�{���y�y���;��ļӹ�
������B���{���y�Ȱٷֱ��y���;���Master Cam �е��L�ƣ����Ԅ����ɼӹ�����ķ�����
1������
��������ʽ�{���y�y���;��ǿ����������Ե���Ҫ���ء��y���;��п��_�������ԡ�ֱ���������ԡ����タ�������Ժ͵Ȱٷֱ��������Եȡ������ԵȰٷֱ��������ԅ������y��ӹ���������B��MasterCam X6 ܛ���M���ԄӾ��̼ӹ��y���;��ķ�������������aЧ�ʺ;��̵����_�ʡ�
2����ˇ����
2.1������D
�����Ȱٷֱ��y��( �D1) ë���ߴ�駶110mm ×30mm�����Ϟ�S32168���y��ӹ��r������צ���P�b�A������ԭ�c�O���Ҷ�������λ�á��ӹ��O�����FANUC 0i ϵ�y����܇����
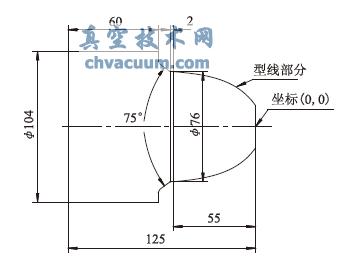
�D1 �y��
2.2�����D
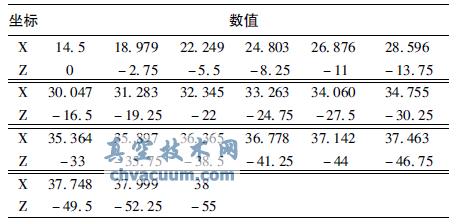
����(1) ���_Master Cam X6 ܛ�����x��ҕ�D�棬�x�������ˆ�V ҕ�D→A �˜�ҕ��→T �ҕ�D��Ȼ�D1 �L���y���;����x�������ˆ�C �L�D→S ����→M �քӮ�����������ݔ���y���;�����ֵ( ��1) ��Ȼ���L��75°���Ǻͧ�104mm ����A�����Ρ�
��1 �y���;�����ֵ
����(2) 2D �D���L����ɺ��M��ӹ��h�����x�������ˆ�M �C�����→L ܇��→D Ĭ�J��ϵ�y�M��ӹ��h����
����(3) ��“��������”�ІΓ����- Lathe DefaultMM ���cǰ��“+”̖����ԓ���cչ�_��Ȼ��Γ�“�����O��”���c��ϵ�y����“�C��Ⱥ�M����”��Ԓ��( �D2) ��
����(4) �O�ù����Π��“�C��Ⱥ�M����”��Ԓ���Stock �^���ІΓ�“����”���o��ϵ�y����“�C���M������- ����”��Ԓ��( �D3) ���ë���⏽���L�Ⱥ��c��“√”�_����

�D2 “�C��Ⱥ�M����”��Ԓ��

�D3 “�C���M������- ����”��Ԓ��
����(5) �x�������ˆ�T ����·��→R ��܇��ϵ�y����“ݔ����NC ���Q”��Ԓ��( �D4) ��ݔ���������ļ������Γ�“√”�_����ϵ�y����“���x�”��Ԓ��( �D5) ��

�D4 “ݔ����NC �ļ���”��Ԓ��

�D5 “���x�”��Ԓ��
����(6) ���x�ּӹ�݆������“���x�”��Ԓ���ІΓ�“���ִ�”���o��Ȼ���ڈD���������x�������D�ε�݆�������Γ�“√”�_����ϵ�y����“܇���ּӹ�����”��Ԓ��( �D6) ���x���܇���ߣ��O���M�o�ʡ��D�ٵȅ������Γ�“√”�_����
3���Y�Z
�����{���y�y��ĵȰٷֱ��;��ӹ���ʹ��MasterCam X6 ܛ�����̣��������ֹ���������˼ӹ����a��Ч�ʣ����ڈD�εķ���ӹ�����������a��ȫϵ�������ҽ������ֹ�ݔ�딵�����e�`�ʡ�Master Cam X6ܛ�����̞��{���y���A�{�������s���y���;��ӹ��ṩ�˷��㡢��ݺ͜ʴ_�Ĺ�ˇ̎����ʽ��






