���s���ן��ͱÙCе�ܷ���Ϸ����c��Q��ʩ
����ij���͏S�Ӛ��ѻ��b�÷��s���ן��ͱ����\���У��l���l(f��)�����ϣ�����Ӱ����b�õ��L�ڷ�(w��n)���Ͱ�ȫ�h(hu��n)���\�С�ͨ�^�����ͱ��Cе�ܷ����F(xi��n)ð�����ϵ�ԭ���M�з������������ܷ�_ϴ��sϵ�y(t��ng)���������¹��[����ȡ�������õ��ܷ�Ч���ͽ�(j��ng)��Ч�档
����
����ij���͏Sһ��120Mt/a �Ӛ��ѻ��b�÷��s��ˇ�з��s��C-3202 ���׳��������ضȸ��_320���β�ͣ��b�����a(ch��n)֮�����ױ�P-3204 �\�D���ã������\�D�s30 �죬 ���ͱú�˙Cе�ܷ��_ʼ���F(xi��n)ð���F(xi��n)��(j��ng)�����������Ҫ�ɷ���β�������a(ch��n)���ģ� �����������÷��� ���Һ�˙Cе�ܷ��S�r���п��ܰl(f��)��й©��320���β��һ�������՚����l(f��)����ȼ�ĬF(xi��n)�� �����÷�����ȼ��������Ӱ��b�õİ�ȫ���a(ch��n)������б�Ҫ��ԓ�Cе�ܷ��ð������ԭ���M�з����� ��ͨ�^��ȡ�m��?sh��)Ĵ�ʩʹ�@һ���}�õ���Q��
1�����ͱõĺ���
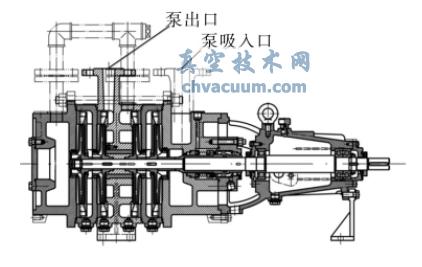
�����b�õğ��ͱ���̖��150AY150X2A-B�� ������111m3/h�� �P�̞�263m�� �ɼ��~݆�p֧�Σ� ��ډ���0.2MPa�����ډ���2.0MPa�����|��β�ͣ��ض�320�棬���ò��y�ܙCе�ܷ⣬���ܷ�ʼ�K�П��F�������ǟ��ͱÞ�����s�Cе�ܷ��������͵ķ�����s�Cе�ܷ⣬ ���Ͳ����b���Ԯa(ch��n)�IJ��͡��ṩ���͵ķ��ͱ�P-3406 ��̖��PIA30-225�����ډ�����0.7MPa������1.5m3/h����3 �_�ߜر�ͬ�r�ṩ��_ϴ�͡�
2�����ͱÙCе�ܷ�ð�����ϵ�ԭ�����
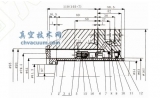
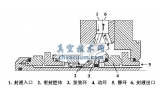
�������ͱõęCе�ܷ����ܷ�_ϴ��ԭ����D1 ��ʾ��
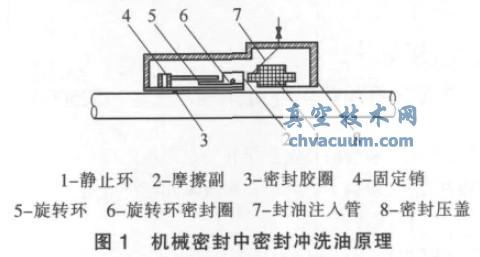
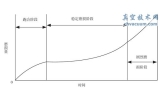
�����Cе�ܷ��ǿ��oֹ�h(hu��n)�c���D�h(hu��n)֮�g��Ħ�����γ�ҺĤ���M���ܷ��ݔ�͵Ľ��|�� ���C�ÃȵĽ��|����©���ڟ��ͱ��О��˽���Ħ����֮�g�Ĝضȣ����ò����ɷ���ע����M��Cе�ܷ��У� ͨ�^�ܷ≺�w�Ȳ������_ϴ��Ħ�����ρ���s�Cе�ܷ⡣����Ҏ(gu��)��ֻ�ЙCе�ܷ�ĜضȽ���150�����²��ܱ��C�Cе�ܷ����õ��\�D�����L�Cе�ܷ�ĉ�����
�����OӋ�r���ˌ��ܷ�ǻ�ȜضȽ��͵�150������(API610Ҏ(gu��)��)����Ҏ(gu��)��(JB4127-85)�����ܷ�ǻ�_��ض�80�����£������ܷ�ǻ����0.1��0.2MPa ����_ϴ�͡�β�ͱ�Ͷ���\�Еr�\�D�ĸ��ָ�˶��������� ���Ǽs30 ���˙Cе�ܷ��_ʼ���F(xi��n)���ص�ð���F(xi��n)�˕r�Cе�ܷ�ǻ�����_��0.6MPa�� �Cе�ܷ≺�w�ضȸ��_260�棬�Cе�ܷ�ע��ܜضȸ��_180�棬�����ęCе�ܷ≺�w�c����ע��ܵĜضȶ���ԓ�Ƿ��͵Ĝضȡ����ͱ�P-3406 ���ډ���ֻ��0.7MPa����ͬ�r��3�_���ͱã� ��(j��ng)�y����͵��_�Cе�ܷ�ǰ����ֻ���_��0.5MPa�� ͨ�^���ϔ�(sh��)��(j��)���ͷ����c�ܷ�ǻ����ֻ��0.1MPa�� �����ܷ≺�w�c����ע��ܜضȶ���������ֵ�������Ǜ_ϴ�͵Ĺ��o���͉������ز��㣬�o��ע�뵽���o�h(hu��n)�ܷ���棬���ܺܺõؽ��ͺ��ܷ�ǻ�Ĝضȣ�Ħ�����]�кܺõ���s�� ʹ�ܷ����Ħ�����gҺĤ�h(hu��n)����������׃խ���ӄ�����ĥ�p���ܷ�����׃����ܷ��������©�����w���|������R�������ɟ��F������F(xi��n)�������÷��������@�͟��ĬF(xi��n)��
3����Q��ʩ
����ͨ�^���������� β�ͱ��S���\�D����~݆�����g϶ĥ�p���g϶�^��(��(j��ng)�^���y�����_��0.07mm)���ÃȵĽ��|������ӿ��Cе�ܷ��У� ��ʹ�ú�˙Cе�ܷ�ǻ������������ֵ�� ���·��͟o��ע����s�Cе�ܷ⣬���ڽ��|�ضȺܸߣ�Ħ�����]�кܺõ���s�����|�����Cе�ܷ�ض�Ѹ���������_ʼð������Qð���Ć��}�ЬF(xi��n)�ɷN������ ����߷��͉����c����������Ħ����֮�g�Ĝضȣ����{�������g϶���ͷ���ǻ�ĉ�����ʹð���F(xi��n)����ʧ��
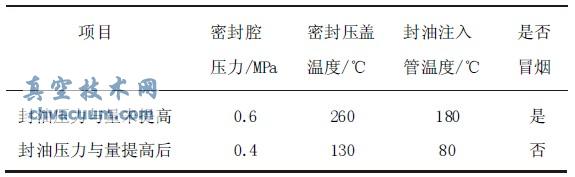
����ͨ�^���H����������{�������g϶Ҫ�������M�У������ϬF(xi��n)��Ҫ�����ԣ���ȡ��߷��͉����c�������ķ�������Q�����°��b���ͱã���ԭ�ó���ھ��ͻ��A���ӵ���r�£� ���õēP����ԭ�õ�75m �����100m��������1.5m3/h �����4.1m3/h�����C���ͱ��ЙCе�ܷ�ț_ϴ�͵��������o���˕r���Ϳ��Ժܺõ�ע�뵽�ܷ�ǻ����s���o�h(hu��n)�����Ħ������ �����o�h(hu��n)֮�g�a(ch��n)���ğ������ߣ��Cе�ܷ�ضȽ�����m�ضȣ�ð���ĬF(xi��n)����ʧ��������r���1 ��ʾ��
��1 ���͉����c�����ǰ��Č�����r
4���YՓ�c���h
����(1)ͨ�^��܇�g���ͱÙCе�ܷ�_ϴ���b�õĸ��죬�õęCе�ܷ�ð�����φ��}���Խ�Q���õ��\�Р�r���ã��Cе�ܷ�̎�ڷ�(w��n)����B(t��i)����Ч������˙Cе�ܷ��ʹ�É������������O��S�o���S���M���Լ��ڄӏ��ȣ������������b�õ��L���ڰ�ȫ����(w��n)���\�С�
����(2)��߷������c�����܉��C�Cе�ܷ�������\�D�����Dz���һζ����߉����c�������ķ��ͣ����������ͽ��|�IJ��͵ăr��Ҳ�Ǻܰ��F�ģ� �mȻ�����ֻص���β�ͮ��У� �����ڛ_ϴ�^���Е���������ɓp�ġ�����(j��)�F(xi��n)�����H���a(ch��n)��(j��ng)ͨ�^�{������ע��ǰ������yʹ���͉��������ܷ�ǻ����0.05��0.1MPa�����