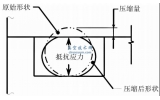
��������ӵĹ���ԭ�������c(di��n)
������������ӵĹ���ԭ���ǣ�����l���£�����Ә��аl(f��)���������ڸ�늉�(ͨ����20��300kV)�����£�ͨ�^늴��R�۽��ɸ������ܶȵ����������(d��ng)������Z�������r(sh��)����ӵĄ�(d��ng)���D(zhu��n)������ܣ����^(q��)�ľֲ��ضȿ����E����6000�����ϡ�ʹ�������Ͼֲ��ۻ���(sh��)�F(xi��n)���ӡ�
������������c(di��n)
�ټӟṦ���ܶȴ�
������������ʞ������������늉��ij˷e����������ʿɏĎ�ʮkW��һ��kW���ϡ����������(��Q���c(di��n))�Ĺ��ʿ��_(d��)106��108W/cm2����늻������ܶȼs��100��1000������������������ܶȴӟἯ�С���Ч�ʸߡ��γ���ͬ���p���^��Ҫ�ğ�ݔ����С�������m�����y�۽��ټ��������ԏ�(qi��ng)�Ľ��ٲ��ϵĺ��ӡ����Һ���׃��С���Ɍ�(du��)���ӹ��������M(j��n)�к��ӡ�
�ں��p�����ی���(�����)��
������ͨ늻����������ی��Ⱥ��y���^2������������ӵı�ֵ�ɸ��_(d��)20���ϣ�������������������ô����������(du��)����䓰��M(j��n)�в��_�¿ڵĆ��溸���Ķ��������˺�庸�ӵļ��g(sh��)��(j��ng)��(j��)ָ��(bi��o)��Ŀǰ��������溸�ӵ����䓰��ȳ��^��100 mm������(du��)�X�Ͻ�����������������ѳ��^300mm��
���۳��܇���ռ��ȸ�
���������������������նȞ�10-2�� 10-4Pa����խh(hu��n)�����M(j��n)�еġ��������w�������ڵ����͵���Ҫ�ȼ��Ȟ�99.99%�Ě��߀Ҫ�َװٱ����ң����������������ں��p���ٵ�������Ⱦ���}�������e�m�˺��ӻ��W(xu��)��ԏ�(qi��ng)�����ȸߺ����ۻ��ض��O�ױ������Ⱦ(�l(f��)������)�Ľ��١����X���䆡��f���ߏ�(qi��ng)��䓡��ߺϽ���Լ����P䓵ȡ��@�N���ӷ���߀�m���ڸ����c(di��n)���٣����M(j��n)���u—�u���ӡ�
���������������������Ճ�(n��i)�þ۽����������(>10kV)�ѽ��^�ӟᵽ�ۻ��ضȵĺ��ӣ��ӟ�^(q��)��dz����У����ֻ�ܺ�������҃�(n��i)�ŵ��µ�С�����