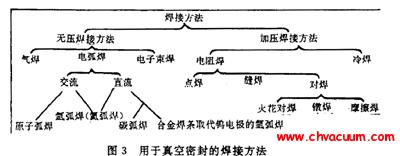
��������ӵķ���c����
��������ɏ����ɂ������M�з��
�� �������ӹ�����̎��նȵĸߵͷ֞�:
����������������������������նȞ�5×1022Pa���ϵĹ��������M�к��ӡ��@�N������Ŀǰ�������V���ġ���ȱ�c�ǹ�����С�ܹ����ҳߴ������;
����������������������նȱ�����1��10Pa�����c���������������,�������ϵ�y���Ρ����ӿ졢Ч�ʸߡ��p���˺��ӕr�Ľ������l��;
�����������������nj�����l�����γɵ��������,���뵽���h���Ќ������M�к���,���˱��o���p���ٲ�����Ⱦ�͜p���������ɢ�䡣�������M�����Еr�Ƚ��^��M���Ě���,Ȼ���c����һ���M�뵽����С��������������ӳɞ�һ�N���õĺ��ӷ���,������c�ǔ[Ó�˹����ҳߴ猦���������ơ�����U������������đ��÷�����
�� ����������C�ļ���늉��ߵͷ֞�:
�߉���������������늉�����һ���60��150kV,�ɵõ�ֱ��С,�����ܶȴ���������ȴ�ĺ��p����ȱ�c�����κ��ӕr�a����X�侀���^���y;
�Љ��������������늉�������30��60kV;�͉��������,����늉�����30kV���m�ں��p��Ȳ��ߵı�����ϵĺ��ӡ�
�����������Ҫ�������·���:
1) �y�۽��ٵĺ��ӡ��猦�u���f�Ƚ����M�к���,����һ���̶��Ͻ�Q����Ϻ��ӕr�a�����ٽY���l�����};
2) ���W���|����ϵĺ��ӡ��猦≡�䆡��⁺Ͻ��X���X�Ͻ��V�Ƚ��ټ���Ͻ��M�к���;
3) �͟�Ͻ���N���P䓡�懻��Ͻ𡢏���䓡�����䓵ĺ���;
4) ����ͬ���|���ϵĺ��ӡ��猦��c���~����cӲ�|�Ͻ���c����䓡������c�մ�, �Լ����������������ĺ��ӡ�
�����������Ӽ��g�đ������ஔ�V��,���H������ԭ���ܡ����졢���յȇ������I���a���T��������ϺͽY�����B�ӡ�������һ��Cе���칤�I��,�������ڴ��������a����ˮ���a���ЏV�鑪�á�������ӹ��I������������������ĺ��ӡ������x��Ҫ��Ȳ���յ��ܷ⺸��;߀������������Ӂ����a�����w�����w�������@�N����������O�䲻�������ϵ�y(��������g������Ȼ���),���Ƴɺ�С���֘�ʽ�ĺ����O��;�����������ݹ�˾������p���ͷ������������C,�ɺ��Ӹ�42m��ֱ��10m���ں�12.7mm,���X�Ͻ�������������̖������⚤��ȼ�����⚤������,�������߀����������F���ğ�Դ��