���ÙCе�ܷ�İ��b���g
�������_ʹ�ÙCе�ܷ�İ��b���g���܉����pС�x�ı���й©��ͣ�Ùz���l�ʣ����������a�b�õ��L����ƽ���\�С�
�����x�ı���ʯ���ИI�Б������V����һ�NҺ�wݔ�͙Cе�����Cе�ܷ���Ŀǰ�x�ı����w�ܷ�����Ч�ķ�ʽ֮һ���䱾���ӹ��ľ��ȱ��^�ߣ��Y���^����s�������b�ļ��gҪ��Ҳ���^�ߣ�������b�����������Cе�ܷ�H�H�܉��\�Ў��������ׂ�С�r������Ӱ푹�ˇ�b�õķ����\�У����Č��Y���ճ��z�ތ��`��r�c��ҹ�ͬ̽ӑ�x�ıÙCе�ܷ�İ��b���g��
1���Cе�ܷ�Ļ����Y��
�����Cе�ܷ�Y����ʽ�ܶ࣬������ԭ��������ͬ����Ҫ�Ǹ���Ħ�����Č��������ɡ����|�Ͷ��������õıȉ���r�Լ����|��й©��������턝�֡����Ҋ�ă��bʽ��ƽ���͆ζ���Cе�ܷ������������Y����D1��ʾ��
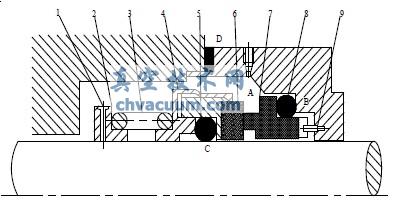
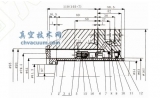
1-�̶���� 2-������ 3-���� 4-�ƭh 5-�ӭh�ܷ�Ȧ 6-�ӭh 7-�o�h 8-�o�h�ܷ�Ȧ 9-���D�N
�D1 ���bʽ��ƽ���͆ζ���Cе�ܷ�Y���D
�����̶����1����������2�̶����S�ϣ�������2������3���ƭh4���ӭh6�̈́ӭh�ܷ�Ȧ5���S�S�D�ӣ��o�h7���o�h�ܷ�Ȧ8�b�ډ��w�ϣ����ɷ��D�N9�̶����oֹ���ӡ�
�����ĽY���Ͽ����Cе�ܷ⌢����й©���S��Ğ��^�yй©���o�ܷ�Ͷ��揽����|�Ą��ܷ⣬�ӭh���o�h�M�ɵ�Ħ�������ӭh�ܷ�Ȧ�������ǙCе�ܷ����ҪԪ�������ӭh�S�S�D�Ӳ��c�o�h�o���N���DZ��C�Cе�ܷ��_������Ч�����P�I��
2���Cе�ܷ���ܷ�;��
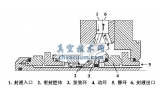
�����������ϙCе�ܷ�ĽY���D����������Ŀ����Cе�ܷ������Ă����ܵ�й©�cA��B��C��D��й©�cͬ�rҲ��ζ�����ܷ��c����D1��
����(1)�ܷ��cA���ڄ��ܷ��c���ǙCе�ܷ���P�I���Cе�ܷ��й©90%������Ħ�������ܷ���棬���ܷ��cAʧЧ����ġ��ܷ���Ҫ���Ã�Һ�w���������������ӭh���N���o�h�ϣ��ɭh�Ľ��|��A�c�Ͽ���������Һ�wй©�γ�ҺĤ��һ���������ֹҺ�w�^�mй©����һ�����ֿ������ܷ�������á�
����(2)�ܷ��cB��C��D�����o�ܷ��c���o�ܷ��c������ܷ�Ȧ���ܷ⣬�ܷ�Ȧ���Ͼ��Џ��ԣ��܌��ܷ�h������֧�����ã������ܷ�������б���S�������һ�����a��������Ч����������ܷ������N�϶ȡ�
�������ܷ��cB���o�h�c���w֮�g�����Џ��Ե�O�λ�V���ܷ�Ȧ�����o�h�͉��w֮�g����������ʹ�����ܷ�Ȧ׃�ζ��ܷ⡣
�������ܷ��cC�ڄӭh�c�S֮�g�����]���ӭh�������S��Z�ӣ����Բ��þ��Џ��Ժ��Ծo�Ե�V���ܷ�Ȧ���ܷ⡣
�������ܷ��cD���ܷ�ǻ�c���w֮�g�����Բ����ܷ�Ȧ���߉|Ƭ�����ܷ�Ԫ����
�������b�Cе�ܷ�r�������ͬ�r���C�������ܷ��c��ְl�]���ã����܉���Ч��ֹ�ÃȽ��|��й©���_���ܷ��Ŀ�ġ�
����3���Cе�ܷⰲ�bǰ�Ĝʂ�
����3.1���z����ϴ�㲿��������Ӳ���ʂ�
�����z��Ҫ�M�а��b�ęCе�ܷ����̖��Ҏ�����_����ϴ�Ƀ��Cе�ܷ�������S���桢�ܷ�ǻ�w�ȡ����b�^���Б������坍���e�DŽ��o�h���ܷ���漰�o���ܷ�Ȧ���摪�o�s�|���҉m�����˱����b�䣬�����S���S�ױ��桢���w�c�ܷ�Ȧ��ϱ���ͿĨ�C�ͻ��S�͡����o�h�ܷ������Ҳ��ԓͿĨ�C�ͻ��S�ͣ����↢��˲�g�a����Ħ���p���ܷ���档
����3.2���z���o���ܷ�Ԫ��
�����ˌ��ܷ�Ȧ�ߴ��Ƿ���m����Ҫ�����ӭh�ܷ�Ȧ���o�h�ܷ�Ȧ�������քe���Ʉӭh�c�S���o�h�c���w֮�g���ܷ⡣�ܷ�Ȧ��õ���Ҫ�����zO��Ȧ�����ķ���ϩV��Ȧ�ɷN��
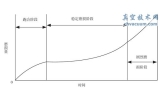
����(1)���b�ڄӡ��o�h�ϵ����zO���ܷ�Ȧ�ĉ��s��Ҫ�����m�����^С��ʹ�ܷ����ܲ�^���ʹ���b���y��Ħ�������Ӵ��Ҹ����Բ�䉺�s��һ��ȡ����ֱ����6%��10%�����S���^ӯ��һ���1%��3%��
����(2)���ķ���ϩV��Ȧ�Ƀɂ��ܷⴽ�M���ܷ⣬�����Ծoʽ�ܷ⣬���|����Խ�ߣ��ܷ�����Խ�á�V��Ȧ�ȏ�Ҫ���S���ߴ�С0.4��0.5mm���⏽�Ȱ��b̎�ߴ��0.3��0.4mm���e��Ҫע�����V��Ȧ���b�r�_�ڳ�����|��
����(3)�z����o�h�����Ƿ�⻬ƽ�����Пo�������Ѽy��׃�ε�ȱ�ݡ��ܷ���ϸ��c����ú��εķ�����zʹ�ӭh�c�o�h�Ľ��|���N����һ�𣬃���֮�gֻ�ܮa���������ӣ������������p���_���@�ͱ����ܷ����Ǻϸ�ġ�
����(4)�z���S�ď������Ӽ��S��Z���Ƿ����Ҫ��
�����ُ����������Sֵ�����y����λֱ��d(mm)��ͬ��Ҫ��ͬ���Ԇμ��x�ıÞ��������D�S�����������Sֵ�����ϱ�1Ҫ��
��1 �μ��x�ı��D�S�������Sֵ

�������S��Z�������Sֵ���O����̖��ͬ��Ҫ��ͬ������Փ�ρ��f���S��Z����ԽС�����ڙCе�ܷ�İ��bԽ�������S��Z�������ڙCе�ܷ≺�s���Ĵ_��ʮ����Ҫ�������x�ıÁ��f���S�ĸZ�ӷ������ɸ߉�ָ��͉��������S��Z���������A�O�ď��ɉ��s�������x�ı��_܇Ͷ�\��Cе�ܷ��挍�ĉ��s����������b�Cе�ܷ�r�]�п��]���Z����������Ʉ��o�hĦ�����^���^���Sֵ���p�ęCе�ܷ⡣
4���Cе�ܷ�İ��b
�������b�ʂ乤����ɺͿ�����һ��������M�ЙCе�ܷ�İ��b��������oֹ��λ�ډ��w�ȵİ��b�����D��λ���S�ϵİ��b�������əCе�ܷ�Ŀ��w�M�ϰ��b�����b�^���ЛQ�����S�ù���ֱ���ô��ܷ�Ԫ�����Է��ܷ�Ԫ���ēp�ġ� �Գ�Ҋ�ķ�ƽ���͆ζ���Cе�ܷ��������D2�����b�^�����¡�
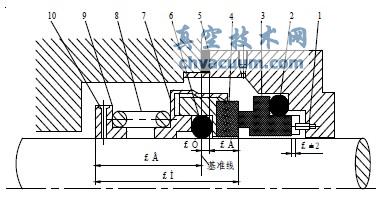
1-���D�N 2-�o�h�ܷ�Ȧ 3-�o�h 4-�ӭh 5-�ܷ���w�|Ƭ 6-�ӭh�ܷ�Ȧ 7-�ƭh 8-���� 9-������ 10-�̶����
�D2 ���bʽ��ƽ���͆ζ���Cе�ܷ�İ��b�D
����4.1���oֹ���ֵİ��b
���������D�N1���뉺�w�����Ŀ׃ȣ��ٌ��o�h�ܷ�Ȧ2���o�h3β�����룬Ȼ��ʹ�o�h����ķ��D�N�ی��ʷ��D�N�b�뉺�w�ȣ�ͬ�r�z��_�J�o�h�oƫб�����D�N�ĸ߶�Ҫ���m�����c�o�h���D�N�۵ĸ�������1��2mm���g϶��
����4.2���_�����������S�ϵİ��bλ�ô_�����bλ�Ñ����{�����S�c�ܷ�ǻ���w������λ�õĻ��A���M�С�
����(1)�����ܷ�ǻ����ı��S�τ�һ�l���ʾ�;
����(2)�y���o�h���浽���w����ľ��xA��ӛ�;
����(3)�Cе�ܷ��ڹ�����B�µĉ��s����δ���OӋ�����S���s���O�ޞ�δ1���D�S���S��Z������δ2����ôδ≤δ1-δ2;
����(4)�������Ķ�λ�ߴ�B��������ʽ�ó�
B=L-A-S
����ʽ�У�
����B-�����������浽���ʾ��ľ��x;L-�Cе�ܷ��ڹ�����B�µ��L�ȣ�L=L´-δ;L´-�Cе�ܷ������ɠ�B�µ��L��;δ-�Cе�ܷ��ڹ�����B�µĉ��s��;A-�o�h���浽���w����ľ��x;S-�ܷ�ˉ��w�|Ƭ��ȡ�
����4.3�����D���ֵİ��b
�����M�b�ƭh7������8��������9�Լ��ӭh�ܷ�Ȧ6��ʹ֮�ɞ�M�ϼ������S���S���ϣ����������挦��Ҏ����λ�ã��֎״ξ���Q�o�̶����10�����։��Ȅӭh�����Ƿ��܉��S�ӡ�
����4.4�����b
�������ѽ����b���oֹ���ֵĉ��w���b���ܷ�ǻ���w�ϡ�
����(1)���w�c�S��ֱ���g϶��0.75��1mm���c�ܷ�ǻ�ĉ|Ƭ��Ȟ�1��2mm�����w��˨�����Ͼo����ֹ���w����ƫб��
����(2)���ɉ��s��Ҫ��Ҏ���M�в��ҿ��]���S��Z�����������S���^����^С�ĬF��Ҫ���`��±2.00mm���^������Ӷ���ȉ������ٶ���ĥ�p���^С����ɱȉ�������������ܷ����á�
����(3)���b�Y������P܇���^���Пo���|֮̎���P܇��ԓ���X�����p�죬��е��P܇���أ��������Ю���푣���횙z���S�Ƿ��������o�h���ܷ���Ƿ��������ܷ�ǻ������Һ�w���|�o��ԇ�����й©�������^5��/min�����f�����ΙCе�ܷ�İ��b��������Ҫ�����M���x�ıõ��_܇�\�D�ˡ�
5���YՓ
�����������Ϸ������b�ęCе�ܷ⣬ʹ���x�ı��B�m�\�Dһ��δ���F�κ�й©�F��������b��ͣ܇�z�ޕr�����x�ı��M�н��w�z�飬���o�h��δ���Fĥ�p�F��Ħ����������Ȼ�⻬ƽ����̎�����õĹ�����B����Cе�ܷ�����؏�ʹ�ã����s�˴����Ă���M�á�