��ȼ��ѭ�h�C�M�����y���Љ��ٟ��y�ļӹ��о�
1����헱���
����GE��˾�aƷGHQ01����ȼ��ѭ�h�C�M������GHQ01.301/306Z�����y���Љ��ٟ��y���״·��a�����졣ԓ���D���ļ��gҪ���Ҏ��ͬ�ҹ�˾Ҫ��ͬ������������⣬�����״�������Ҫ����ؼӹ���ԓ��������M��D�ӵ�Ҫ����Ҫ��Q��ˇ���w�����������ԇ�ӹ������ú����Ĺ�ˇ�ӹ����������ԣ���Ո����M���˼ӹ�ԇ��о���
2�����Ƶă���
����GHQ01�aƷ�е������y�U���{���y�U��������Ͳ�ȹ��������õIJ��Ͼ��ǸߜغϽ�GH901���ǵ��͵��y�ӹ����ϡ�
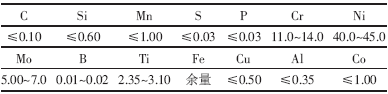
2.1��GH901�Ļ��W�ɷ�(Ҋ��1)
����GH901����Fe-43Ni-12Cr����w��������X���f�ȏ���Ԫ�صĊW���w�͕rЧӲ���Ͻ�ԓ�Ͻ���650�����¾����^�ߵ��������Ⱥͳ־Ï��ȣ�760�����¿����������ã��L��ʹ�ýM��������
��1 CH901���W�ɷ�
2.2��GH901�����W����
���������£����^ë�����ܟ�̎��֮��Rm≥1035N/mm2��Ӳ��HB302-388��
������������B/HJ813-2006��GH901�Ͻ��Ͳ�ë�����g�l������
2.3��GH901�ļӹ�����
����(1)���Ժá��g�Դӹ��g�ԏ����ߜ؏��ȸߣ������������ضȸߡ����ߵĵ���߅��ĥ�p�O����أ�������Ĝϼyĥ�pҲ�O�װl����
����(2)����Ԫ�غ����ߣ��ںϽ����γɴ�����ĥ�Ժ��Ľ���̼��������g�������Ӳ�|�c���������Џ��ҵIJ������á�
����(3)��м�cǰ����ճ�Y�F����أ��O�a���eм�����Ķ����ͼӹ������|���͵��ߵ��������ܣ�����������ɵ��߱���Ó�䡣
����(4)�����Բ����ϵ���s��45䓵�1/2��1/5���������ضȸߣ��������ڸߜ���ĥ�p���أ�������ʧ�������ܡ�
����(5)��м���������۔࣬���װl���p�@�����͵��ߣ��Ķ�����������nj����]������]��м�Ŀӹ����Д�ȣ����������м�������Ķ����ͼӹ������|���ͮa�����ЬF��
2.4�������ļӹ��y�c
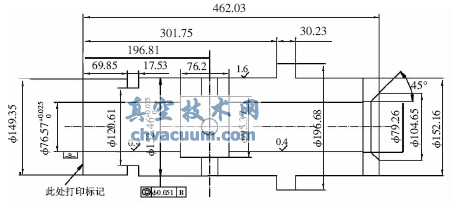
����������Ͳ���ȿ��@���M�ӹ����^���y�������@�^�IJ����x���m��ֱ�������P�I�����⣬Ҫ�ṩ�ȿ��M�U���B�m�M���y���^��
�����������{���y�U���B�m܇����A�����C���õı���❍�Ⱥ�ֱ���ȣ���ֹ׃�����^���������y�c��
3�������c
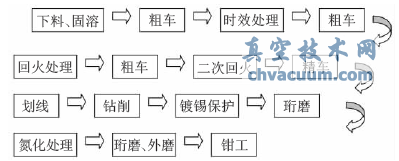
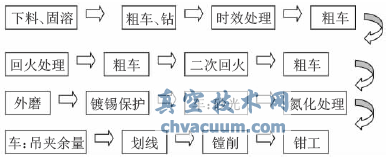
�������ڲ��|GH901���������|���B����Ⱥܜ\�����������Sȥ�����١���Ͳ���y�U����׃���ҹ�˾��������ij���ˇ�ӹ�ģʽ��ȥ�����ڵ���֮��ľ�ĥ����ͬ�r߀Ҫ���C�D�ӵļ��gҪ��
4����ˇԇ�ļ��g����
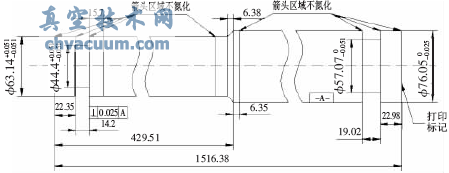
����������Ͳ��Ҫ����D1��
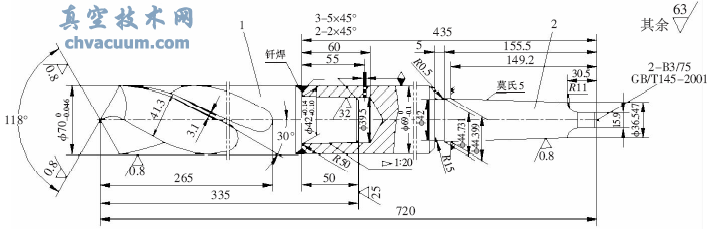
������ˇ������D2��
������Ҫ�y���ڹ���̎��֮��Ĵ�܇����ˇҪ�����£���܇��A�����桢���L��ÿ����3mm�������ȿ�܇����70��
��������������
������������>4mm�r��f=0.1mm/r��ap<0.5mm��v=0.642m/s;
����0.5mm<��������<4mm�r��f=0.1mm/r��ap<0.2mm��v=0.642m/s;
������������<0.50mm�r��f=0.1mm/r��ap<0.10mm��v=0.642m/s��
�������ڲ��Ϻ��y�ӹ����҂��x�����X������@�^����55���L�@2501-828����70���L�@2501-789��
�����Y����D3��
���������X������@�^�ӹ����������ϵ��@�^�ӹ�형������C��ԓ�aƷ����ӹ���
������Aĥ���ӹ�������
����vɰ݆=35m/s��ap=0.01��0.05mm��v����=0.333��0.667m/s��
�����������{���y�U��Ҫ����D4��
������ˇ������D5��
�����������ԓ����܇���ӹ��������������܇��������׃�����ȡ���܇������P1H-AL-0900��4.1.1.3�l�z�飬�z���y�U��ƫ�IJ���ӛ䛡��Զ������ʣ�ÿӢ������ƫ����0.10mmTIR�ԃȡ��^�ȵ�ƫ�ı��ͨ�^�ӹ�У������܇������P1H-AL-0900��4.1.1.11�l�z�飬�y�U����ƫ��ÿӢ�߲����S���^0.0508mmTIR��
��������������
������������>0.5mm�r��f=0.1mm/r��ap<0.20mm��v=0.642m/s
����0.5mm>��������>0.2mm�r��f=0.1mm/r��ap<0.10mm��v=0.642m/s
������������<0.2mm�r��f=0.1mm/r��ap<0.05mm��v=0.642m/s
�����B��ǰĥ��������
����vɰ݆=35m/s��ap=0.01��0.05mm��v����=0.333��0.667m/s��
������ÿ������֮���������ִ�ֱ�Ғ��ڴ�ż��ϡ��ڹ������D�\���ڲ�ͬ�S��֮�g�\ݔ�r���������D�\���ߡ��@Щ�ֶο�����Ч�ر�����a������Ҫ��׃�Ρ�
�������^ԇ�ӹ�����ȫ�M���ˈD�ӵļ��gҪ���C��ԓ��ˇ�����dzɹ��ġ�
5��������
���������˺��Ό��õ��O����ߣ��ӹ����y�ӹ���
�����غϽ����GH901�y�U����Ͳ�����C�˹����ľ���Ҫ���L�@���Ãr������ć��a�X����䓲���W6Mo5Cr4V2Al��܇�����Ç��a��̖YG8/YG813�������������Ч���ֽ����˳ɱ���Ч���@�������������Ͳ���M��Ч�ʣ��҂�Ӌ�������ƏV��������M�q����ģʽ���ø����M���^�ӹ��ȿף��ӹ�Ч�ʿ����Mһ����ߡ�





