����-�����ܠ��ӷ����c��ˇ
������
�����Ӟ��u�U���f�U���ɷ��U���c����Ûϵ������IJ�����ӵĽY�������ǰ�茢�����ͽ��ٗU�M����ϴ, ��ý��^�����˻�, ��ȥ�������ͱ���Ó̼�����˱��C����|��,��ӕrһ�����ڗU�ϟ�������,���^����:���ȏ��Դ��ڽ��ٗU�IJ������г��m�����L��, ����ú�����������������؟����ٗU,�����ٗU���γ�һ���m����ȵ������Ӻ�,�ٌ����������ڽ��ٗU��, ����������IJ����ܵ�һ��������һ�˾���؟��^ȥʹ�������N�ڽ��ٗU�ϡ��˕r�u�ʽ��Sɫ,�f�ʜ\��ɫ,�ɷ������ɫ,�o���~�t�ʴu�tɫ��������ٗU�^��������������, ��Ӻ���ٗU�l�ס��l�ڻ�ʽ��ٱ�ɫ, �����ܱ�����������
���ò�����Ľ��ٗU�����c������ӳɆ��^����^����������������Ŀ�e���t�ɲ��ß��Y��,��, ����Ûϵ���c���ٗU��ƥ��IJ���ĥ�ɷ�ĩ,��120��150Ŀ�Y�^�Y,���ü��������A�Ȳ�����������ʯīģ����, �Bͬģ�ӷ��M�R���t��(Ҳ�ɲ��ø��l�t��) �ӟ�, ��800�� 900���¾S��5�� 10min,Ȼ����Ȼ��s���ɡ��ß��Y���ƳɵĶ���������ĩо��ͬ�Ӿ������õĚ����ԡ�
�ܠ���
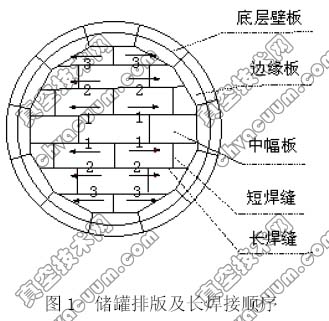
�ܠ��Ӽ��ĽY���OӋ�Ҋ�Ĺܠ�ƥ�����ǿɷ��ܻ�ɷ����m���^�c�f�M������(DM 2305��DM 2308 ��) �ķ��(Ҋ�D1)����Y����ʽҊ�D4��
�@�ӵIJ�����ֱ���c���ٹܵıں����ܱں���N߅�L��֮�g����һ�����Pϵ, ԔҊ��1��
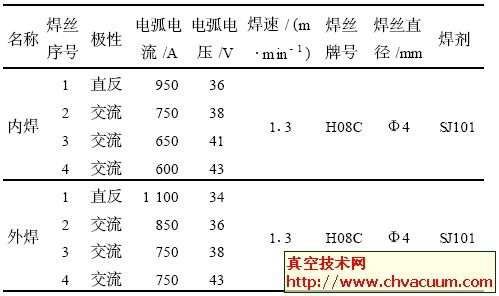
��1���ܠ�ƥ���ӵijߴ�Ҫ��
��õĹܠƥ�������o���~��(����Ûϵ����16. 8×1026) �c������(����Ûϵ����4×1026�� 11×1026) �ķ�ӡ����˜p���ɶ��߾���Ûϵ���IJ�e������IJ����ܵđ���, �o���~�ܵķ��߅���������п���, ��Y��Ҋ�D5��
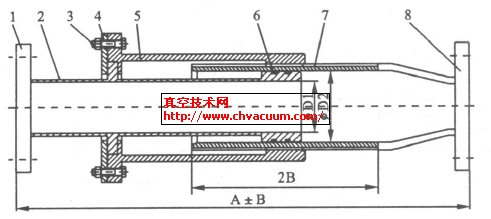
�����c�п��Ȃȵ��N߅�L�ȑ����������N߅�L�ȡ����ٹ�ֱ��D �c�п��L��L �������N߅�L��l1 ֮�g���Pϵ, ��Ҋ��2��
��2���ܠƥ���ӵijߴ�Ҫ��
ע: �пں��h=0.04��0.06mm,5 =2°��3°30′, �пڵı���ֲڶȞ�Ra1.6�� 0.8
�ܠ��ӵķ�ӹ�ˇ
ֱ���^С�Ľ��ٹ��c�����ܵķ�ӿɲ����ֹ����, ����ֱ���^��Ĺ����t���ڲ���܇�����M�з�ӡ��ܠ��ӵĹ�ˇ�c�������: ��������һú������е������挢���ٹ��m������,Ȼ�����ϲ����ܼӟ�, ʹ�����ۻ��N�����ٱ���, ͬ�r��ʯī�P�����β���,�õ�һ���Π�Ľ��^,���û���ӟ�, �m������, ʹ�����õ����õij���, �����ܛ����(�ض��^�͵Ļ���) �˻�, �ڷ�ӟo���~�ܕr, ����������ӟ��~�ܵķ��߅��ʹ֮����,�����������r���摪��u�tɫ(�������~) ,Ȼ�����c�������M�з�ӡ�
��ӿɷ��r, ���]�П���ėl��,Ҳ�Ɍ������̶��ڲ���܇����, �������挢���������l��, �_��ȥ���ȥ�������s�|��Ŀ��, ��s�����ü�ɰ����������, �ñ�ͪ��oˮ�Ҵ���������øɃ�, �����M�з�ӡ�