ij��������������ʹ��T���m���ӷ���ģ�M�c����
�������T���m��ijֱ��17m��������������P�I�������䄂������ֱ��Ӱ푵�����������ܷ�Ч���������ԡ�ᘌ���������������y��ʽ���m�ӹ��������y�����IJ����^�ࡢ�Y�������^��Ȇ��}�������һ�N���͵ķ��m�Y����ʽ�������ͷ��m�����ӹ�ˇ������Y���������^��Ӱ푣�ͨ�^����Ԫģ�M�˴��T���m�ăɷN���ӷ�������������đ�����׃���M���˷������Ķ����x�����ӷ������ú��ӷ�����������׃������18.3mm���ɗl���p������������քe��210��270MPa��
����ijֱ��17m����ʽ�������������Ҫ���ڴ��ͺ������Ŀ��g�h��ģ�Mԇ�����طN���������O�䡣���T���m�dz�������������P�I�������Ɍ��F���^�cͲ�w�Č�����ϼ�����ܷ⡣Ŀǰ��߀�]�Ќ��Tᘌ�����������OӋ�˜ʣ����OӋͨ�����Չ��������OӋ�˜��M�С��������������õ��OӋ�˜��Ѓɴ��һ�N�ǰ�Ҏ���M���OӋ���Q��“��Ҏ�OӋ”����һ�N�ǰ����������OӋ���Q��“�����OӋ”�����oՓ�ķN�OӋ�˜ʣ���δ����������Ĵ��T���m�Y���������wҎ����ͨ��������������T���m�Ă��y��ʽ����i���m����Ҫ���ӹ������������^�������w����Ҳ�^��S���������Ͳ�wֱ���������T���m�ļӹ�����Խ��Խ���y�����ĵIJ���Ҳ�S֮���ࣻ��һ���棬���T���m�c���^���w�B��̎���ڽY�����B�m�����≺���������^������T���m�Ą������Ԍ�ֱ��Ӱ푵�����ܷ�Ч���ͽY�������ԡ���ˣ�����ᘌ�������������OӋһ�N�߄��ȡ��p�����Ĵ��T���m�Y����
�������⣬���ڳ�������������������w�ߴ��^���T���m�c���^���ӕr�ĺ��ӑ�����׃�ο���ʮ����Ҫ�������^���е��c���Դ�ӟᣬ���ڱ����������γɲ�����ضȈ���ʹ���p��������ĸ�Ľ��ٷǾ�����Û���տs���Ķ��a�����Ӛ������������������������ĺ��Ӛ���׃�Σ��@�N׃���Dz�����ġ����ڴ��T���m�����Ӛ���׃�Ό�ֱ��Ӱ푵��亸��ļӹ����ܷ��ԡ���ˣ���ռ��g�W(http://shengya888.com/)�J�錦��������������T���m�ĺ��ӷ����M��ģ�M������ʮ�ֱ�Ҫ�ġ�
�����������һ�N�p�߄��ȴ��T���m�Y������ij����������������ˌ����m�c���^�ĺ��ӷ����M���о�����������Ԫܛ���������^���M����ģ�M����������đ�����׃���M���˷������Ķ����x���m���ĺ��ӷ�����
1�����ͳ����m�Y��
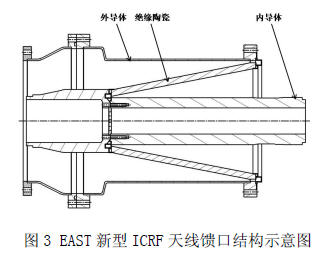
����ij�����Ϳ��g�h��ģ�M����ʽ�������Ͳ�wֱ���_17m����ԓ�����OӋ���^���T���m�������Â��y�ĸߏ����m�Y����ʽ�����m���w��250mm ��IJ��P�呼�����ӹ�������^���y�����ڷ��m�c���^���w�B��̎�������@�IJ��B�m�Y���������@�����¾ֲ����F�^������Ӱ����w���ȡ���ˣ��OӋһ�N���͵Ŀ��ķ��m�Y����ʽ�������P�呼��ĺ�ȜpС��120mm�����������������y�ȶ��ҹ��s�˲��ϣ�ͬ�r�ڷ��m���c���^���w�g���O̼�Ȧ���Լӏ����w���Ȳ����ƽY�����B�m̎�đ�����B�����ͷ��m�Y����D1��ʾ��
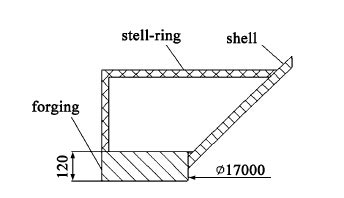
�D1�����ͳ����m�Y����ʽ
2�����m���ӹ�ˇģ�M�c����
����2.1����Փ��������������
����Ŀǰ���Ꮧ���Է�����Փ���о����ӑ�����׃�Ά��}�Б��ñ��^�V�����Ꮧ���Է�����ͨ�^��ۙ�ᑪ׃�О��Ӌ��ᑪ���͑�׃�ģ�ԓ������Ҫ��������ԪӋ�㷽����Ӌ��C�ό��F�����о����ڟᏗ������Փ����������Ԫܛ��MSC.Marc��Ӌ��C�ό��F�����ӑ�����׃�ε�ģ�MӋ�㡣�����w�e��V������e��Γ ���B�m���|����������ַ��̞�

����ʽ�У�T ��ضȣ�T/xj��ض��ݶȣ�λij��ጧ�ʏ���������Q ���λ�w�e�ğ������ʣ�ρ���|���ܶȣ�c��ȟ��ݣ�t��r�g��
3���YՓ
��������ᘌ�ij��������������y��ʽ���m�ӹ��������y�����IJ����^�ࡢ�Y�������^��Ȇ��}�������һ�N���͵ķ��m�Y����ʽ��ͨ�^����Ԫģ�M�˴��T���m�Y���ĺ����^�̣��ó����½YՓ��
����(1)���ڴ��T���m�Y�����ɷN���ӷ����£����p2�ĺ���v����������ֵˮƽ�ӽ�270MPa�����p1�ĺ���v����������ֵ�s��210MPa��������ֵ�IJ�e�����ں��p̎���Π����£�
����(2)���ڴ��T���m�Y��������v����������Ҏ�������@���ɷN���ӷ����У����ӷ������ڽY���ĺ������c׃�ο����σ��ں��ӷ�����������]���ú��ӷ�����
����(3)�����^��Ě��������������m�Y��׃�Σ����Ժ������ȡ��Ҫ����������������ʩ��