��ú�ۚ⻯�b�����i���y���OӋ
1������
������ú�⻯����A����Դ������ϵ�y���ڳɞ����緶���ȸ�Ч���坍���������_�l������ú̿�ğ��c���g����Ҫ�lչ����ú�ۚ⻯�ļ��g�P�I���ڸ�ú�۵ļӉ��M�ϣ��F��һ����õ���ú���g�������ͼӉ����B�m�M�ϵİ��B�mʽ��ú��ˇ��ú�۵��M��ͨ�^�����϶��������϶�֮�g���i���y��ƽ���y�����Եĸ��x���Bͨ���F�������i���y���gҪ��ߣ�λ���P�I���҇����ڸ�ú�ۼӉ��⻯�b�þ������M���i���y�����ǣ��M���y�T�r���F�����������L����������������r���l�����ϕ���ɆΠtͣ܇���@�N�y�T������a����
2�����r���c
�����i���yݔ�͵Ľ��|��N2+ú�ۻ�CO2+ú�ۣ�ԓ�y�_�P�l�����M�����ڼ��y�T�_�P�l�ʼs30minһ�Ρ��y�TҪ���p���ܷ⣬������ͷ�����p�����ӷ������r��Ҫ�_��FCI70-2V���ܷ�Ҫ���y�T�ȼ��������IJ��ϑ����]���w�w�����|�ě_�������g��ĥ�g���y�T���]�ٶȿ죬��“ȫ�_→ȫ�P”��“ȫ�P→ȫ�_”�ĕr�g��3~8s�����_���y�T������λ���i���y�Ĺ��Qͨ��һ��≥NPS8�����Q����≥600�������ڸ߉����|�������£����y�T�ܷ�����γ��^����ܷ�ȉ���ͬ�r���y�T�ڸ߉����]��ú�۽��|��Ħ�������^����������y�T���裬����y�T���H�_������Ҫ�h�h����һ�����w���|����ͬ�����µ����ء�
3���Y���OӋ
�����i���yһ����õ���ȫͨ������Ӳ�ܷ�̶�ʽ���y����ӈ��ЙC����(�D1)���y�w����ȫͨ����Ƭʽ�����|��ASTMA216-WCB�����r�ߏ����p��P�S31803��ĥ�ס��y���鏗�Խ����ܷ��p�y���������yǰ�y���ܷ⣬�ɂ��y�����ܪ����Д��M�ڶ˽��|�����F�p���ܡ����Խ����y���鏗�ɼ��d�A�oʽ�OӋ�����Ի֏ͺ��a���L���_�P�y�T�ij�Ҏĥ�p���y�w�Ȳ��ĸߜ؟�����Û���͜ؿsС�������͕r���C�ܷ�Ŀɿ��ԡ���ʹ�����cú�۸��x������ú�۵ij��eʹ���ɿ���ʧЧ���_�������L����Ч�ع������O��������ʯī�ܷ�Ȧ�cO��Ȧ�p���ܷⷽʽ��
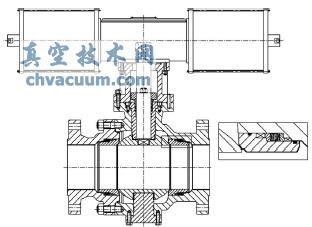
�D1 �i���y
�����y�U���÷��m���������OӋ�����ҽY���OӋ�_���y�Uֻ�����y�T���]���أ����|���������ϡ���֧���S�Г���ʹ�y�U��������r�õ����ƣ����C�y�U�܉��L�ڿɿ��ع��������w���y�������Թ���ʽ�Y�����Ɍ����w���挍�F���坍����ֹ�����������ϵ�ú��Ƕ���ܷ��棬���C���y�T���ܷ��Լ��L�ò����ԡ���ȡ�Ӵ��ߙC�����k����ֹú�����y�T��ǻ�ۼ����������y�T�D�ӕr��������ס��
�������w���y���Ļ��Ğ��p��P�ASTMA182-F51���ܷ�����������Ç���懻��Ͻ�ķ�ʽ�����ӱ���Ӳ�ȿ��_��55~60HRC��ʹ�y�T��ĥ�ԡ����_�g�Ϳ��D���������������w���̶��S���˳���Ť�D���ȼ����|�����⣬߀�ܵ�ú�۵�ĥ�g��������c�����S�еĽ��|�懊��Ӳ�|�Ͻ𣬲����ôȴ����صĚ�ӈ��ЙC����
4���OӋӋ��
�������˱��C�y�T���ܷ����ܡ����]����형����L����ʹ�ã����i���y���ܷ�ȉ�������_�����غ��y�UŤ�D�����M��Ӌ���У�ˡ�
����(1)�ܷ�ȉ�
�����ܷ�Y�����yǰ�y���ܷ⣬�p�y���p���ܷ⡣�ܷ�ȉ�q��
����ʽ�� DJH——�y���c�y�w�����Ͳ�⏽��mm
����DMN——�y���ܷ���ȏ���mm
����DMW——�y���ܷ����⏽��mm
����R——���w�돽��mm
����h——�ܷ���ͶӰ���ȣ�mm
����φ——�ܷ����о��cͨ���S����A�ǣ�(°)
����qMF——�ܷ����횱ȉ���MPa
����[q]——�ܷ����S�ñȉ���MPa
����p——�OӋ������MPa
����qMF<q<[q]����ϸ�
����(2)����_������
�����i���y̎���P�]��B����������������_��˲�gŤ�������Ť��MF��
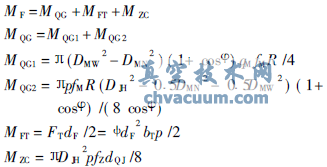
����ʽ�� MF——����_�����أ�N•mm
����MQG——���w�c�y���ܷ����g��Ħ�����أ�N•mm
����MQG1——�y�������w���A�o���a����Ħ�����أ�N•mm
����MQG2——���|�Ĺ��������a����Ħ�����أ�N•mm
����MFT——�����c�y�U�g��Ħ�����أ�N•mm
����MZC——�S�Юa����Ħ�����أ�N•mm
����qM——���w��С�A�o�ȉ���MPa
����fM——���w�c�y���ܷ����g��Ħ����
����fZ——�S��Ħ����
����FT——�y�U�c����Ħ������N
����dF——�y�U�c���Ͻ��|����ֱ����mm
����ψ——ϵ��
����bT——���ό��ȣ�mm
����dQJ——�S���c֧���S���|����ֱ����mm
����(3)�y�UŤ�D����
�����OӋ�r�y�U����e��Сֵ�����y�U픲��c��ӈ��ЙC���B��̎������ԓֱ̎��d1�M��У�ˡ�
����ʽ�� MM——�y�T����_��Ť��MF��2�����ӈ��ЙC�������ݔ��Ť�أ�N•mm
����[τN]——���ϵ��S��Ť������MPa
����ωS——����d1�Ŀ��D�ؔ���ϵ����mm3
5���Y�Z
�����i���y�ڸ�ú�ۚ⻯�b����ʹ�ú��ܷ��������ã����]형�������ס�˿��̹��r�l���Ŀ������M����ʹ��Ҫ���Ç��a�y�T���ȿ�����Ч�ر����b�õķ����\�У��ֿ��Խ������a�ɱ���������aЧ�ʡ�
�����īI
����[1]�����.�����y�T�OӋ�փ���2��1M2.�������Cе���I�����磬2007.
����[2]�S��ɭ�����|����������.��Ҏģú�⻯���g1M2.���������W���I�����磬2006.







