ֱ�p���ܶ�z���ĺ��ӹ�ˇ����(sh��)
1���������
��ֱ�p���ܶ�z����,���нz�ĺ����������,���p����߶�������,����ͬ�ĺ��z���ӳ̶Ȳ�ͬ��ͨ����һ�����z�ĺ�����������к��z�����,����׃���������������z�������^������׃��,�����g�ĺ��z���������һ���z��Ҫ��Щ��ͬ��,��һ�����z������������p����Ӱ�Ҳ���,���g���z���麸�p��䌦���p������Ӱ�����СһЩ,���һ�����z���ˎ��]��Ӱ푡��@һ�c���Ԅӻ�Փ��Ҳ��Ҋ�^���P(gu��n)���������ھ��ƶ�z�����ӹ�ˇ�r,��(y��ng)ԓ�ǵ�һ�����z�ĺ���������,���g��֮,���һ����С��
2��늻�늉�
��ֱ�p���ܶ�z����,���нz��늉������p��ߺ��ی�����һ����Ӱ�,�e�ǽӽ���늺��z��늉������p�cĸ�ĵ��^�ɠ�rӰ��^��,늉��^�͌�ʹ֮�����γ�ƽ���^�ɡ�����늻�늉���С�����c���p���ȳ�����,��늻�������С�Q���۳،���,늻�����Խ���۳،���Խ�������z늻�늉�С��ǰ�z늻�늉�,�t��z�۳،���С��ǰ�z�۳،���,����۳ؽ����“���J”�͡�����ھ��ƶ�z�����ӹ�ˇ�r,��(y��ng)ԓ�ǵ�һ�����z��늻�늉���С,���g��֮,���һ�����
3�������ٶ�
��ֱ�p���ܶ�z����,�����ٶȌ����p������ی�Ӱ��^��,���Ӱ��������fСЩ���ٶ�Խ��,�t������ی�ԽС,��֮Խ��һ���ڱ��C�����|(zh��)����ǰ�����m��(d��ng)��ߺ����ٶ�,�����ֱ�p���ܵ����a(ch��n)Ч�ʡ�
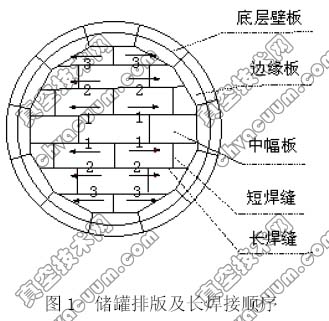
�Դ����ֱ��- �����Ļ������,ֱ�����÷��ӡ����������w���������c�ߡ����m�С���(w��n)���Ժõĸ߉A�ͺ��������z�ɿv��ֱ������;���g�಼��;��һ�����zǰ�A,����ĺ��z�O(sh��)�Þ������^�ɵ���A,�����������A��;���z�����L��35��45mm���ˡ��ڱ��C�����Լ��x����m�ĺ��Ӿ������l����,����������ΜpС,늻�늉���������