һ�N�����Ч�����ҎУ���b�õ��OӋ(2)
3.2 �ߴ�Ĵ_��
����a���b����Ҫ�漰�����ijߴ����£�
����b�����^�϶��_Ø10�ף��c�{�y�����M�к��ӣ��{�y�������ֿ��g��15mm��
����c�����^�ȏ�DN=300mm�����^�ں�δs=3mm��
����d�������b��Ͳ�w���֞��c���^��ϣ��ȏ���300mm�����c�����z�ܷ�Y�����m�ߴ�����ϣ� Dg=300mm���ں��3mm��
����e�������z�ܷ�|�ߴ�ȡDg=300mm��
����f����ُ���ӱÞ�DN100��˨���m�B�ӽY��������ղ���y���ؘ�DN100����ղ���y��
����g���錍�F�����b���c����y�B�ӣ��OӋ�B���^�ɼ��ȏ���100mm���⏽��106mm���������b�ߴ磬�_�����ߞ�187mm�����淨�m�_��̎�_�ھ��¶�113mm̎��
����h���^���B�Ӻ��ӷ��m�cDN100����ղ���y��������˨���m�B�ӣ����m���Յ����īI1�� I�ͳ�����շ��mDN=100�OӋ��
����i���~�|����DN100�����ܷⷨ�m�˜��~�|��
����j�������b���w�e��Ӌ�㣺
�����������D�ijߴ磬������С�w�e��Ӌ�����ݷe��С��
����DN=300mm�r���^���ݷeV=0.0053m3��
�������ݷeV��=0.0053+[(180+20)π×502+205π×1502] ×10-9=0.0214 ��m3��>20(L)
4���b�õ���ռ�ʹ����r
�����b����ɺ��M����̽©�����b���l�F�Ć��}�У��{�M���y����©�ʼ������b�Â��溸�p©�ʲ��M��Ҫ�����ܷⷨ�m�ӹ�����δ�_���D��Ҫ���°��b���ϵȡ�
����ͨ�^©̎�a���������ܷⷨ�m���¼ӹ����ֶ�ʹ���}��Q��
�����_�J�b���������ӹ�ȱ�ݺ��b�ð��b��У�팍��_�ϣ�ʹ�ð�������ASM120h̽©�x�M��̽©����̎���c©�ʾ�<1×10-10Pa•m3/s��
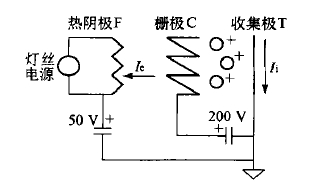
���b�õij�����ܵ���գ�����Ƭ�Ì��b�ó�գ��O������_��<10-1Pa���_���ӱã�5��犺���ն��_��<1×10-3Pa���M�����OӋҪ��2�������⣬��DL-5��B-AҎ�y�������b�ñ��ĝq��<1×10-4Pa /s��
�������b��������ʹ����r�IJ�ͬ���քe�b��0.1ر��1000ر���ȷ�����0.15%�ԃ�ͨ�^Ӌ�����T�˶��ϸ�ı�Ĥʽ����Ӌ����˜ʱ�����������У���Ҏ�M��ָ��������У�ʼ��Ȍ��������e�����¡�
�������b�Ì��R��TM22���Ҏ�M��У�ʣ�У�ʺ�ıȌ��������£�
��1 TM22���ҎУ�ʔ���
|
�˜ʱ��x�� |
�{��“��”��“�M”�c���TM22�x�� |
|
<1×10-3 |
5×10-2 |
|
1×10+5 |
1×10+5 |
��2 10ر��Ĥ���ӋУ�ʔ���
|
��պ�˜ʱ��x������ֵ |
У�ʺ�У�ʱ����x�� |
|
13.334 |
13.332 |
|
10.666 |
10.651 |
|
9.333 |
9.315 |
|
8.000 |
7.984 |
|
6.666 |
6.652 |
|
5.333 |
5.321 |
|
4.000 |
3.991 |
|
2.666 |
2.659 |
|
1.333 |
1.330 |
��3 100ر��Ĥ���ӋУ�ʔ���
|
��պ�˜ʱ��x������ֵ |
У�ʺ�У�ʱ����x�� |
|
133.33 |
133.77 |
|
120.00 |
120.27 |
|
106.66 |
106.27 |
|
93.33 |
93.33 |
|
80.00 |
79.94 |
|
66.66 |
66.57 |
|
53.33 |
53.22 |
|
40.00 |
39.90 |
|
26.66 |
26.58 |
|
13.33 |
13.29 |
�������������ӿ��Կ�����ԓ�b�ÿ�����Ч�ؿ��Ʒ�����������շ�����������У���^�������Ҏ�x����׃�������������ⷶ������У�ʱ��M���{����ʹ���_���M��ľ��ȡ�����ô��b�ÿ��m���ڳ������Ҏ��У�ʺͱȌ�����Ч�����룬���_���Ȍ�У�ʵ�Ҫ��
5 �b�õ��`��
��������ͨ���ҎУ���У���������`��������Ҫ���������棺
����a�����Ҏ���bλ��������`�
����b��Ҏ�ܵij��ͳ�����������`�
����c���ض�������`�
�������b�õă��c���ڣ�
�������Ì��Q�Y�����������Ҏ���bλ��������`�
�����ڌ���Ҡ�B�»��������ڜض�������`�
�����b�îa�����`����Ҫ��Ҏ�ܵij��ͳ�����������`������b�ÿɲ��üӟἰ�L�r�g��������pСҎ�ܵij��ͳ�����������`�
����������ڱ��b��������ɵ�У���`��ɺ��Բ�Ӌ��
�YՓ
����ԓУ���b�ÿ���ͬ�rУ�����7�����Ҏ��һ��У�ʽӿڽ�У���ؘʱ��������Ì��Q�ԽY�����������ڽY��Ӱ���ɵ��`�������������նȱ������ã���Ƭ�úͷ��ӱõĘO������_����ʹ��Ҫ��ԓ���b�ó�֝M����Ŀǰ��������պ�У�����Ҏ��Ҫ������Ч�p����У���b�������У�����`������ҪУ��������Ճx�������ڱ��b�õ��OӋ���A�ϸ��Q���ߘO����յķ��ӱúͲ���ȫ���ӽY������F�ڵķ����z�ܷ�Y����