HL-2A������(c��)����ע�빤���O(sh��)Ӌ
�������˫@�ø��ߵď������Ч�ʣ���HL-2A�b�����_չ�ˏ�����(c��)����ע�롣������Ҫ��B��һ�N�µ�ע�뷽ʽ)������(c��)����ע�룬Ԕ����B�ˏ�����(c��)����ע��Ĺ����O(sh��)Ӌ��ͬ�rҲ�M���ˏ����ڌ�(d��o)���еĔ�(sh��)ֵģ�MӋ�㣬���o���ˏ�����(c��)����ע��������Y(ji��)����
����ʮ����ǰ������(n��i)��ܶ��׃�b����ͨ����������(c��)�M�Џ���ע�룬����ֱ���ܵ���ݔ���裬�ڹ������^�����F(xi��n)��Ŀǰ����ע���ٶ��^�����_��1km/s�����ܱ����^�õ�������ע�뵽���x���w�С����@�ӵij��ٶȌ��ڴ��;�׃����ITERо��������Ҫ��ď����ٶ��h�h����ʹʹ��һЩ������ֶΣ��������Ә���늴�܉������������ӟ���Ч��(y��ng)�ȼ��ُ��裬Ŀǰ�ܫ@�õ���ߏ����ٶ�ֻ���_��5km/s����������(j��ng)��ITER��о�����φ��}�����о����l(f��)�F(xi��n)����Ҫע�뵽ITER���x���wо��Ҫ����ٶȞ�8~30km/s����˃H����ߏ���ע��ij��ٶȁ���Qо�����������y�ģ���˱�횷e�O����һ�N�µ�ע�뷽ʽ����ϼ��g(sh��)��
����Parks���о��ˏ����������|(zh��)�ش�돽����Ư�Ƶ���Փģ�ͣ���ʾ����Ï�����(c��)����ע�������^�͵ď���ע���ٶȫ@���^�ߵļ���Ч�ʼ�ע����ȡ���ASDEX-U��JET��DIII-D���b�Ì������ʾ�ˏď�������ע�������������ע��r����Ч�����@������(y��u)Խ�Ը��ѡ�ASDEX-U�b����ELMy-H����£����^С�ĵ��ُ�������˼���Ч�ʣ�����Ч�ʱ�������(c��)ע��r�����4��������ע�������������2����DIII-D�b���Ϗ�����(c��)ע�돗���ٶ�ֻ��������(c��)ע�돗���ٶȵ�1/4����ע������������ӳ��eλ�ñ�������(c��)����ע�����1��������Ч��Ҳ��߽�1�������_95%���ڏ�����(c��)����ע�댍��о���Ҳ�l(f��)�F(xi��n)�������H�H�����˵��x���w�ܶȺ�����ˏ������Ч�ʣ��������Ï�����(c��)ע�돗��Ҳ���_չ���S���������о�������DIII-D�b���ϣ�ͨ�^����NBI�ӟᣬ������(c��)����ע����γ�����ؓ���л����ĵͼ��и��Ƶ��x���w���ܣ�ͬ�r��ԓ�b����Ҳ�l(f��)�F(xi��n)ͨ�^������(c��)����ע�����T�l(f��)Hģ���γɣ�������Ч����Hģ�γ�����ļӟṦ���ֵ��33%�������ASDEXUpgrade�b����ͨ�^������(c��)����ע�����x���wо���ܶȳ��^�����֠����ܶȘO��1.6����ͬ�rҲ�ܾS��ELM�ľ��⡣������(c��)����ע���ѳɞ�һ�N�µľ�׃���Ϸ�ʽ��(y��ng)���ڇ����S���п��R���b���ϣ�ͬ�rITERҲӋ�����Ï�����(c��)����ע�롣��ˣ���HL-2A�b��Ҳ��(y��ng)�_չ������(c��)����ע�댍
1��������(c��)����ע�빤���O(sh��)Ӌ
������HL-2A�b����������������M�ĔD���и�ʽ����ע������ԓ����ע����һ�����Ƃ�Ͱl(f��)��40�����裬ע���l�ʸ��_30Hz������ֱ��1.3mm���L��1.3~1.7mm���{(di��o)��ע���ٶ�150~800m/s������ԓ����ע�������ṩ��(w��n)�����ɿ��Ķ�l(f��)����ע�롣
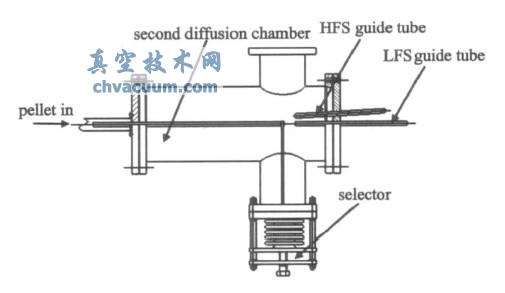
����Ŀǰ��HL-2A�b������������(c��)�͏�����(c��)����ע��ɷN��ʽ��������(c��)(Low-Field-Side��LFS)����ע�����ֱ���͌�(d��o)�܂�ݔ���裬��������(c��)����ע�����������(d��o)�܂�ݔ���裬�Y(ji��)��(g��u)�����^��(f��)�s���D1��ʾ��HL-2A�b�Ï���������(c��)ע��͏�����(c��)ע��ʾ��D��
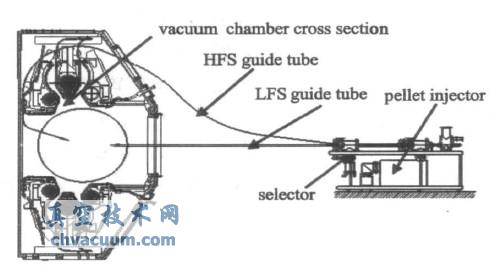
�D1��HL-2A�b��������(c��)�͏�����(c��)����ע��ʾ��D
����HL-2A�b����ǰ��δ���]������(c��)ע��������g������ܵ��������(n��i)����g�Y(ji��)��(g��u)�����ơ���(j��ng)�^�ˌ��b�õ����P(gu��n)�D�����M�ЬF(xi��n)�����y���_��������(c��)ע�댧(d��o)��ͨ�^������σAб��5300mm�����m�Aб��������ң���Խ��ƫ�V���o���Ϸ���������҃�(n��i)�ڴ�ֱ���£��ھ���x���w��ƽ���Ϸ��s210mm̎�M�Џ�����(c��)�Aбע�룬�����c�b����ƽ���35°�A�ǡ�����������(d��o)�ܳɵ����Σ����L�s7m����С���ʰ돽��100mm��������ʰ돽��1200mm��������(d��o)�ܲ��ù��I(y��)�����ⲻ�P䓹ܣ��ֲڶ�0.3um����(n��i)��8mm���ں�1mm��������(d��o)�ܰ��bǰ����(n��i)���Ƚ�(j��ng)�^���Wȥ�ͣ�Ȼ���ü��ƾ��M��ȥˮ̎�����ټӟ�ܵ�ʹ��(d��o)�ܸ���ڌ�(d��o)�����������p�@�^�������b������҃�(n��i)����
�������˱����ڏ�����(c��)��������(c��)�ГQע�뷽���ڏ���ע����������ՔUɢ�҃�(n��i)���b��һ�����ГQ�����Y(ji��)��(g��u)��D2��ʾ��
�D2���ГQ���Y(ji��)��(g��u)ʾ��D
�����ГQ����Ҫ�ɺ��Ӳ��y�ܣ����̶ܹ��h(hu��n)���ݗU����ĸ�ȽM�ɡ����ں��Ӳ��y����s����������c���������D(zhu��n)��ĸ��ʹ�ݗU�����Ƅӵ�ͬ�r������Ҳ�����Ƅӣ����_���ȴ_����λ��ֹͣ���D(zhu��n)��ĸ���@�Ӿ��ܱ��C���ܜʴ_���ʲ�ͬ�����ע��ܵ������F(xi��n)����ע�뷽����ГQ��
2��������(c��)ע�댧(d��o)�ܵĽY(ji��)��(g��u)�O(sh��)Ӌ
�������ڲ���������(d��o)�܂�ݔ���裬�Y(ji��)��(g��u)�����^��(f��)�s��������������(d��o)�����\�ӕr��횿˷���ײ���x������Ӱ푣���ˌ�(d��o)�ܵ��O(sh��)Ӌ�y�c���ڏ���ע���ٶȼ����ʰ돽�Ĵ_����ͬ�r����ߴ硢���菊�ȼ��ضȵ�Ҳ��Ӱ푏�����������(d��o)���\�����Ƿ��ܱ������������ء�
��������(j��)HL-2A�b�õĿ��g�Y(ji��)��(g��u)���F(xi��n)�����y��������(d��o)���Ƀɲ��ֽM�ɣ���D3��ʾ����(d��o)��������ʰ돽1200mm����С���ʰ돽100mm�����L�s7m������C����(d��o)�����ʰ돽�O(sh��)Ӌ�Ƿ�������քe������ײģ�ͺ��x��ģ�����������������A��(��I����)���½��A��(��II����)��
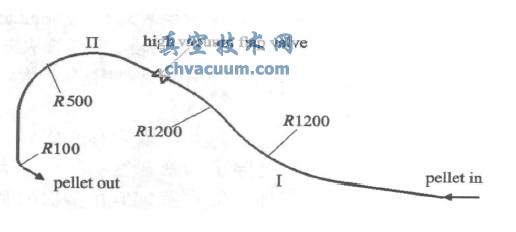
�D3��������(d��o)�ܽY(ji��)��(g��u)ʾ��D
2.1����ײģ���������������A��
��������(j��)�����īI��������ײģ�́�����������������(d��o)�ܵ�I���ֵ������A�Ρ���D4��ʾ��
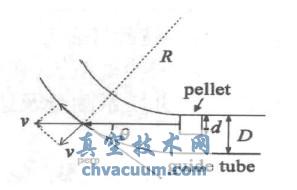
�D4��������������(d��o)���е���ײģ��
�����ĈD4��֪�������茦�ڌ�(d��o)�ܵĴ�ֱ�ٶ�(vperp)����һ���O��ֵ�r�����茢�����顣����ע���ٶ�(v)�cvperp���P(gu��n)ϵ��

����ʽ�У�H��D��d��R�քe�鏗����ײ�Ƕȣ�������(d��o)�܃�(n��i)��������ֱ����������(d��o)�����ʰ돽�����īI�У���ՓӋ�����vperp����20m/s���D5�Dz�����ײģ��Ӌ����Č�(d��o)�����ʰ돽�c����ע���ٶ�֮�g���P(gu��n)ϵʾ��D��
�����ĈD5��֪�����ʰ돽��1200mm�r�������������A�Εr�����S����ͨ�^������ٶȼs185m/s��
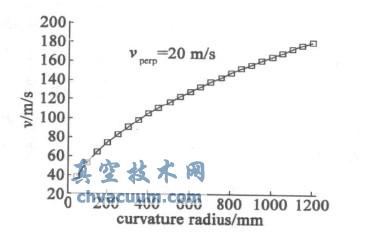
�D5����ײģ��Ӌ��������ʰ돽�c�����ٶ�֮�g���P(gu��n)ϵ
2.2���x��ģ�����������½��A��
���������x��ģ�́�����������������(d��o)���е��½��A�Σ�����(d��o)��II�������ڴ��A���������ܵ��x������Ӱ푣��������،�(d��o)����ڻ����\�У��鷽��Ӌ�㣬���O(sh��)Ħ�������Բ�Ӌ��������(d��o)�ܵ���С���ʰ돽�������й�ʽ��

����ʽ�У�Rmin��������(d��o)�ܵ���С���ʰ돽��m��뮏����|(zh��)��(ֱ��1.3mm×1.7mm��4.5×10-7 kg��v�鏗���ʼע���ٶ�(200m/s)��A�鏗���c�ܱ���Ч���|��e(3.5×10-6 m2)��D����w뮏��葪(y��ng)���O��(3×105~5×105N/m2)������헅���(sh��)����ʽ(3)�ɵ�������(d��o)����С���ʰ돽
Rmin=17.3mm
�������b��������(d��o)����С���ʰ돽��100mm���h����17mm�������Փ�Ϗ������ٶ�200m/s�r�����x�������Ì�(d��o)��������Ŀ������^С���ڶ���M�Џ�����(c��)����ע�댍�r������ʼע���ٶȵ���200m/s�������^��������ע�뵽���x���w�У�����ʼע���ٶȸ���200m/s�r��������ɞ�ɢ��ע�뵽���x���w�С��K������������ՓӋ��͌��Y(ji��)��������������(d��o)�ܵ����ʰ돽��ȡֵ�^�������
3��������(c��)����ע��������Y(ji��)��
����2011���°������팍��ЇLԇ�˶�l(f��)С����(ֱ��1.3mm×1.3mm)������(c��)ע�롣�ڵ�17922#��늌���У�����ע����ٶ�200m/s���g��70ms�B�m(x��)ע������l(f��)���裬��D6��ʾ���ĈD�п��Կ�������һ�������ġ���l(f��)�������^������ע�뵽���x���w�У����x���w���ľ�ƽ���ܶ������s0.35×1019 m-3�����ڶ��l(f��)���������7m�L��������(d��o)���б����������������ڵ��x���w���ľ�ƽ���ܶȎ������L���ڶ�εČ���У����^�ˏ���������ע�����x���w���ľ�ƽ���ܶ��������ƺ�����������࣬�@�п����Ǐ�����7m�L��������(d��o)���б��������������y�����ڌ�(d��o)���е��|(zh��)���pʧ�s30%��
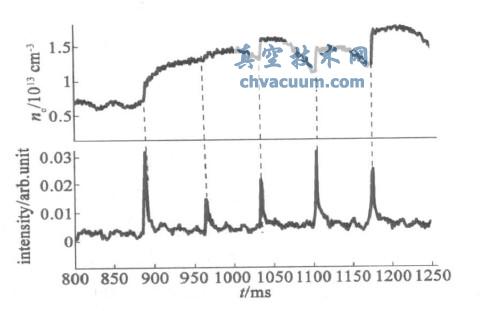
�D6��������(c��)����ע���ĵ��x���w���ľ�ƽ���ܶ�׃������
�����ڵ�17854#��늌���У�����ע����ٶ�200m/s��������ע�����x���w���ľ�ƽ���ܶ��������sne=1×1019 m-3������������(c��)ע��ͬ�Ӵ�С�ď������x���w���ľ�ƽ���ܶ��������sne=0.5×1019 m-3����D7��ʾ���ĈD�пɿ�����������(c��)����ע����Ч���ӵ��x���w���ľ�ƽ���ܶ�50%���ң����@����ˏ������Ч�ʡ�

�D7����������(c��)����ע���ƽ���ܶ��������^
4���Y(ji��)Փ
�������˫@�øߵļ���Ч�ʺ��_չ����S���c֮�P(gu��n)�����팍��HL-2A�b�������_չ�ˏ�����(c��)����ע�댍ȡ���˳������Y(ji��)���������@�N���M�ļ����ֶ�����Ч���ӵ��x���w�ܶȣ���ߏ������Ч�ʣ�Ŀǰ�����x���w���ľ����ƽ���ܶ���������s1.0×1019 m-3��
��������������У�������(c��)����ע����Еr���KijЩ����(sh��)���ܶȵĜy�����@�����c�����ٶȺͳߴ����P(gu��n)�⣬߀�c��늵��x���w����(sh��)���P(gu��n)�����ڶ�εď�����(c��)����ע�댍��У�����ע����ܶȵĜy��Ӱ��^С������������ע�뵽���x���w�еď���ע������^��͏����^С��ע������^�������ڏ����������|(zh��)�ش�돽����Ư�ƣ������^С��Ҫ�����ڏ�����7m�L��������(d��o)���б��������������飬���y�����ڌ�(d��o)���е��|(zh��)���pʧ�s30%��
���������״��_չ������(c��)����ע�댍��(d��o)�܃�(n��i)��������ע���ٶȴ�С���x��߀���Mһ��ͨ�^�����_������һ�����Mһ������ԓϵ�y(t��ng)����������(d��o)���ϰ��b�����\��ϵ�y(t��ng)���珗���|(zh��)���y�����ٶȜy���ȡ�