�ߜرÙCе�ܷ�ʧЧ�����c���M
����P-101����EO/EG�b�÷���������Һˮ�ã���8×15SVH�͆μ��ұ�ʽ�x�ıã�Ͷ�a�ԁ����Cе�ܷ�ʧЧ�l�����\������ƽ����1�������ҡ�����ڙz���^���Ќ�ԓ�C������M���˷���������ȡ�������ĸ����ʩ��
һ���ö˙C�⼰�_ϴϵ�y
����ԓ�ò��Æζ��桢���bʽ���߱����͙Cе�ܷ⣬�ӡ��o�h���|�քe��̼���u��ʯī����֬���ܷ�Ȧ������z“O”��Ȧ��
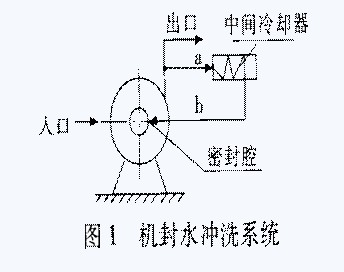
�����ܷ������Ãț_ϴ��ʽ����D1��ʾ���ıó��ڹܾ������ĸߜأ�264��C��ˮ�����g��s����s��ע���ܷ�ǻ�����ܷ�����M�Л_ϴ��s��
�����C������\��
1�����ϬF��
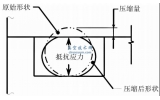
�����C�ⲿ����z�l�F��Ҫ���ϬF���ǣ�(1)�ӡ��o�h“O”���ܷ�ȦʧЧ���ϻ�׃Ӳ��“O”�ν�����׃�ɷ��Σ�(2)�o�hʧЧ���ܷ���汻ҧ�g���F���Ǡ���E��(3)�a���hĥ�p��(4)�a���h����ʧЧ��ʧȥ�a�����á�
2��ʧЧ����
��������ԭ������������ܷ�_ϴϵ�y���چ��}���ܷ�ǻ�ض��^������əCе�ܷ��l��ʧЧ����Ҫԭ��
(1)�Cе�ܷ�_ϴϵ�y����
������D1��ʾ��ԭ�OӋ�ęCе�ܷ���_ϴϵ�y����ԓ�ó���������ˮ���^��s���������ܷ�ǻ���C������M�Л_ϴ�� ����Ӌ�㣬�_ϴҺ�����P<0�����ܷ�_ϴϵ�y���H����_ϴ�� ���Mһ����C���ڬF���M���ˌ��H�y�������Д��ܷ�_ϴҺ�����Üy�x�քe�����g��s���ɂȵ��ܷ�_ϴ�ܾ�����a�� b���c�M�МضȜy����a�c�Ĝض���85.7�棬 b�c�Ĝض���135.2�棬�ز��_50�����ң��C��Һ�w�����ܷ�ǻ���Q�����Q�������ó��ڣ����ܷ�_ϴҺ��������
(2)�ț_ϴʧЧ����o�hҧ�g
�����ț_ϴҺ���ܷ�����_ϴ����������s���ã��_ϴҺ���������0.05 ~0.1 MPa��������3~4.6m/s�����ȡ��ț_ϴʧЧ���C�������ҺĦ�������|�ȵ��w����Y���M��Ħ�����棬�Mһ���ӄ������ĥ�p���a���^�ߵ�Ħ������o����Ч���ߣ���əC���o�h������ض��^�߶����F����ҧ�g�F���Cе�ܷ�й©��
(3)�ܷ�ǻ�ضȸ�����ܷ�Ȧ�ϻ�׃��
���������ܷ�_ϴϵ�yʧȥ���ã��ܷ�_ϴҺ�������ܷ�ǻ�Ƚ��|�ضȵ��ڲ����ض�264�棩�����^�����z“O”���ܷ�Ȧ��ʹ�Üضȷ�����-60 ~260�� )������ܷ�Ȧ�ܿ��ϻ��c����׃�Σ��Cе�ܷ�й©��
�����Cе�ܷ�ĸ����ʩ
����1����D2��ʾ����ԓ����߅��P- 102A�õij������˜ضȞ�85�桢������3.2MPa�����{����ˮ���ܷ�ǻ�M����_ϴ���P�]ԭ�����ԛ_ϴ�ܾ����Խ����ܷ�ǻ�ضȲ���ߛ_ϴҺ������3.2Mpa��
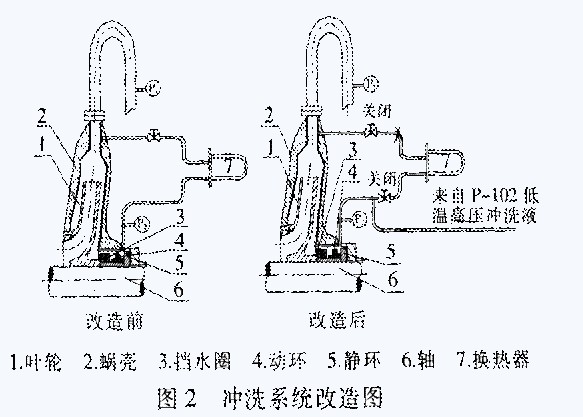
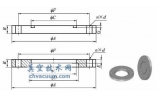
����2����D3��ʾ�����~݆���_�Ă���8mm��ƽ��ף��ڽ����~݆������ͬ�r��ƽ���S�������ã����õ��ݷeЧ�ʓpʧ���ӡ����^���㣬ƽ���й©���s���OӋ������2%~5%��ʹ�ܷ�ǻ�ȉ���������0.1 MPa���ң�ʹ�_ϴҺ�����p=0.6MPa ��
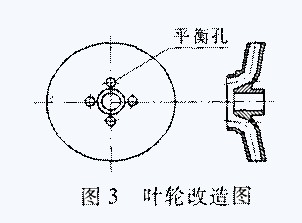
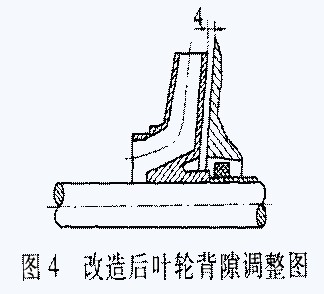
����3����D4��ʾ�����˜p���~݆�����_ƽ������ݷeЧ�ʵ�Ӱ푣��{���~݆�����׳ߴ磬���~݆�ı�϶��10mm�p��4mm���Mһ�������~݆���ȉ�������ߛ_ϴҺ���
����4�����M�õIJ������E���������|�͛_ϴҺ֮�g�ز�ܴ��ȴ��_�ܷ�_ϴҺ��ʹ�_ϴҺ�����_��3. 2MPa���ٰ����E���ӱã��Է�ֹ�ܷ�Ԫ�����伱������ѡ�
�ġ�Ч��
�����������Cе�ܷ��_ϴϵ�y��Ͷ���\���ԁ��ܷ�ǻ����ضȞ�85�棬�����ڸ���ǰ��135.2�� ;�������@ʾ�ܷ�ǻ��_ϴҺ����3.2MPa������ʹ��Ҫ��4���ºC���ж�z�飬���ܷ�Ԫ����ßo�p������C���ѷ����\��16���£���ˇ���������ԺͿɿ��Դ����ߡ��ܷ�_ϴϵ�y�����ȡ���˝M���Ч�����������b�ð�ȫ���a��һ���[���������˿��^�Ľ���Ч�档