����ú�⻯�b���i���y��Ҋ���Ϸ�������Q����
��������SCGP(����CoalGasificationProcess)��ú�ۼӉ��⻯�������g���Ǻ��m���ƹ�˾��1972�������_�l��1993�ꌍ�F���I�����a��һ�N���Mú�⻯���g��ԓ���g����ú�N�m�������V��ú�⻯Ч�ʸߣ��\�������L���Πt���a�����h����ȾС�ȃ��c��Ŀǰ�������ж�ʮ�����I����ԓ���g���քe���a��⡢�ϳɰ��ͼ״��ȡ�
�����i���y�ǚ���ú�⻯�b�����P�I�ăx�������y�������p�y�����ơ��i���y��Ҫ������U1200��Ԫݔ��ú�۵�ú�i���y������U1400��Ԫ���������i���y������U1500��Ԫݔ�ҵĻ��i���y��Ҋ�D1���ښ���ú�⻯�b�������i���y���F���ϣ�ú��ݔ�����⻯�t�У���⻯�t������S1501��S1511���x���ĻҲ��ܼ��r�ų����͕�����b�ò��������\�У������b��ͣ܇�����ԣ��i���y�������_�P���b��ƽ���������\�еı��ϡ�
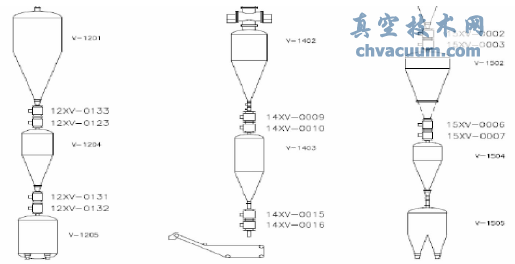
�D1 �i���y�ֲ�
1���i���y�Y������
�����ڇ��ȱ�����Ú���ú�⻯���g����I�У������ڽ��O���ڣ����ț]�К����J�Cָ�����i���y��؛�̣����ԣ��i���yȫ���Dz����M�ڵ��y�T�����⽛�^�����J�Cָ���Ĺ�؛��Ҳֻ�Ѓɼң���EagleBurgmann��Argus/Fiowserve(���QEB��Argus)���������К���ú�⻯�b���е��i���y�����@�ɼҵĮaƷ��
�����i���y�ĽY�����H����һ�N�_�P���y���й̶������y���������y�ɷN���̶����y��EB���a���������y��Argus���a��Ҋ�D2�D3����^�e���ڹ̶����y�y������֧���S�����������y�]�С����ܷ���ʽ����ܛ�ܷ�ͽ����ܷ�(Ӳ�ܷ�)���i���y���õ��ǽ����ܷ����y�����ڿ��]���w���ϵě_ˢ��ĥ�p���}���y���y�����涼��ȡ�����ه�Ϳ��Ӳ�|�Ͻ���ϣ�����Ӳ��̎�����i���y��й©�ȼ���Class�������i���y���P�]�����0.3��0.4MPa���i���y�IJ��|Ҋ��1��
��1 �i���y���|

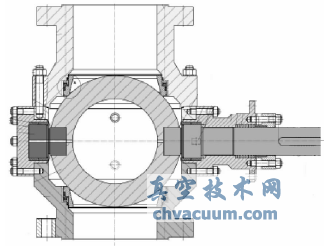
�D2 �̶����i���y
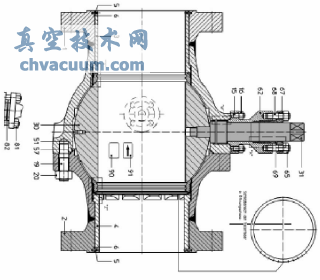
�D3 �������i���y
���������찲��������˾�x�õ��i���y��Ar-gus�ĮaƷ����Ҫ�Ǹ������y�������µĽY���OӋ���c��
����a.����ȫͨ��������ͷ��o��OӋ��ͨ���A��ƽ��������ͨ�����M���ܱ��C���|���e����ͬ�r�M��ͨ���������ӱ��o�ӣ��͛_ˢ��
����b.�y�U���÷��m����Ó���Y���OӋ�����ҽY���OӋ�_���y�Uֻ�����y�T���]Ť�أ��y�T�����˸������OӋ�����|��������֧�����Г���ʹ�y�U��������r�����ƣ��_���y�U�܉��L�ڿɿ��ع�����
����c.�����p�y���p���ܷ��OӋ���M�ڶ��y�����ڶ��y�T��ͬ�r�ܷ⣬�_�����y�T���ܷ����ܡ�ǰ���y�������yǰ�ܷ���ʽ������y�������y���ܷ���ʽ����ʹǰ���y���ܷ�ʧЧ������y��������Ч�����ܷ⣬Ҳ�M���ܵpС�˸߉������w���ܷ�����γɵĸ��ܷ�ȉ����������y�T�IJ���Ť�ء�
����d.�y���ܷ���ɂȲ��ùε�ʽ�Y���OӋ��ʹ���w���y�����_�P�^�̾������坍���ܣ���Ч��ֹ���w���y���gú�۵ķe����ճ�����_���y�T����형��B�m�������衣
����f.������ǻ�Ԅ�ж�����ܽY���OӋ�����y�T�P�]���yǻ�ȉ��������P�]�����r�����Ԅ�ж���������͵�һ�ȣ���ֹ����ǻ�Į������������C���y�T�������]��
2���i���y���F�ij�Ҋ���ϡ�ԭ��Q����
2.1���p�y�_�����y����
�������ϬF�����b���{ԇ�_܇���ڣ��������F�p�y���Ƶ��i���y�_�����y����������������Ӱ����_܇������M�С�
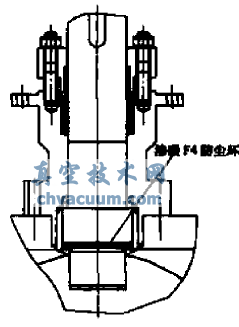
����ԭ��������b���в����p�y���Ƶ�Ŀ�����ڴ_���y�T�P�ø�������Ч���x�����á������O�䰲ȫ�Ŀ��]���OӋ�p�y���_���l�����yǰ��≤0.35MPa���y�T�S�Ұ����OӋ�P�]�����x����ЙC�����p�y���B�Ӱ��b���y�c�y֮�g����һ���Ŀ�ǻ�����p�y�P�]���ǻ�ȕ��������ǻ�ȵĉ����c���O��V1204��V1205�ȉ����ĉ������0.35MPa�r�y�T�ͳ��F���������_�P����Q�����������y�w��ԭ�еĴ��߿ڣ������y�y�w�ϵĴ��߿�����һ��1/2″�����B�ӵ�V1205�O���ϣ����y��ǻ�ȵĉ����cV1205����ƽ������y�T���������_�P������Ҋ�D4��
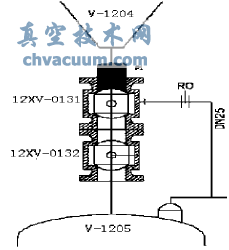
�D4 ���M����܈D
2.2���y�U��������
�������ϬF�����b���������a�^���У��i���y�\��һ�������ں��y�T�����F���_���P���˵ĬF�z����ЙC��һ�о����������y�T�����_�P���ˣ��e��U1500��Ԫ��ݔ���i���y�����׳��F�@һ�F��U1200��Ԫ���i���yҪ��һЩ��U1400��Ԫ�������i���y��Ҋ��
����ԭ����������y�U���ܷ�Y���ρ�������Ҋ�D5���y�U���ܷ��������ܷ⣬�����ܷ�֮�g�y�U�c�S����һ�g϶ǻ�����ܷ������|��й�����ܷ����m�h����ֹ�҉m�M���g϶ǻ���y�U������ԭ�������ܷ���m�h���ܓ�ס�O���Ļһ�ú�ۣ��һ�ú���M�����y�U�c�S���g϶ǻ��һ�����\�����ںһ�ú���ܳ�Ӳ�������y�U�������y�T���������_�P��U1500��Ԫ�����F��ԭ���ǣ��ϳɚ��з��x���Ļ�����ڵ͘�̖��ˮ�࣬�ܳ��������Ӳ�������y�U��
�D5 �y�U�Y���D
������Q���������S���в��_һ��3��4mm��ͨ�ף���������_һ��1/4NPT�ij��ף�ͨ�뵪�⣬ʹ�S���g϶ǻ�ȉ��������y�w�ȉ������������y�w�����ӣ���ֹ�һ�ú���M���S�׃ȣ���Q���y�U�����Ć��}��Ҋ�D6��
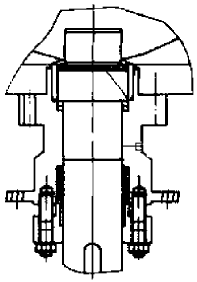
�D6 ���M���y�U
2.3���y�w�_ˢ��ĥ�p�Ĺ���
�������ϬF�����i���y�\���^���У��l������صĹ��Ϟ��y�w�_ˢĥ�p�����|��й���@һ������Ҫ�l����U1200��Ԫ��ú���i���y�У��������{�b�õ������\�У�Ҋ�D7��

�D7 �y�w�_ˢĥ�pʾ��
����ԭ�������һ���y�T�ڸ߉���B���_�P���^���У�ú���M�����yǻ�Ⱥ������y����棬�������y�����D��Ħ����;����ú���M�����S�׃ȣ�Ҳ�������y�U���D��Ħ�������@�ɂ�ԭ�����������������y�T�_�P����λ��ú���M���yǻ�γɸ���ú�������B���_ˢĥ�p�y�w����Q�������S�r�z���y���_�P������r���l�F�y�T�_�P׃����λ����Ҫ���r���Q�y�T��
����ͬ�r����ȡ�˼Ӵ��������Ĵ�ʩ������ԭ�е��y�T����ߚ�Ě�Դ�����ԼӴ�������;�����²�ُ���y�T������P�]����͚�Ŵ��ԼӴ�������(�P�]�����0.35MPa�ᵽ0.6MPa���Ŵ���1.25�ᵽ1.75��)��
2.4���y���y���ܷ���p�Ĺ���
�������ϬF���y�T���\��һ�Εr�g�a���˃�©�F��z�y�T�l�F�ܷ�����ؓp�ģ�Ҋ�D8��
����ԭ��������y���c�y�����_�P�^���У�ú���w�����������y���c�y�����ܷ����g���γ�й©ͨ���������ܷ���ʧЧ��й©�Mһ���lչ�����y���ϲ��ĵ͉����γɸ���ú�������B�_ˢĥ�p�ܷ��档
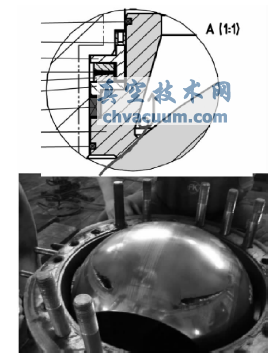
�D8 �y��_ˢʾ��
������Q�������S�r�z���y�T�Ƿ��Ѓ�©�γ�(�Ѓ�©��Ԓ�����@�н��|��������)������е�Ԓ�����r���Q�y�T�����⣬Ҫ�°��b�ھ��\�е��y�Tǰ��һ��Ҫ��й©ԇ����й©��һ�����������ھ��\�С�
3�����a�i���y��
�����S������ú�⻯���g�����M�������ж���y�T�S���аl���a���m�Ϛ���ú�⻯�b��ʹ�õ��i���y�������ڇ��ȶ�������ú�⻯�b�õ���I�Б��ã���ʹ�õ�Ч��������߀���e�������찲��������˾��2009��8���_ʼԇ���Ϻ��_�Sϲ���a���i���y���Ўׂ��y�TͶ�õ��F�����Ѓ�����ˣ�߀δ���F���}���_�P�����`�����������\�������ρ���߀Ҫ���M���y�L���f������߀Ҫ�����M���y�����a�i���y�đ��óɹ����������I�ľS�o�M�ã������a�i���y�r��Ҫ���M���y���˺ܶ࣬�H���M���y�r��1/3��һ�c�����a�i���y�ĽY���ǹ̶����y�����������Ϻ��_�Sϲ���Ϻ���ʢ��Ŀǰ�@�ɼ���I�ѽ��@���˚��Ƶ��J�C���ɞ��˺ϸ�Ĺ�؛�̣����ӿ��ˇ��a�i���y�V�����õ��M�̡�
4���Y���Z
�����ڌ��H�\���^���У��i���y�����F���^��Ć��}����Q�@Щ���}���DZ��C�b�÷����\�е��P�I�������a�^���нY�Ϲ�ˇ�l���M�з������J���˽�������i���y�Y�������c�������i���y��Ҋ�Ĺ����\��ͽ�Q����;������ُ�i���y�Ă��;���ڌ��yǻ�Ȳ��M�д���;���ճ�Ѳ�z���Pע�挍�yλ���_�P�ٶȡ�






