Шʽ�l���y�l��Ш�漼�g���M�������y�}���P
����ͨ�^����Шʽ�l���y��ʹ�����ܷⲻ�����}�ķ������_�����pШʽ�l���y�ĺ����Y��;��ͨ�^���pШʽ�l���y�l��Ш�������y�}�M�й��P����Q�����a�еļӹ��y�}��
һ��ǰ��
�����l���y�ǟ��F�ߠt�����O�䣬���ڸߜظ߉��������|�Ľ�ֹ��ͨ�^�����ܷ�Ч��Ҫ���^�ߡ��l���y�y�w�c�l����ܷⲿλ�ǿ�б���������(Ҋ�D1)�����ܷⲿλ�M�ж�λ��ʩ�Ӊ����ǿ��l�����҃ɂȵ�Ш���c�y�w���b��ăɂ�Ш�K����Á���ɣ�Ш�K�c�l��Ш��ăAб�Ƕ��c�ܷⲿλ����һ�£��@�Ӽ�������l���c�y�w֮�g�ľo������ܷ�(Ҋ�D2)��

�D1 Шʽ�l���y
1.�y�w2.�l��3.�y�w

�D2 Шʽ�l���y
1.�y�w2.�l��3.�y�w4.�K
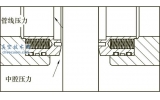
������Шʽ�l���y���ڵĆ��}����
�����l���yШ�K�c�l��Ķ�λĿǰ�ЃɷN��ʽ��һ�N�dž�Ш��λ��һ�N���pШ��λ��
������ǰ����(���)ұ���O������˾���a���l���y��Ҫ���Ш��λ(Ҋ�D3)�������@�N�Y�����y�T���Ñ�ʹ���н������F�ܷⲻ�����|�����}������������������y�T�ܷⲻ������Ҫԭ�����l���چ��]�^�������Ҕ[�ӣ��y�T��ÿ���]�ϣ��l�岻�ܜʴ_�̶���ͬһ���ʴ_��λ���ϣ������y�T�P������

�D3 ��Шʽ�l���yʾ��
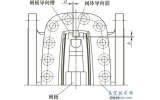
�����pШʽ�l���y�l��Ш��Y��
�������^���y�T�ļ��g���M����˾�OӋ��һ�N�µĶ�λ�Y�������pШʽ��λ�����ÿ��Խ�Q�l�冢�]�r���Ҕ[�ӵĆ��}����ԭ�����l��Ш���ڱ��C����б���ͬ�r�����������҃ɂ�б�棬���҃ɂȵ�б���γ�“��”���ΊA�ǣ�ÿ̎Ш�K�ǃɂ�����Ш�涨λ�����¡�����б���γ�һ���ͺ��棬�y�T���P�]�r�ͱ��C���l��ֻ��ͣ��ͬһλ���ϣ���Ч�������l�������҃ɂȸZ�ӣ��˷��ˆ�Шʽ�l����ʹ���^�����ܷⲻ�����y�}(Ҋ�D4)��

�D4 �pШʽ�l���yʾ��
�ġ��pШ��ļӹ��y�}���P
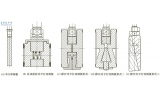
�����pШʽ�l���y�ڮaƷ�OӋ�Ͽ˷��ˆ�Шʽ�IJ��㣬���ڼӹ������^�����ѳ��F�˲��ӹ���ƿ�i���}����ͨ���O�����M���pШ��ļӹ��^��Ш��Ҫ���y�Ķ࣬��Ш���һ����gƽ�棬������Ŀ��gƽ�棬����һ�N�ͺ�б�棬�ӹ��r���������������鱣�C������l���y�ɂ�б��ӹ�Ч�ʺͼӹ����ȣ����������������c�����������ú��Ƕȹ��b���b�A��λ�ķ���(Ҋ�D5)��

�D5 ���bʾ��
�������������w�Aб23°��ֻ��Ҫ�_��C���cˮƽ��ĊA��18°���ɣ��{�����߽Ƕȿ�һ�μӹ����Ρ����w�ӹ���ˇ���£�
����1)��܇�l���ܷ��档
����2)���D���l���ܷ��漰��A����ʄ����l��Ш�Kλ�ü��^����ʮ�����ľ���
����3)���A�Ǟ�23°�Ĺ��b���l��ֱ����С�̶��ڹ����_�ϣ�ʹ�l���^�������ľ��c���b���ľ��غϣ��@�Ӿ�ʹ���l��һ�˵�Ш�K��λ��ʽ��һ��23°�����ǡ�
����4)����^���D18°�����D��Ҫ��ӹ�����һ�˵ďͺ�б�档
����5)һ�ˏͺ�б��ӹ���ɣ������������ӹ���һ�ˏͺ�б�档
���������Ϲ�ˇ�ӹ����l��Ш��ďͺ�б�棬���b����M�І��]���ܷ�ԇ��ȫ�_���D��Ҫ�����@�N�����b���ӹ������H�p����Ӌ������߀�p���˹��������������韩������˹���Ч�ʣ������˄ڄӏ��ȣ�����˼ӹ����ȡ�
�塢�Y�Z
�����pШʽ�Y���l���y�˷����Ñ���ʹ�����ܷⲻ�����|�����}�������b�ֿ˷����a�����^���еļӹ��y�}��������������aЧ�ʣ������˹��˄ڄӏ��ȣ����`�C�����@Щ���g���M���ӹ������Ǻ����ġ�