b��r�A�ӵ��ܷ�ȉ����������ͣ��Կ��ܕ�����ܷ�Ч���½���
3.2���͜ر���
�����͜ر��������ēp���Еr���܇��أ����ˌ��y���ĔD���⣬�B�Ӛ��w�ľo�̼����ܷ�Ԫ��Ҳ���ܵ������������ߎ����ēp�������w�̓ȼ�����o��������r���s�����ؕrҲ���ܕ���ɽY���ϵ����ø�׃��
�����͜����y�a���͜ر�������������M���_���P�������˕r���_���P�����ژO��đ��������º��������y�����ܷ����Ϯa��һϵ�Љ��ۣ�������������w�˿ڌ��y����“����”�F��ʹ�y����ȫʧЧ��
������ֹ�͜ر����p������Ч�ֶ��ǿ��ƺý������ʣ������^���б����y�T̎��ȫ�_��ȫ�Pλ�ã��O���M���y�ȜضȵĜy�����S��һ���Ĝضȷ����r�g���_���P����ǰҪ�M���ܱ����y�T�ȡ���ض�ƽ�⡣
3.3�����ϵ͜����Ե�Ӱ�
����Ŀǰ�͜��y�T���e��LNG �Ƚ��|�ó��͜��y�T�Ľ����ò���Ҫ��304��304L��316��316L ��Ni—Cr �W���w���P䓞������@����ڵ͜������ܱ����^�õď��Ⱥ��g�ԣ����@���Ҳ������ijЩ���㣬�@Щ���϶����ځ������Ͳ��P䓣��ڵ͜����l�����R���w�Ľ����D׃�������w������������R���w���ܶȵ���������������ĊW���w���͜���׃��������w�e��Û���������׃�Ρ����⣬�ضȽ���߀����ɽ��ٽY�����տs����������������տs�����ͮa���˜ضȑ��������ضȑ��������˲��ϵ������O�ޕr��������a�������������׃�Ρ���ˣ��͜��y�T�㲿��������̎����ˇ�Ǻ��P�I�ģ�����̎����Ŀ�ľ���ʹ�@Щ��׃��׃���ھ��ӹ�֮ǰ��ְl�����Ա��C��Ʒ�㡢�����ĽY���������㲿���]�н��^����̎���ĵ͜��y�T���M��͜حh������ܕ�������C����ȫ��ʧЧ��
�����͜����y�ķǽ����y��һ�������ķ���ϩ( PTFE) ������������ϩ( PCTFE) �Ș��ɣ�PTFE ��PCTFE ����Փ��ضȾ���-180 ��- 195�棬�����H�ϣ��̘I����ُ�ĮaƷ�h�_�����@�ӵĜضȣ��y���ĵ͜ش��Ԏ����ēp���Еr�LJ��صģ������y����ʧȥ�ˏ����a��������������w���ț]�����ߣ����y�_���ܷ�Ҫ���e�����Ї��˜�Ҏ����ܛ�ܷ��y������й©Ҫ���⣬�����y��Ӳ�ȼ������ߣ��п���������w����p�����y�����ѡ�
3.4���������ʵ�Ӱ�
�������n�����ص������䌍�Ǻ��y���Ƶģ�ȡ�Q���y�T�����r�Ͳ��ϵČ���ϵ���������ܷ�ʽ����ͨ�^����Һ�����������{���������ʡ�����Փ�ρ��f���^�͵Ľ������ʿ��Խ����y�T�ȡ���ز�pС�ض��ݶȣ���ԇ��^����������������Һ�������ġ��������ʑ�ҕ��ԇ�y�T�ľ��w������������ͨ�����ںY����r���ȼ��M�ɵȡ��^��Ľ������ʕ��ӄ��͜ر����F���ң��^��Ĝض��ݶȕ������^�ߵăȑ�������ɘ����p�ġ�
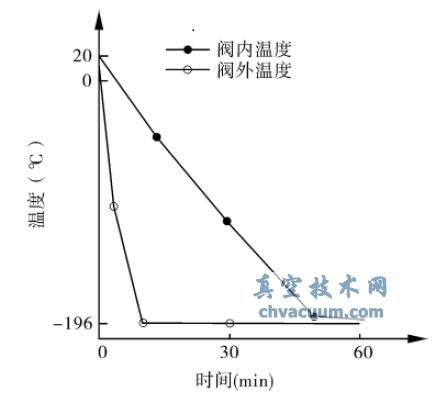
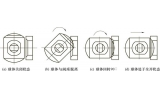
�D2 �y�T���⽵���^��
4��ԇ�����ý�ͽ��|�����Ŀ���
4.1����ý���ļ������
�����͜�ԇ�����ý���������đ�ԓ��: ��ԇ�y�T�Bͬԇ�ۃȵĸ����Oʩ���Ҝؽ��͵�Ҏ���ض�����Ҫ���ߵğ�����������������ý���������ῂ�����p����ý�����ǽ���ԇ�ɱ���һ���Ҫ��ʩ���p����ý���Ŀ��ԏ����·�������: (1)�x���ݷe���m�ĵ͜�ԇ�ۣ�(2) �M���ܜpСԇ�ۃȵĶ�����g�������ß������^С�IJ�������������g��(3) ������Ҫ�ض��{����ԇ�M�����Ç��ܷ�ʽ�{�أ�����ʹ�þƾ�ϡ���ý��Ľ��n��(4) ���а���ԇͬҎ��ĮaƷ�����M���B�mԇ�Ժ������Ú�Һ��(5) �ӏ����ش�ʩ���p���������~��p�ġ�
4.2��ԇ���|���ļ������
�����͜�ԇ�Ľ��|һ��Ҏ���麤�⣬������һ�N���Ԛ��w���˜ʴ�≺�µ�Һ���ضȞ�-269�棬�������y�T�͜�ԇ���^���m�Ľ��|����������Ј��r���F������ڏ����߉����y�T�͜�ԇ�ĺ�������������ˣ���������Ŀ��Ƽ������؏��������x�ش�ԭ���ρ��f������Ļ��ռ��g�������s����Ҫ�������^�̵Ŀɲ����ԺͲ����İ�ȫ���OӋ�������˓��ĺ�����պ�ļ��Ȇ��}���䌍���y�T�͜�ԇ����ļ���Ҫ���ߣ����ң��y�T�ڵ͜�ԇ��^���У����Ȍ��yǻ�M�к��ⴵ�ߣ����ų���ǻ�՚⡣�y�T�͜�ԇ�r������߉��h���ѳ��^�˽^�����|��Һ�����Y�c�����պ�ĺ��⼃��׃�������͜�ԇ���؏�ʹ��Ҳ�]����Ӱ푡�
5����ȫ������ʩ
�����y�T�ĵ͜�ԇ���һ헾���һ��Σ�U�ԵĹ�������ȫ������ʩʮ����Ҫ����Σ�U����Ҫ�w�F��: Һ�������]�l��ɵľֲ�ȱ�����������ˆT��Ϣ�����ܕ����F�Č��ˆT�ĵ͜�“�C��”��ԇ���|����й©���������ý�w�R���Լ��x�����x���ĵؓ͜p�ġ���ˣ��͜�ԇ�Ĺ�������Ҫ�������õ�ͨ�L����Ҫ�r��߀���M���˹�����ͨ�L��Ҫ�����P�˜ʞ��������ƌW���������ƶ���I�͜��y�Tԇ����Ҏ�̡������ˆT��횳��C�ύ���������Ҫ�İ�ȫ���o�b�䣬Ҫ�eע�⌦Ę���ֵȱ�¶��������w��λ�ı��o���͜ز����r�������ֹһ�����ڬF��������ԇ��O����Ҫ�O�þo��ͣ܇���ܣ���ʹ���������̎������Ŀ�ͱ��ڲ���λ�á����ڸ߉�����ڏ��ȸ߅���ԇ���M�����M���h���x��������ԇ�y�T�ڵ͜�ԇ�ۃ�Ҫ�й̶��͊A�o��ʩ���x�����x�����x��Ҫע���俹�͜����ԣ����͜��µ����ܷ����ԣ���ֹ����͵͜ز�λ���|�͜حh�������ڱ�¶����ĵ͜��O����O��ĵ͜ز�λҪ�O����ʾ��־�����M�и��x�����⌦�o�P�ˆT�����������
6���Y�Z
�����F�И˜�Ҏ�����y�T�͜�ԇ���c�͜��y�T�Č��H�\�й��r�h����һ���IJ���������Ŀ��ƽ������ʡ����ط�ʽ�����ؕr�g��ʹԇ�l���M���ܽӽ����H���r���������y�ĵ͜�ԇҪע���䘋�����ϵĵ͜����ԣ���ֹ�͜ر����������Ȍ���ԇ�y�T�ēp�����y�T�͜�ԇ��е���ý��ԇ���|�r���F�������^��ע�����Ŀ��ƣ���������؏����á�Ҫ�ӏ���ȫ������ʩ����ֹ�͜،��ˆT���O��Ă�����