Ӱ�ֱ�p���ܶ�z���|��������
1�����ӹ�ˇ
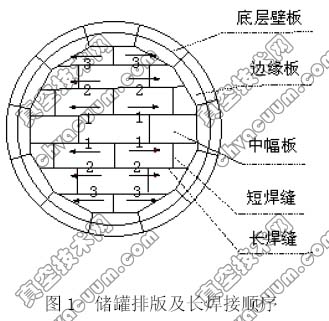
X70�ܾ����һ�N��̼�ͺϽ�ߏ����,���]�����ĺ��������Լ�Φ 1 016 ×26.2 mmֱ�p���ܵİ��ֱ��,�_��ֱ�p���ܵ�һ�㹤ˇ���̞�:䓰彛�^JCOE����ˇ���͞����һ���_�ڿp�Ĺ���,Ȼ����ô�����p���Ľz���ĺ��ӹ�ˇ���Ӟ�ֱ�p����,���ͨ�^X�侀���oˮ��ԇ�z�ֱ�p���ܺ��p�Ƿ�ϸ������CO2+Ar��Ϛ��w�Ԅӱ��o��,���w��ˇ����Ҋ��1,���к��z��̖��CHW- 50C8���p���Ľz�����w��ˇ����Ҋ��2��
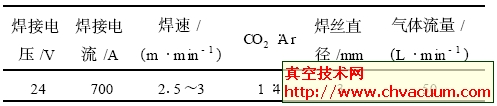
��1��������ӹ�ˇ����
2��Ӱ푺��ܺ����|��������
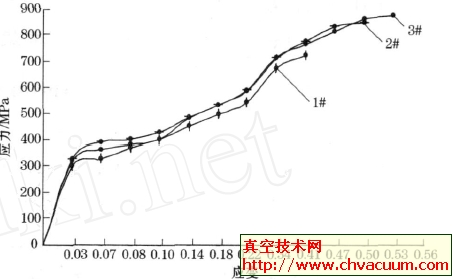
��ֱ�p䓹ܵĺ��ӹ�ˇ��,����CO2 +Ar��Ϛ��w�Ԅӱ��o���H�H��������,�ڇ����C�乤ˇ�r,��ֱ�p���ܺ����|����Ӱ������^С,ͬ�r�����a��ˇҲ���^���졣���,��Ҫ̽ӑ�ڶ�z����Ӱ�ֱ�p���ܺ����|�������ء�
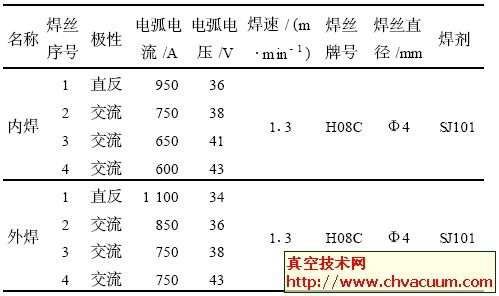
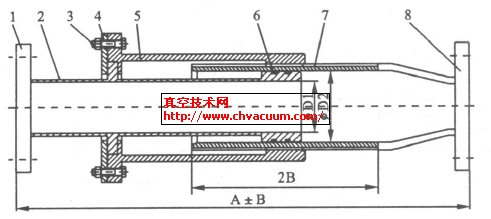
��2���p���Ľz�����ӹ�ˇ����
2.1���Դ
��z��������һ���Դ����������Դ,ǰ���O�了��,��ÿ��늻����ʵĆΪ��{���^���y;�����O����s,��ÿ��늻����ʿ��Ԫ������{��,���ҿ��Բ��ò�ͬ����N͘O��,�ԫ@�ø�����ĺ��p�ΑB�����˫@����������p,��z��һ����ö����������Դ��ͬ�ӵĺ��p���ò�ͬ���Դ�ӷ��r,���p������ò��e�^��,�@��Ҫ������Դ�Ľӷ���ͬ,늻��g�ɔ_�̶Ȳ�ͬ��һ����r��,���z��ֱ���Դ�r�ĺ��p����Ƚ����Դ�r�Ĵ�
�ڶ�z����,һ����ǰһ늻����C����,���m늻��{���ی�,�����ֱ�p���ܶ�z����,������ֱ��- ��������Դ���÷�,��ǰ�ú��z��ֱ���Դ,ֱ���Դ����,����ĺ��z���齻�����z���ڶ�z����,�������z��ĿԽ��,��늻��g�ĴŸɔ_����ҲԽ���y����ͨ�^��׃�����Դ���B��,ʹ�����λ��һ���Ƕ�,����Ч����������늻��g�Ĵ�Ӱ�,ʹ늻�����ȼ�������w�^�̿ɲ鿴����Փ�������P���½�B��
2.2������
��ֱ�p���ܶ�z����,���ں��z��Ŀ�ࡢ��ݔ������ٶȿ������,һ����ʹ���p����������,���p�g���½�; ��һ�������ڶ�z�����۳سߴ��,�ߜ�ͣ���r�g�L,�ۻ�������������������������,ʹ���p��ƽ�����,����ߺ��p�g�Ժͱ��C���p������ò�ĽǶȿ��],��z�����x�����c�^�ߡ�����һ���ȵĉA�Ի�߉A�ͺ�����ͬ�r,��z��늻�ȼ���Ŀ��g�^��,�ۻ��ĺ�����Ҳ�^�ࡣ�����w�������Mһ������늻�ȼ�����g,�@��ʹ�������Mһ������,ͬ�rҲʹ���p�ی�����,ʹ�������ߜpС������,�����ۻ��ĺ������^��,��Ҫ�ѷe�ĺ���Ҳ�^��,���ѷe�߶��^��,늻���¶,���p�a�����,���ؕr���������ճ���͟��Y��