��նȌ�Һ�BAZ91D�V�Ͻ�����ȼ�������l�О��Ӱ�
�����о�����նȌ�Һ�BAZ91D�V�Ͻ������ȼ�������l�О��Ӱ푣�����AZ91D�V�Ͻ��ڲ�ͬ��l���µ�ԇ���M�����V���������oĤ������ò�^�졣�Y����������ն���50kPa��AZ91D�V�Ͻ���ղ�T����R��ֵ������ն�<50kPa�r��Һ�BAZ91D�V�Ͻ����������F��ͬ�̶ȵ�����ȼ���F������ն�Խ�ͣ��VҺ���lԽ���أ���ն�≥50kPa�r��ԇ�����Vδ�p�٣����VҺ���o�ı�����ò��uڅ���B�m�����ܣ��^�õ��������VҺ����ȼ���F����ն�<50kPa�r���ڱ��oĤ�ı�����ò�д������@��“��”��“�Ѽy”��ͨ�^�VԪ���|���֔��c��ն�֮�g���Pϵ�����˔��Wģ�ͣ�ԓģ�͌�AZ91D�V�Ͻ���ղ�T����Ѕ������x���m����AZ91D�V�Ͻ���ղ�T��������նȞ�50kPa��
�����V����Ͻ���ܶ�С���|���p���Ȅ��ȡ��ȏ��ȴ����������õ��������ܡ��Cе�ӹ����ܼ��ɻ����ԣ��ڽ�����܇�ܺĺ����ͨ�ŮaƷ���p�����������@���ă��ݡ���AZ91D�V�ϽW���|������≺��һֱ�ԁ��������a�^���������R���y�}��Һ�BAZ91D�V�Ͻ�ȼ�������l�����ºϽ�ɷ�׃����Ӱ�AZ91D�V�Ͻ�aƷ�����ܡ�ĿǰAZ91D�V�Ͻ�����ij�����Ҫ�Љ����T��Ͱ�̑B���εȣ��@Щ���ι�ˇ߀���ܺܺõ؝M��AZ91D�V�Ͻ�aƷ�ĸ�Ʒ�|Ҫ����������|�����s����AZ91D�V�Ͻ��T���ľ��ܳ��μ��g�ɞ��ˇ������о��ğ��c֮һ��
������ղ�T��һֱ�ԁ�H�������T�캽����X�Ͻ��T�����������T��AZ91D�V�Ͻ���ͬ�Ӿ��Н��ڵă��ݡ��������о���AZ91D�V�Ͻ��{���T�켼�g���_���˻�Ϛ��w��SF6 ������������C�����{���T�켼�g��AZ91D�V�Ͻ����a�еă�Խ�ԡ�Fu P H �������AZ91D�V�Ͻ�͉��T���A�δ��l���µı��o���w��������ͼӉ����w��ͨ�^�����͉��T�칤ˇ�������^�ý�Q��AZ91D�V�Ͻ�߉��T���A���a���Ě�׆��}��ʹ���T�����ܵ��Ը��ƣ�Wu H B�Ȍ�AZ91D�V�Ͻ��c�͉���ʧģ�T�켼�g��Y�ϣ�ͨ�^���Ƴ��͚��w�����Ĵ�С���^��Һ�BAZ91D�V�Ͻ�ij�����������������о���Zn��Cd�Ƚ��ٵ����l�����c�ضȺ͉����g���Pϵ������˽��ٵ����l�����S������������ʬF�pС��څ�ݣ��������������۟��t���о���AZ91D�V�Ͻ���MgԪ�ص����l�О飻�����յȌ�AZ31D�V�Ͻ�������۟��r�����l�О��M���˷�����̽ӑ��Ӱ������W���ܵ���Ҫ���ء��mȻ��AZ91D�V�Ͻ������T���������Ͻ�����l�О��M�����о���������Һ�BAZ91D�V�Ͻ�����ղ�T������նȌ�������ȼ�������l�О���о���δ�Ј����
�������n�}ͨ�^�о���նȌ�Һ�BAZ91D�V�Ͻ�����ȼ�������l�О��Ӱ푣��Ķ��_���m�����V�Ͻ���ղ�T��������նȣ���AZ91D�V�Ͻ���ղ�T���ṩ���g������
1��ԇ���ݼ�����
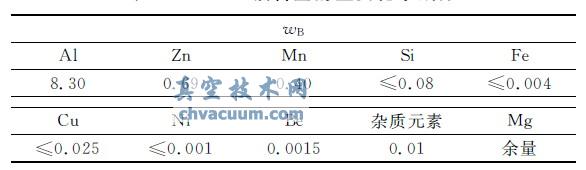
����ԇ���Ϟ�AZ91D �V�Ͻ��仯�W�ɷ�Ҋ��1��ÿ��ԇ�������T�F����۟�400g��AZ91D�V�Ͻ�����ԇ�h��Һ�B�V������SF6+CO2+����՚��Ϛ��w���o����Ϛ��b���Ɍ���������OӋ�b�䡣
��1��AZ91D�V�Ͻ����Ҫ���W�ɷ�%
����ԇ�����ڱ��o���w�������۟�AZ91D�V�Ͻ���(720±10)��r���ܷ��¹ޣ�ֹͣͨ�뱣�o���w��������ղ�O�䣬�������O��նȣ�ͨ�뱣�o�⣬�¹ތ��Լs10kPa/s����������ж�ޡ�ԇ��A��ͨ��ı��o���w�ɷֱ�����μ(����՚�)��μ(CO2)��μ(SF6)=73.75��27.43��1�����Ô��a���C�Ĕz������Ƭ������Quanta 200�ͭh��������R�����V�x����ȡ���ԇ���M�����V�yԇ��������ò�^�졣
2��ԇ�Y���c����
��������SF6 �cMgҺ�������ɵ�MgF2 ������MgO�g϶�У����س������ߜ���MgF2 ���W�Y������������߱���Ĥ�������ԣ�ͬ�r����Ϛ��w�Г����CO2 ���w�cҺ�B�V�Ͻ����Ɏ���늵ğo����̼��������MgO-MgF2 ����Ĥ�Ŀ�϶�У��Mһ�����ƺͼӏ�SF6�ı��oЧ����������՚������d�����w����SF6 ��CO2�ɷN�������w��MgҺ���oЧ�����P�I���ء���ˣ�ԇ��в���SF6+CO2+����՚�ĺ��m�����ɰ�ȫ�۟�AZ91D�V�Ͻ�
����2.1����նȌ�Һ�BAZ91D�V�Ͻ�����ȼ����Ӱ�
�����D1�鲻ͬ��l���£�ͨ�뱣�o���w�rҺ�BAZ91D�V�Ͻ�����ȼ���ĺ��^�������Ϊ���Һ�BAZ91D�V�Ͻ����ĺ��^����������նȞ�50kPa�����m����AZ91D�V�Ͻ���ղ�T�����նȡ���ճ��Խ�ߣ�Һ�BAZ91D�V�Ͻ�����ȼ����څ��Խ��Ҋ�D1a��X �^������Һ�BAZ91D�V�Ͻ��������M�˳ʲ˻����ȼ���c���D1b��Y �^����ȼ���c���ֲ�������̎��ͨ����r��Һ�BAZ91D�V�Ͻ�����ȼ���c����������̎��ȼ���c�����ܔUɢ�ģ��@�������������ڵĜضȸ�������λ�õĜضȣ����������ڸ�����������ȼ���c�a����ȼ���c�ڄ��_ʼ���F�r���a��ҫ�۵����⣬Ҋ�D1d���ڳ���խh���У�������ճ��Խ�ߣ�����r�gҲ��Խ�L����Һ�BAZ91D�V�Ͻ��L�r�g̎��δ���o��B������O����ȼ���c���F������ն�≥50kPa�r�������B�S�����ã��oȼ���c�F����F��Ҋ�D1e�͈D1f��

�D1����ͬ��նȗl����Һ�BAZ91D�V�Ͻ�����ȼ���ĺ��^����
����2.1.1�����oĤ������ò
�����D2�鲻ͬ��նȗl���±��oĤ�ı�����ò���ڲ�ͬ����նȗl���£��ı��oĤ�ı�����ò���Mһ��������ՠ�B���VҺ����ȼ����Ӱ푡�
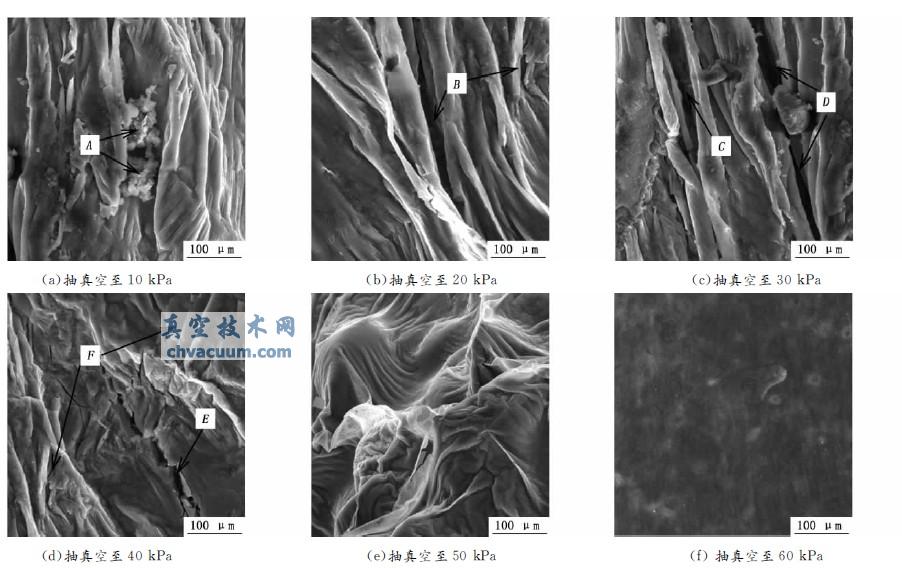
�D2����ͬ��l���±��oĤ������ò
�����ĈD2a�͈D2b�п��Կ������VҺ��̎��ն�Խ�ߣ����oĤ�ı�����ò�����Ҳ��B�m�������ް��F���^�ࡣ��D2a��A �^����ڃ�̎�˻���ȼ���c���^��ò���D2b��B �^������@��“��”������ͨ�^���V�yԇ����Ԫ��δ���z�y�������Mһ���C��ԓ̎����Ĥ���ڲ��B�m�ĬF��ͬ�ӣ����D2c��C��D ��̎�^������ͬ�Ĝyԇ���z�y�Y���ஔ���D2d�е�F �����@�ʬF�ް��F��ą^��E �^������“�ѿp”�����������ڷ�Ԫ�غ���Ҳ�����^�٣��o�������B�m���ܵı��oĤ���@Щ�F��Ĵ����C����Һ�BAZ91D�V�Ͻ�ı��oĤ�ڸ���l���²������þS�֣��M�������VҺ��ȼ����������նȞ�50kPa�r��ԇ�ӱ�����ò���ܣ�������ò��������ɫ��“���F��”��Ҋ�D2e���S����նȵĽ��ͣ�������ò�����������ܣ���ɫ��“���F��”�F��Ҳ��u��ʧ�����ܵı��oĤ���VҺ���^�õ���ȼЧ����ԇ���ڌ��������50kPa��60kPa�ı��oĤԇ�ӵı�����ò�M�����V�yԇ���Y���C�����c���h����ͬ�Ӛ��w�ɷֵı��oĤԇ�ӵĽM���ɷ�������Mһ���C���������50kPa��60kPa��MgҺ����Y��δ���p�ġ�
����2.2����նȌ�Һ�BAZ91D�V�Ͻ����l�О��Ӱ�
����ͨ�^����ͬ��նȗl���µ�Һ�BAZ91D�V�Ͻ��ƘӺ��M�����V�yԇ���Ķ��Д��ڲ�ͬ�l����AZ91D�V�Ͻ�����l�̶ȡ���2����նȗl����ԇ����Mg��Al��Zn��3�NԪ�صľ�ֵ��
��2����ͬ��l����ԇ��������ҪԪ�غ���%
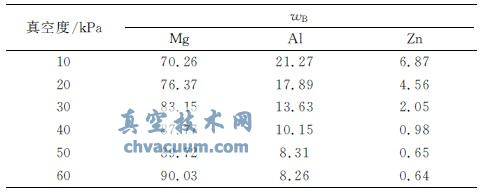
������2�У��S��MgҺ��̎��ն�Խ�ߣ�ԇ����Mg�ĺ����½�ҲԽ����أ���նȞ�50kPa��60kPa�rMg�����cԭʼAZ91D�V�Ͻ����V����(90.09%)��Ȳ���Al��Zn�ɷNԪ�ص��|���֔����Ҳ�����@���f���˕rҺ�BAZ91D�V�Ͻ�o���l�F��a��������l���±���Ĥ������������ֹ���V�x�������ĔUɢ����AZ91D�V�Ͻ���̎����^�ߕr��Mg�ĺ����ʬF���͵�څ�ݣ���ն�Խ�ߣ������½�Խ�ࣻͬ�r��Al��Zn�ɷNԪ�صĺ����S����նȵ���ߣ������S֮���ߣ��@������ԇ����Mg�����l����ġ�Mg���lԽ���أ�Al��Zn�ĺ����͕�Խ�ߡ�����AZ91D�V�Ͻ���Al�������^9%�r���T���M���дִ��γ-Al12Mg17�������͕����࣬�����T�������W���ܣ�Zn�ĺ���>2% �r��AZ91D�V�Ͻ��T���еĿs�ס��s���@�����ӡ���նȞ�40kPa�r��Al�����_10.15%����նȞ�30kPa�r��Al�����_13.63%��Zn������2.05%�����S����նȵ��Mһ����ߣ��VԪ���|���֔�Խ�ͣ�Al��Zn�����@�����L�������^һ�����r��������Ӱ�AZ91D�V�Ͻ��T�������W���ܡ�����նȞ�30kPa������ԇ��A�δ�s��18.5mL��Mg���l����ղ�T���A�Σ��@ЩMg����һ���c���͚��w�еĿ՚ⷴ�������ɴ����ğ�����ͬ�r�����M�����չܵ����Y����յ�Ӱ�Ҳ�Dz����ġ����ԑ�����ղ�T��h�������ؿ���Һ�BAZ91D�V�Ͻ�����l�О顣�D3����ն��cMg����֮�g���Pϵ������
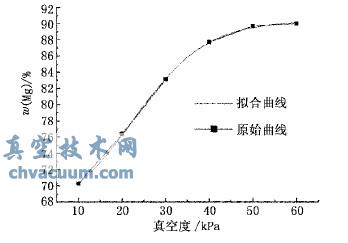
�D3����ͬ��l����Mg�����c��ն��g���Pϵ����
�����ĈD3���Կ������S����ն��ɸ�����D׃��Mg�����ȳ����Lڅ�ݣ������L�ٶ���u׃�þ������_��һ��ֵ�������ֲ�׃������MgҺ��̎��ն�≥50kPa�r��ԇ����Mg�����cԭʼAZ91D�V�Ͻ���Mg��������һ�¡�
������ԇ��^���У����D3�е�ԭʼ�����M�ДM�ϣ��õ���
����ʽ�У�y ��Mg�|���֔���%��x ����նȣ�kPa��Һ�BAZ91D�V�Ͻ���̎��ն�Խ�ߣ������l�̶������أ���ղ�T����Һ�BAZ91D�V�Ͻ��ڳ���խh�������l���w���H���c���͚��w�������l�¹ʣ�����һ���ڳ���չܵ����Y�������ܵ����@�ӌ��ڳ���ռ��VҺ���;�������ͬ�r��AZ91D�V�Ͻ���Mg�����l����Al��Zn���������ӣ��Ķ�����AZ91D�V�Ͻ�aƷ��Ʒ�|�����ԣ�ԇ����ڲ�ͬ��l���yԇMgҺ�����l�̶ȣ��@ȡ�����նȣ��Դˁ�����MgҺ�����l����ղ�T�����a���IJ���Ӱ푡�
3���YՓ
����(1)����նȵ���50kPa�r��MgҺ����������F��ͬ�̶ȵ�����ȼ���F����50kPa��MgҺ�����B���ã���նȵĽ���ʹ��MgҺ���oĤ�ı�����ò��uڅ���B�m�����ܣ����^�õ،�Һ�BAZ91D�V�Ͻ�����ȼЧ����
����(2)ԇ����Mg�����S����նȵ����߶������½�����ն�≥50kPa��ԇ����Mg�����cԭʼAZ91D�V�Ͻ���Mg�����ஔ����ն�<50kPa��ԇ����Mg�������ͣ�
����(3)Һ�BAZ91D�V�Ͻ����VԪ�ص��|���֔��c��ն��g���Pϵ�M�Ϸ��̞飬
����(4)�m����AZ91D�V�Ͻ���ղ�T��������ն�ֵ��50kPa��






