׃�Qϵ�y�߉�����Һ�ÙCе�ܷ⼰ϵ�y���x��
�����Ї����Aú���ͻ�������˾���^ú�����ֹ�˾�״����ă����b������3�_�߉�����Һ��(200×150R2DM44�ͣ�λ̖��146-P001A/B/C��2�_1��)����2009��8���b��һ���_܇�ɹ�������ԓ���Cе�ܷ�й©�������η������z�ޣ���ˣ��鱣�Cȫ���b�÷����L�����\�У���횽�Qԓ�ÙCе�ܷ��\�������^�̵Ć��}��
1���߉�����Һ���\�Зl��
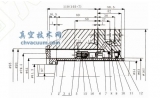
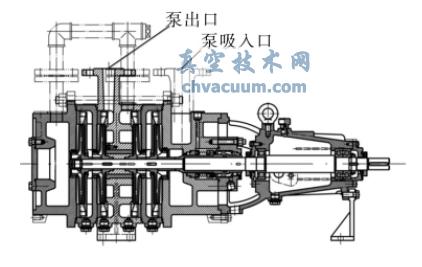
�����߉�����Һ���OӋ������|�ض�196�棬���뉺��(�^������ͬ)5.845MPa������M�ډ���6.600MPa���ų�����8.200MPa�����ü��bʽ�Cе�ܷ�(CM291B-095FT-K080��)���Cе�ܷ��OӋ�\�Љ�����0��10MPa���OӋ�\�Мض�-20��180�棬���|�ɷ�(���|�����֔�)��H2O99.7%��H2S0.004%��NH30.05%��CO20.1%��CO0.03%��H20.08%��CH40.07%���ܷ�ϵ�y�_ϴ������APIPLAN23�����ɸ߉��Cе�ܷ��Ԏ��ı�ݔ�ͽY�������S�\�D�r�����ͽY���S�S���D�������w�ڛ_ϴˮݔ���(FI)��ݔ����(FO)ǻ�w�Ȯa��������w���γɵIJ���Q������s���c�����Ч��һ�����ã���FO����Q�����P�ܣ��Q����s��FI�M���ܷ�ǻ�w����s�Cе�ܷ���棻��sˮ������s�����M�ڜضȺ���߷��ضȷքe��30���40�棬�M�ډ�������ͷ��؉����քe��0.5MPa��0.3MPa��
2���Cе�ܷ�ʧЧ�F��
����ԓ���\��1��2����֮���l�����bʽ�Cе�ܷ��S�͉��w����©����Һ������u����ɾ���й©����ж�Cе�ܷ�z���l�F���Cе�ܷ�ǻ�w�Ȳ��ۼ��˴�����̿�۠����|���Cе�ܷ����ĥ�p���أ��ܷ�Ȧ�ϻ�׃�Σ��Q�����P�܃�����̿�۠����|�e�ۡ�
3���Cе�ܷ�ʧЧԭ�����
�����Y�ϬF����ж�Cе�ܷ���r�������Cе�ܷ�ʧЧԭ��飺���H���r�l���£����|�к��БҸ�̿�۠����|���ڌ��Cе�ܷ�����M�ГQ����s�ě_ϴ��·�У�̿�۠���𤸽�ړQ�����h�܃ȱڣ���ɓQ����Ч���½�������Cе�ܷ�ǻ�w�ض����ߣ��Cе�ܷ����Ħ���l���Լ��ߜصĽ��|���w��əCе�ܷ�����^�ᣬ�Ķ�����Cе�ܷ��N��ʽʧЧ���������ٙCе�ܷ����ҺĤ����ĥ�p�ӄ����ڶ����׃�μӴ�й©��ĥ�p���۽��|���g���ܼӄ����ܽ��|�^�������o���ܷ�Ȧ�ϻ�׃�|����ʯī���n��̼�����ۻ����a��й©��
4���Cе�ܷ��OӋ���췽��
�������ڱ������w���|�к����w���s�|���\���������Q�����P�ܣ����PLAN23�Q����sЧ�������@���Q���ضȝM�㲻�˙Cе�ܷ�������\��Ҫ���ܷ�������I�Y�ϬF�����H�\�Зl�������p��ӑՓ�M������APIPLAN32+21��������������߉�����_ϴ��sˮ���_ϴ��s�Cе�ܷ�ǻ�w��ͬ�r��ԭ���bʽ�Cе�ܷ�Y���M���{����ȡ����Ч�h����ֹ��Ч�h���ӽ��|�������ڛ_ϴҺ�ĕ�ͨ���a������ğ�����
5���Cе�ܷ�����OӋӋ��
����5.1���Cе�ܷ�����OӋ�x��Ҫ��
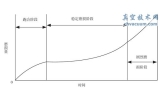
����(1)Ħ�����ܷ�h��Ħ�����ܷ�h�ǙCе�ܷ����ҪԪ�����ںܴ�̶��ϛQ���˙Cе�ܷ�����͉ܺ�������Ħ�����ܷ�h��Ҫ�����ď��Ⱥ̈́��ȣ����C�ڹ����l��(�牺�����ضȡ������ٶȵ�)�²��p�ġ�׃��С�������l�����ӕrӰ�С���ڶ���������Ӳ�ȡ����g���ܣ��_��ʹ�É��������͟�_����������ϵ���ߣ���Ûϵ���ͣ����^С��Ħ��ϵ�������õ��ԝ����ԣ������c���|�кܺõĽ����ԡ�
����(2)Ħ�������挒�ȡ��������Ƕȳ��l��խ�Ķ������w���Ⱥ̈́��Ȳ�דp�Ļ�׃�Ρ���ͨ�Cе�ܷ���挒�����]ֵҊ��1�������ߵęCе�ܷ����x���С���ϵ�ЙCе�ܷ⡣
��1 ��ͨ�Cе�ܷ���挒�����]ֵmm
![��ͨ�Cе�ܷ���挒�����]ֵ](/uploads/userup/1310/20193A1aF.jpg)
����(3)Ħ��������M��PVֵ���ܷ�����Ħ����QFͬ�rȡ�Q��P����ȉ�(MPa)��V�ܷ����ƽ�����ٶ�(m/s)��V=π(d1+d2)n/120×10-3(d1��d2�քe���ܷ����ȡ��⏽��mm��n����D����r/min)���ܷ��������|�����]PVֵ��PVֵ�^��r������ҺĤ�������ܷ�ʧЧ���������ĥ�p����ˣ���һ��Ħ��ϵ���Ķ�������M��ƥ��r������ij�N���|��һ�S��PVֵ��Ҫ��PVֵ<�S��PVֵ���Y�ϬF���ߜء��߉����\�й��r��Ħ�������挒���x�����أ���ԓ�߉��Cе�ܷ��x�øߏ��ȵ��M��ʯī�c̼����M�����M��ߜء��߉��l���Cе�ܷ�Ħ�������ϵĸߏ��Ⱥ�PVֵ���\��Ҫ��
����5.2���Cе�ܷ��o��ϵ�y�x���OӋ
����������ܷ���h���������S��Ԫ�����Oʩ�M��һ��ϵ�y��ͨ�^�_ϴ����s���^�V�����x�ͱ��صķ�ʽ�����F���ܷ�ĝ�������s���{�ء��_ϴ��������ϡ�й©���|�������ܷ�Ĺ����h����
����5.2.1���_ϴ��ʽ���x��
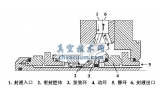
����(1)�ԛ_ϴ(����|�_ϴ)�������ñ����a���ĉ���(���ܷ�ǻ�ȵı����b�îa���ĉ���)ʹ�ܷ���|ͨ�^�ܷ�ǻ�γ��]�ϻ�·�����|������ѭ�h���F�_ϴ��
����(2)ѭ�h�_ϴ���_ϴ���w��������w(���x���w)��ͨ�^�����b��ʹ��ӵ��ܷ����w�M��ѭ�h��ԓ�����b�ü�����ӵ���վ��Ҳ���ܷ�ǻ�еı�Ч�h�����ß����ԭ�����m�����p�����ʽ�Cе�ܷ��ϡ�
����(3)ע��ʽ�_ϴ�����ڃ��b�ζ���Cе�ܷ⣬�����ܷ���|�������_ϴҺ�r(�����w�w�������矒�͏S���ѻ��b���е��͝{��)��ضȸߡ��ȴ�(�矒�͏S���p���b���е����ױ�)������ⲿ�����ܷ����wע�뵽�ܷ�ǻ�У������ܷ���h�����m���چζ����ܷ�ĸߜرã�ݔ���Y���������w�w�����g�Խ��|�á�
����5.2.2���_ϴ���Ĵ_��
�����Cе�ܷ�Ħ�������o���ܷ�Ԫ���ڹ����l���²��ܳ��^���͟�O�ޡ����˱��C�Cе�ܷ�������\�У����H���x���ߜء��������ܺõ�Ħ�������Ϻͺ����ĽY����߀Ҫ��ȡ�_ϴ��ʩ�����ƹ����h���������L�ܷ��ʹ�É�����
�����ڴ_���Cе�ܷ�ě_ϴ���r����Ҫ���]�ܷ����Ħ��������DԪ���Ĕ���ᣬ�O��һ���Ĝز�@Щ�������ߣ��Ա��C����ض�̎�����S�����ȡ������ڌ��H�\���У����ڔ����״_����ͨ��������Ħ���ῼ�]���m��Ħ��ϵ�����_������Ħ����飺
QF=fPgVAf=Q1=QxρCΔtx
�����t�_ϴ��(L/min)�飺
Qx=60fVAf/(ρCΔtx)
����ʽ�У�f———Ħ��ϵ�������]��ȫ���أ�һ��ȡ�^��ֵ��f=0.2��0.3��Pg———���d�ɣ�N/cm2��Af———�ܷ�����e��cm2��C———�ܷ���|��_ϴҺ�ıȟᣬJ/(kg·��)��ρ———�ܷ���|��_ϴҺ���ܶȣ�kg/L��Δtx=t2-t1———�ܷ�ǻ�w���S�����w�_ϴҺ������ڜز�ɸ������|���|���ս��ֵ�xȡ�����ֵ���Δtx=25�档
������֪��ԓ���ܷ�_ϴҺ��ܛ��ˮ���ܶȞ�ρ=1kg/L���ضȞ�50�棬���D����n=2960r/min��������Ps=5.9MPa�����ɱȉ���Psp=0.25MPa����e��K=0.70���ܷ����ȡ��⏽��d1=92mm��d2=100mm��ܛ��ˮ�ıȟ�C��4200J/(kg·��)�����d��Pg=Psp+kPs=0.25+0.7×5.9=4.38(MPa)������V=π(d1+d2)n/120=π(0.092+0.100)×2960/120=14.87(m/s)ȡf=0.3��Δtx=20�棬Af=π(d22-d21)/4=π(10.02-9.22)/4=12.06(cm2)�t�_ϴ��Qx��17L/min��
����5.2.3���ܷ�ǻ�w�����Ĵ_��
����Ҫ�_���_ϴ��������횴_���ܷ�ǻ�Љ������ܷ�ǻ�Љ����c�õ�֧�νY�����P�������p֧�αã��μ��p��ʽ�~݆���ɶ��ܷ�ǻ���������ڱ���ډ�����������ƽ��P(��)ƽ���S�����Ķ༉�p֧�αã�
������ڶ��ܷ�ǻ�ĉ���=����ډ��������ڶ��ܷ�ǻ�ĉ���=����ډ���+(0.00��0.05)MPa[ƽ��P(��)�����g϶��0.40��0.50mm�r]��
�������ڶ��ܷ�ǻ�ĉ���=����ډ���+(0.10��0.20)MPa[ƽ��P(��)�����g϶��0.55��0.70mm�r]��
�������ڶ��ܷ�ǻ�ĉ���=����ډ���+(0.25��0.35)MPa[ƽ��P(��)�����g϶��0.75��0.90mm�r]��
����5.2.4���_ϴ�����Ĵ_��
�����_ϴ����̫С���_ϴҺ�o���M���ܷ�ǻ���_ϴ����̫��ע��_ϴ���^�࣬���M����������ע��ʽ�_ϴ��ע��_ϴ���^�࣬�������ܷ�Һ�M��Ãȣ������a��������ˣ��_ϴ��������m�������ڱ��ÙCе�ܷ⣬����������2.0MPa���£�����׃��С���^��ʴ_����r�£��_ϴ�������ܷ�ǻ�ȉ�����0.05��0.20MPa������׃���^��r���_ϴ�������ܷ�ǻ�ȉ�����0.10��0.20MPa����ѭ�h�_ϴ��ע��ʽ�_ϴ���ԣ������ք��y�˹��{������������{���y�Ԅӿ��ƣ�Ч�����á�
6������Y��
������ԭ�ܷ�_ϴϵ�y����APIPLA��N23���Ğ�APIPLAN32+21����(����߉����������ߜص�ܛ��ˮ����ԭ�_ϴϵ�y�����Q�����Q����s��40��60�����Cе�ܷ�ǻ�w���_ϴ����s�Cе�ܷ�)�����ո߉��Cе�ܷ��OӋ���Cе�ܷ�Ħ�������ϸ��M��ߏ��ȵ��M��ʯī�c̼����M��������ԭ��APIPLAN23�ܷ�_ϴϵ�y�Q��������100�����_ϴܛ��ˮ��s�Q�ᵽ�s50�棬�_ϴ��s�Cе�ܷ⣬ͬ�r��ԭ�Y���Cе�ܷ�ęCеЧ�ܷ���ͭh�����ʹ��_ϴ���w�_ϴ�������_���Ҫ����2011��10��ʩ���첢Ͷ�úCе�ܷ�����@�����L��