����DIABEAM��������������ܶȜyԇ����
�������˳�ְl�]��������Ӽ��g�ں��պ����I�������,����ӳ����Ʒ�|���P�I����—����������ܶ��_չ���о�;���ڷ����ڂ���ԭ��,ͨ�^DIABEAM�yԇ���������������C����������ܶȷֲ��M�Мyԇ����;�Y������:����������ܶȷֲ��ʷnj��Q�Ľ���˹�ֲ�,�S���۽����������,����������ܶ�څ�ڰlɢ�ֲ�,�_�����c��B�rdP90�^�������������ܶȾ�ֵ���;����������ܶȷ�ֵ�S�����z�ӟ�������Ӷ�����,���ܟ��z�ߴ�����ص�Ӱ�,���z�ӟ�����_������ֵ�������ܶȷֲ���׃��
�����c���y�ۺ����,���������������������ܶȸߡ���ȴ�Ӱ푅^С������׃��С�ȃ��c,���,����������������Ӽ��g�ں��պ�����͏��s�����������^���аl�]����Ҫ�����á��S���^�̿��Ƽ������Ե��|�����C�wϵ�İlչ������,������I��ȱ���������Խ��Խ�ߵ�Ҫ��,�����������������Ә������|�����R����Ҫ������Ʒ�|���Բ��H��Ӱ푵������������^��ò����,���Ҍ��ڽ��ͺ���ȱ�ݎ��ʡ����M��Ә��Y�����lչ����������ӹ����g������Ҫ���� �����������Ʒ�|�����c����������ܶȡ����c��B�������P,��Ҫͨ�^����������ܶȵ���ʽ���F������
����Ŀǰ,����������ܶȜyԇ������̽�ʽ�yԇ����AB �yԇ�����ֵ�����ܶȜyԇ���Լ�DIABEAM�yԇ����̽�ʽ�yԇ��������̽ᘜy����������ܶ�,�Ԃ���������L��������������ܶȷֲ���
����̽ᘷ�ֻ�m������С��������,�Ҝy���Ĝʴ_�Բ��ߡ��ձ�Arata ���ڰl����AB ��,���ڜy���r����������^��ͬ�߶��Qֱ���õ�б�½���Ƭ,ͨ�^����Ƭ���ی����E��y��������S��������ֲ� ;ԓ��������һ�N�g�ӵĜyԇ����,���y���������^��,�y�õĽ��c������ȫ��ӳ�挍��B���ֵ�����ܶȜyԇ�����������ͷ�����Ͳ֮�g����һ��Ш�ν��ٓ�����x��������,δ�������ס�IJ���������������Ͳ����,�y���ĽY�������������ܶȷe�־�;ԓ�������ڼ��O���������ܶȞ��˹�ֲ���ǰ����,Ӌ�㌍�H�����ܶȷֲ�,����һ���ľ��ޡ�
����DIABEAM���yԇ�������������Ư�ƿ��g��ݔ�r�ĸ�����ͬ����������ܶȷֲ�;�������oֹ����,ƫ�D��Ȧ���ٸ�׃���������ƫ�D����,���F���ْ���;���������������,���ɼ�����̖���Ŵ��x���ɼ����惦��̎���@�����������Ʒ�|����������, ��������ֱ��������������ܶȷֲ� ;ԓ�����^��ֱ�^�ʴ_,�ɫ@�����S�����ܶȷֲ�������
��������ͨ�^DIABEAM �yԇ���������������C�����ܶȷֲ��M�Мyԇ����,�Ա�������Ʒ�|������������ˇ,���⁺Ͻ��X�Ͻ���p�|�Ͻղ��Ϙ����ĺ����|����
1��ԇ��O�估ԭ��
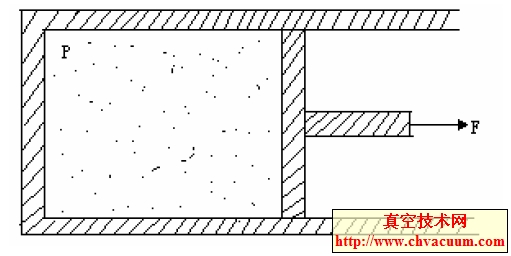
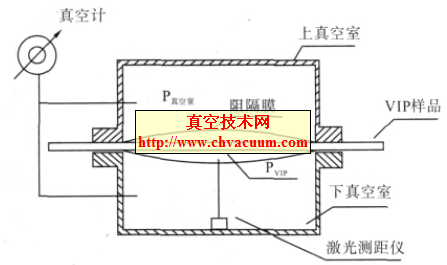
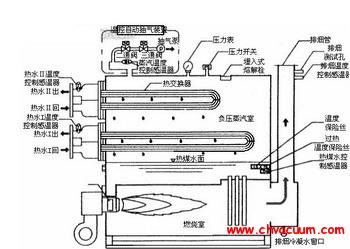
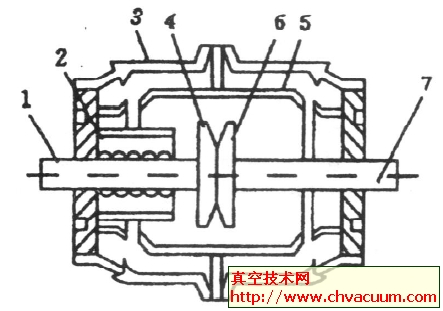
�������õ��M�ڵ�DIABEAM�yԇ�x��D1 ��ʾ�������ٶȡ���(��p϶) ��С�c����������ܶȾo�����P,�ڒ����ٶȡ���(��p϶) һ��,�����յ���Ӕ����c�����ܶȳ�Ψһ�����P�Pϵ���yԇԭ����D2 ��ʾ��
�D1 ��DIABEAM�����ܶȜyԇ�x�D2 ���yԇԭ��
3��ӑՓ
����(1) ����Ә��������Ե�Ӱ�,����������ܶȷֲ��ʷnj��Q�Ľ���˹�ֲ�,����Ӱ푺��ӽ��^��ò�Č��Q�ԡ�
����(2) �S���۽����������, dP90�^��������ܶ�څ�ڰlɢ�ֲ�,ֱ����u����,���c��B�������ܶȷֲ����^���^����ġ�
����(3) ����Ә����ԡ����z�ߴ�����ص�Ӱ���,�S�����z�ӟ��������,����������ܶȷ�ֵ��u����,���z�ӟ�����_������ֵ�������ܶȷֲ���B׃������