��܇�㲿���������ٙz©ϵ�y���OӋ
����й©�z�y����܇���I���a���S���㲿���|�����C���P�I���g�������m�������Ԅӻ����a�����µĸ߾��ȿ��ٙz�y���OӋ�аl��һ�׳������ٙz©ϵ�y��ԓϵ�y�\��T-Guard ����Ȃ��������۷e���z©ԭ������ϳ����ϵ�y���交ϵ�y���������wϵ�y���������ϵ�y�Ȳ��ց팍�F�߾��ȳ������ٙz©��ϵ�y�\���@ʾ���ԙz�y��й©�ʞ�10 ��10-5Pa·m3 /s֮�g��©�c���z©����С��1 min���ڝM�㳣���z©��ͬ�r���_���˙z©�r�g�̡��`���ȸߡ�Ч�����c���a���ٶ�ͬ����Ҫ���F�aƷ�߾��ȵĿ����ھ��z�y��
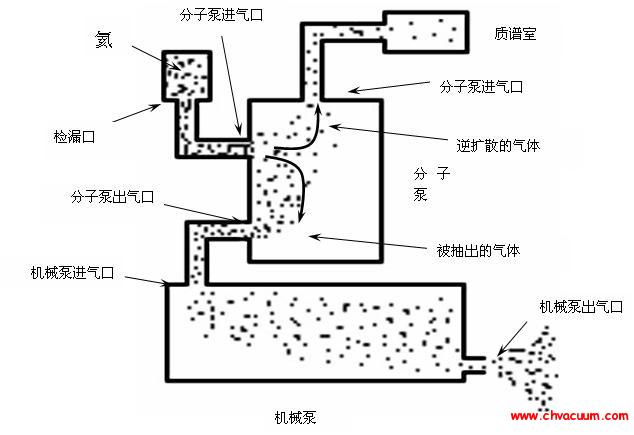
����й©�z�y����܇���I���a���S���㲿���|�����C���P�I���g���z©ռ�������a�c�S�ĺܴ�һ���֕r�g�����ҳɱ�Ͷ��Ҳ�ܴ��Ї��F�е��z©���g�lչ�ܲ����죬���g�հܶ࣬���H���P�о��Y�υT������������ҕ�̶�Ҳ����������Ї��z©���g�ӴεͲ��Ұlչ�������档Ŀǰ�ęz©��������ǻ��ښ��w��Һ�w�������ɶ˵ĉ�������ɵĚ��w��Һ�w���^©�וr���F�IJ�ͬ�F����lչ�ɸ��N��ͬԭ���ęz©�������������ˮ�z©��( ˮ�ݷ�)���䉺�z©������ՙz©�����u�ؙz©�����ɹ�ʾۙ��������ϵ�y�z�y�������|�V�x���ȣ������z�y�������ߙz�y���Ȳ�����ߙz�y�ɱ��ܸ��ߙz�y�ٶ�����������һ���̶ȵ�ȱ�ݡ��аlһ�N����������܇�z©ϵ�yʹ�䲻�������چμ��z�y��Ҳ���b������Ԅӻ����a���M�д������z�y������Ҫ�����x���ڝM�㳣���z©��ͬ�r�M��z©�r�g�̡��`���ȸߡ��z©Ч���ܸ������a���ٶȵ�Ҫ���F����܇�����w����r�²���й©���[����λ���_��܇�v�Ĺ��������ͼ��g��r��
1����܇�㲿���������ٙz©����
����1.1���z©Ҫ��
����(1)©��ָ��
��������܇���I�У����ÿ՚≺��M�Йz©���÷dz��ձ飬�mȻ�ɱ��ͣ����`����Ҳ���^�ͣ��_������܇���I��©�ʵ�Ҫ����խh���µĺ��|�V�z©�����mȻ�`���ȸߣ����z�y�ɱ����^�ڸ߰������������Ҫ�ҵ�һ�N�����ܡ�ȫ�Ԅӵęz�y���������ԙz�y��й©����10-2 ��10-5 Pa·m3/s ֮�g��©�c��
����(2)�z©�r�g
�������������چμ��z�y��Ҳ���b������Ԅӻ����a���M�д������z�y���z�y����С��1 min���M�㹤�I���õ�Ҫ���F����܇�㲿��( ���ͱ��ܷ����m�w)�ΙC��z�y50 �f����
����(3)��Ч��С�əz©��
����������܇�㲿�����a�Ќ������©��ָ�˵�Ҫ�_���z©�����͙z©ϵ�y����Ч��С�əz©�ʡ�һ����Ч��С�əz©������aƷ©��ָ�˵�10%��
����1.2���������ٙz©ϵ�y���w����
����(1)�z�yϵ�y�Ľ���
�����OӋ������һ����≺�²��ú�������ʾۙ���w���÷e�ۚ��M��й©�z�y��ϵ�y��ϵ�y�ɺ�������������ϵ�y���交ϵ�y���������wϵ�y��늚����ϵ�y��Һ�����ϵ�y�M�ɡ��z�yģʽ���۷eģʽ����șz�yģʽ���x�����ģʽ�����Ը����Ñ�Ҫ���S�r�{��������ϵ�y����PLC + �|������ԓϵ�y�Y���o�����Ρ����ھS�o��
����(2)�z�yԭ��
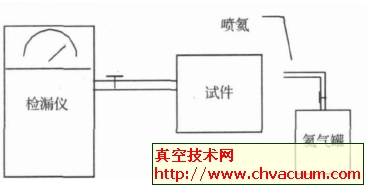
����ͨ�����|�V�z©�x��Ҫ����խh���¹������`���Ⱥܸߣ���Ҫ���ڶ̕r�g����Ɍ��㲿���ęz�y��Ҫ��䏊������ϵ�y�������r���F��ʹ�Ì��z©�`����Ҫ���Ǻܸߵ���܇�㲿�����a�S���y��ؓ�������|�V�z©߀��һ�N���������ڙz�y�r�g�L����y���õ��@�ӵ��ИI�I���҂��OӋ�ęz©ϵ�y�к����������������Inficon ��˾�����_�l��һ�NT-Guard ����������ԓ����������һ����≺�ij����¹�������ʹ���|�V�x�����Dz���һ�����`���ȵĺ���������y������ĝ�ȡ�
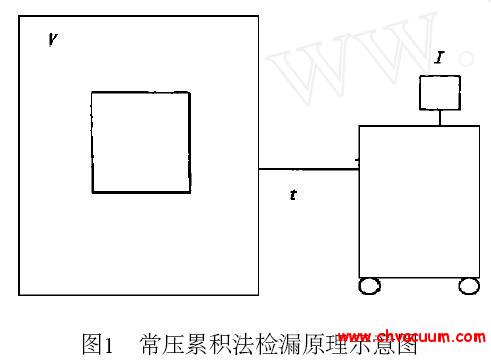
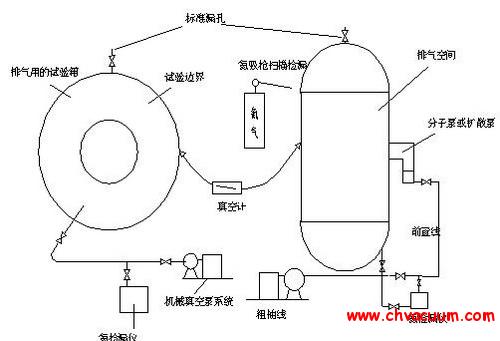
����T-Guard �������Ĺ���ԭ�����£�������ǰ����һ��ʯӢ�ӟ�ţ�����еĵ��������ȴ���Ӳ���ͨ�^�ӟ�����ڣ�ֻ��ֱ����С�ĺ�����Ӳ��ܴ��^�ӟ�������M������������w�����M��������ȱ���x��ͨ�^�z�y�x������׃��ֵ�Ķ����Ԝy�����M��������ĺ����ȵ�׃����ʹ��T-Guard����Ȃ������ɲ����۷e�����B�m���ڳ��������ú���ʾۙ�M�Йz©�����]�����I���a���z�y�`���Ⱥ����a���ĵ�Ҫ���҂������۷e������܇�㲿���M�Йz©���ܷ�ı��z�y��������һ���������۷e�z�y�҃ȣ�Ȼ���ܷ�Ĺ����Ȳ����뺤�⣬�������й©������͕�ͨ�^й¶�c�ܵ��e�����У��Ķ���T-Guard �����Ȃ������z�y��������ԭ��ʾ��D��D1 ��ʾ����ռ��g�W(http://shengya888.com/)�J�������Ӌ���z©�z�y��©�ʿ��������й�ʽӋ��

����ʽ�У�L ��©�ʣ�Pa·m3/s��ΔC ���۷e�r�g�Ⱥ���ȵ�׃��ֵ��V ���۷e��ă��w�e��������m3��p ���≺����Pa��Δt ���۷e�r�g��s��
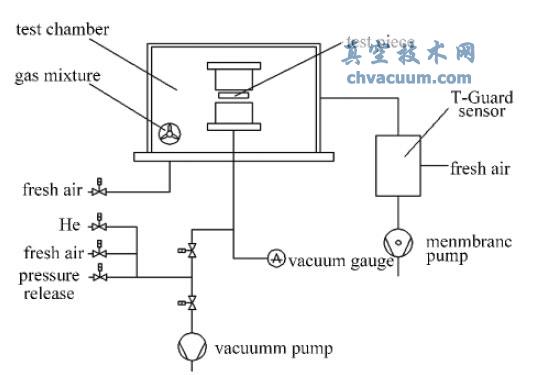
�D1 ϵ�y����ԭ��ʾ��D
����(3)�yԇ���E
�������b����
�������������빤���ӿ�̎�������_ʼ���o��
�����ڳ���ճ交
����ϵ�y�ԄӴ��_�y�T����������գ���ָ����ն�(һ��1000 Pa ����) ��ϵ�y�ԄӴ��_������y���ȳ���Ҏ�������ĺ�����Ϛ��w����ָ��������ϵ�y�o����ʾ�����������r��ϵ�y�o����
�����ۙz©
�����x���M��z©�������Ȍ������M�д֙z������y©ֵ�����O�����ֵ���_�����©��ϵ�y����ֹͣ�z©��ϵ�y���M���©�z©�Aӆ��������������������ס�����o��©��ϵ�yͨ�^��Ӌ���z©���M�м��z���@ʾ��ǰ����©�ʣ������ϸ�tϵ�y���Ԅӈ���֮ϵ�y�o����ʾ��
�����ܺ�����պ͙z�y�҃���
���������z©��ɺ��˹����´_�J���o��ϵ�y�ԄӴ��_�yԇ���T�����Cе�����������ʣ����yԇ�ҳ������r�՚⣬���yԇ���M�Ѓ�����������z�������ݷe�^�齵�ͳɱ������⌢���������ϵ�y���ա�
����1.3��Ӱ푙z�yϵ�y�����Ե��P�I����
����(1)�z�y�Һ����һ���ԵĆ��}
���������ڲ�֪��й©λ�õ���r���M�о��_�y������횲�ȡ��ʩ�_���z�y�҃ȵĺ����ȱ���һ�¡���������й¶��λ�ò�ͬ��̽�^�z�y�ĺ���Ȳ�ͬ�����ÿ�Ιz�y�ĽY����һ�ӡ����˵Ľ�Q�������OӋ����b�ã����z�y�҃ȵĚ��w�M�г�ֻ�ϣ����Cǻ���к����ƽ���ֲ���
����(2)�z�y�Һ������Ć��}
����������©�c���㲿����ͨ�^���z©�z�y�����ڃx��������д������x��������������Ҫһ���ĕr�g��������܇�㲿���ęz©��Ҫ�M��z�y������1 min ֮�ȣ�����Ҫ������������r�gҪѸ�٣��e���д�©�Ĺ������z�y���д����ߝ�ȵĺ��⣬��ˣ����˱����@�N��������һ�Ιz�y�Y����Ӱ푣��҂��OӋ�˓Q��ϵ�y��ͨ�^���뺤��Ⱥܵ͵����r�՚���⌦�z�y���M�К��w�ÓQ��
2���z©����
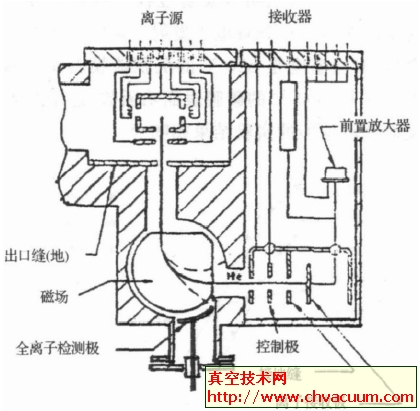
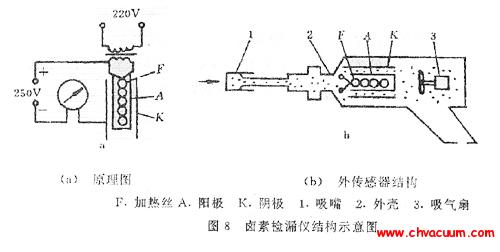
��������Ȃ������z�y�����۷e��՚��к��ĝ��׃��ֵ���z�y�^�̷֞������A�Ρ����ȸ���һ���̶��r�g�ȝ�ȵ�׃���Д�©�c�Ĵ�С�����׃��ֵ̫���̫С���������z�y�������o����©��©���ж�����D2 ��ʾ���z�y�ҵı������Ȟ�1 ×10-9�������С��3 s �ĕr�g�șz�y���ĺ���ȳ��^2000 × 10-9���t�J���Ǵ�©�������30 s �șz�y���ĺ����С��20 × 10-9���t�J���Dz�©�����J���dz����z�y������ֻ���ڙz�y�r�g�ȣ�����ʽ(1) ���׃���IJ���Ҫ�z�y��©�c��
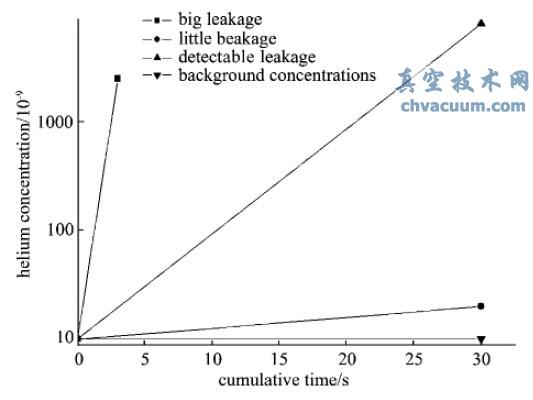
�D2 �۷e���z©������׃��
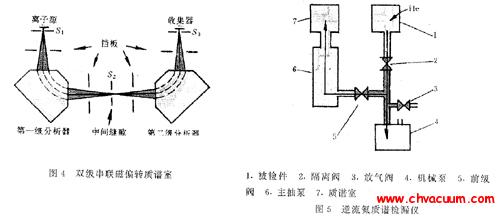
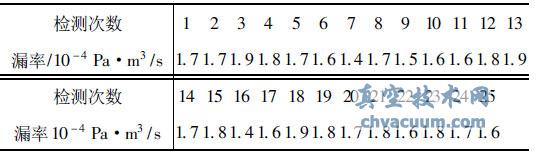
����������܇�㲿���ęz©��һ���dz��P�I���y�c���ǹ��b�A�ߵ��OӋ�������۷e���z©�Ĺ���ԭ����Ҫ�z������һ�����]��������@��������Ҫ���Գ���գ���Ҫ��һ��������������������Ҫ�_��0.3 MPa ���ϣ�ͬ�r���ڙz�鹝��С��1 min������߀Ҫ������bж������һ�㱻�z����܇�㲿��ͨ�����Π���^���s������܇�ğύ�Q�������dz����s�Ĺ�·��һЩ����ȥ���ε��㲿���ڊA�ߵ��OӋ���䌍Ҳ���y���D3 ���Ϻ��^ij��܇�ͱ��ܷⷨ�m��ԓ���m�����ϼ�����Ҫ�z�y��������늘O������֮�g�ܷ�̎��й¶��Ҫ��z�y��©����10-4 Pa·m3/s ����������ͨ���ĉ�������B��Ҳֻ�ܙz�y��10-2 Pa·m3/s ������T-guard ����Ȃ���������С�əz��Ȟ�25 × 10-9��������a�в���5L���ݷe���۷e�r�g30 s���t��Փ����С��Ҋ©�ʞ�10-7 Pa·m3/s (10-6 mbar·l /s)����1 �Dz����҂���ϵ�y���z�yһ����֪й©���m25 �εĽY����ϵ�y�z�y�ľ�ֵ��1.7 × 10-4 Pa·m3/s������ԓй©�c��������Ӣ������P3000 ����ʽ���z�x�M���˱Ȍ�У�ʣ�©�ʞ�1.4 × 10-4 Pa·m3/s(5 �ξ�ֵ)�������҂��Ĝy����ֵ����ռ��g�W(http://shengya888.com/)�J��ԭ��������ڲ����������r�в��ֺ��Ⲣ�]�б�������Uɢ���՚��У���˔�ֵƫС�����⺤�z©�x�������Ĝy������Ҳ���ܕ�����@�ӵ��`���������25 �εĜy����������Ӌ�㣬�õ�Cgֵ��3.31���M�������܇��˾1993 ���ƶ��ļ��g�˜�—���yԇ�Δ���25 �r��Cg≥2.2 ��Ҏ����

�D3 ��܇�ͱ��ܷⷨ�m
��1 ��܇�ͱ��ܷⷨ�m©�ʵĜy���Y��
3���YՓ
�������ں�ʾۙ���w�z©���g�ij���������܇�z©ϵ�y���аl��ʹ�䲻�������چμ��z�y��Ҳ���b������Ԅӻ����a���M�������z�y���_�l�ęz©ƽ�_���в���Ҫ���F����ձú�������w�����ڳ��������30 s �șz�y����܇�㲿���Ƿ�й©�����ع�Ӌ��ϵ�y���a����ʹ�Õr��С�əz©�ʿ��_10-5 Pa·m3/s �������M�����ڷ���ճ�������܇���㲿���M�Йz©���_���z©�r�g�̡��`���ȸߡ��z©Ч���ܸ������a�����a�ٶȵ�Ҫ��