�\ՄPG64/250��늄�(d��ng)Ш���l���y���ޏ�(f��)
��������ú�V��������÷����b��5�_(t��i)250D-60C×8���x��ʽ��ˮ�ã�ˮ���Ϸ����b��PG64/250��늄�(d��ng)Ш���l���y��늄�(d��ng)�l�y��(j��ng)�^(gu��)�L(zh��ng)��ʹ�ú��(n��i)��ĥ�p��(y��n)�أ���������ʹ�ã���(j��ng)�^(gu��)��ж�ޏ�(f��)ĥ�p��(y��n)�صIJ�������������������(ji��)�s������M(f��i)�ã�߀�Ɍ������ʹ�É������L(zh��ng)3������V���x��ʽ��ˮ�õİ�ȫ�\(y��n)�D(zhu��n)�ṩ�˰�ȫ���C��
����늄�(d��ng)Ш���l���y��Ҫ���y�w���y�w���y�ꡢ�y�U����(zhu��n)��늄�(d��ng)�C(j��)���p�ٙC(j��)��(g��u)�����ϡ��y�U��ĸ���ք�(d��ng)��늄�(d��ng)�ГQ�C(j��)��(g��u)����݆�Ȏײ��ֽM�ɡ�늄�(d��ng)Ш���l���y�����͉����͜�(�ߡ��͜�)�����g���߂��p���ܷ�ܣ���ĥ�p��ʹ�É����L(zh��ng)�ȃ�(y��u)�c(di��n)Խ��(l��i)Խ�V���đ�(y��ng)���ڇ�(gu��)��(n��i)���(l��i)ú�V��I(y��)����(sh��)�F(xi��n)���|(zh��)���_(k��i)���c�P(gu��n)�]����ϵ�y(t��ng)�ķ�(w��n)���c���ưl(f��)�]����Ҫ�����á�����ú�V��������÷����b��250D-60C×8���x��ʽ��ˮ��5�_(t��i)��ÿ�_(t��i)�x��ʽ��ˮ�ö��b��PG64/250��늄�(d��ng)Ш���l���yһ�_(t��i)�����������Á�(l��i)���ƺ��{(di��o)��(ji��)�x��ʽˮ�õ������͓P(y��ng)�̡����Ļ���ĥ�p���Ͻ�(j��ng)���l(f��)������������ԭ���ҳ���(du��)�ߣ���ռ��g(sh��)�W(w��ng)(http://shengya888.com/)�J(r��n)�錦(du��)�l���y�Ļ����M(j��n)���ޏ�(f��)���Q�ǾS�ޕr(sh��)��(sh��)�ڱ��еĹ�����
1������
����1)��̖(h��o)��PG64/250�ͣ��m���ڹ��Q(ch��ng)����PN1.6��6.4MPa�������ض�0��100�档
����2)�Y(ji��)��(g��u)���c(di��n)
����(1)�����з��m��˨�B�ӣ�֧�܃ɶ˞鷨�m�B�ӻ�?q��)����B�ӡ�
����(2)���]�����ð��ܷ⸱��(qi��ng)���ܷ⣬���܃�(y��u)����
����(3)�ܷ⸱���Ϟ���ĥ�մɻ���ĥ�Ͻ���ĥ�ԏ�(qi��ng)���͛_�g���Ͳ�����Ħ����С���ܷ�ɿ���
����(4)�y�w���������Y(ji��)�ͺ����������������]�`������衣
����(5)�y�U��(j��ng)�{(di��o)�|(zh��)�ͱ��浪��̎���������õĿ����g�ԣ��������Ժ���ĥ�ԡ�
����(6)�д�ڏ��O(sh��)�ÝL��(d��ng)�S�У����]�p�ɡ�
����(7)ԓ�l�y�Y(ji��)��(g��u)��(ji��n)�Σ��������㣬���ܺã�ʹ�É����L(zh��ng)��
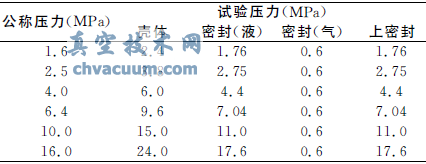
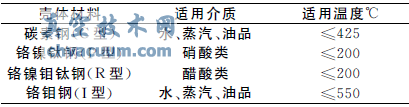
����3)�m�÷��������Љ����m�B�ӵ��l�y�m���ڹ��Q(ch��ng)����PN1.6��16.0MPa�������ض�-29�桫550���ʯ�͡�������ˮ���������վ���Nϵ�y(t��ng)�Ĺ�·�ϣ��Д���ͨ��·���|(zh��)���m�ý��|(zh��)��ˮ����Ʒ�����⡢���ᡢ�A���������ء�������Ȼ���(Ҋ(ji��n)��1����2)��������ʽ���ք�(d��ng)���X݆����(d��ng)��늄�(d��ng)�����(d��ng)�ȡ�
��1 ��Ҫ����Ҏ(gu��)��
��2 �m�÷���
2������ԭ�����
����늄�(d��ng)�l�y��(j��ng)�^(gu��)һ�Εr(sh��)�gʹ�ú�����ÿ���_(k��i)��ͣ�ôΔ�(sh��)�࣬ˮ���_(k��i)�Õr(sh��)��·�ĉ���4MPa��ʹ늄�(d��ng)Ш���l���y���_(k��i)�r(sh��)�ܵ�������Ħ�����^(gu��)��(y��n)��ĥ�p늄�(d��ng)Ш���l���y��(n��i)��������Ш���l��ɂ�(c��)�Ļ����ۣ�ĥ�p��(y��n)�ؕr(sh��)��(d��o)��Ш���l��Ó�x�����Dס�����늄�(d��ng)�l�y�P(gu��n)���M(j��n)ȥ�����_(k��i)������(l��i)�����늙C(j��)�^(gu��)ؓ(f��)�ɡ��x��ʽˮ���_(k��i)�û�ͣ�ö������늄�(d��ng)Ш���l���y�P(gu��n)�]����r���M(j��n)�У��@�ӽoˮ�õİ�ȫ�\(y��n)�D(zhu��n)��(g��u)�����[���������@�N��r��ֻ�܌�(du��)늄�(d��ng)Ш���l���y�M(j��n)�����w���Q�����HҪ�����f(w��n)��Ԫ������M(f��i)�ã����҄ڄ�(d��ng)��(qi��ng)�ȴ�ʩ�������L(zh��ng)�������������f���U�����չ�(ji��)֧��������(zh��n)�䌦(du��)���F(xi��n)���ϵ�늄�(d��ng)Ш���l���y�M(j��n)���ޏ�(f��)̎����
�����S������������ĥ�p��(y��n)�صĻ���ʣ�ಿ�ָ�����ټӹ��µĻ���������ԭ��(l��i)��λ���ϣ�Ȼ���Ш���l��ɂ�(c��)ĥ�p��(y��n)�صĻ�������늺��a(b��)�ã�����㊴��ѻ�����㊳���(l��i)���͕�(hu��)�_(d��)����늄�(d��ng)Ш���l���y�ļ��g(sh��)Ҫ��������Q�Ļ�������Ӳ�ȡ���(qi��ng)�ȸ�һЩ�������ߴ�����Č�һ�c(di��n)�����ܴ�����늄�(d��ng)Ш���l���y��ʹ�É�����ͨ�^(gu��)������P(gu��n)���Y�ϣ��м�(x��)��������ԭ��(du��)ĥ�p������M(j��n)�����J(r��n)��y(c��)�����O(sh��)Ӌ(j��)�L�Ʋ݈D������ʩ�����E��Ȼ���_(k��i)ʼ�M(j��n)��(sh��)ʩ��
����(1)��ж늄�(d��ng)Ш���l���y���z��y(c��)������(zh��n)��úϸ��������ߣ��_(k��i)ʼ��ж늄�(d��ng)Ш���l���y�y�w�c�y�w���B����˨�����l�y�ݗU�cШ���l���^���B�Ӳ���Ó�x��늄�(d��ng)Ш���l���y늄�(d��ng)���ּ��y�w�����ŵ����ϣ��z���y�w��(n��i)�����cШ���l��ĥ�p��r����(j��ng)����(hu��)���F(xi��n)Ш���l�����y�w��(n��i)�Dס�ò�����(l��i)����r���@�r(sh��)���Ì�(zhu��n)�ð��ӌ�Ш���l����y�w��(n��i)픳���(l��i)����һ����(du��)Ш���l���y���y�w��(n��i)���ߴ��M(j��n)�Мy(c��)�����ɂ�(c��)�����L(zh��ng)�Ȟ�400mm������14mm�����12mm���y(c��)����(hu��)���݈D��(bi��o)ע�ߴ���ø����f�������ಿ�ָ��������ĥ��C(j��)ĥƽ��Ȼ���Ш���l���\(y��n)�Ͼ�����늺����a(b��)ĥ�p��(y��n)�ص�Ш���l��ɂ�(c��)�����ۣ����a(b��)�����s��(l��i)���͵��C(j��)�S㊴��ӹ������ȸ���(j��)���x�õĻ����Č��Ⱥͺ�ȣ��ټ�������g϶�M(j��n)�Є������۵��L(zh��ng)���cШ���l��ɂ�(c��)�L(zh��ng)��һ�£�����ÿ��(g��)�����ӌ�3mm������Ш���l��ɂ�(c��)�IJ���Ҳ��(y��ng)����3mm��ԭ��(l��i)����14mm+3mm+����g϶0.5mm+�ߴ繫��±0.02mm=17.5±0.02mm����ô�����17.5±0.02mm���ی�12mm+����g϶0.5mm+�ߴ繫��±0.02mm=12.5±0.02mm���ی���12.5±0.02mm������(j��)�ߴ��M(j��n)�Є������ڙC(j��)�S㊴���㊳�Ш���l��ɂ�(c��)�����ۺ��\(y��n)�¾���
����(2)�ӹ��»�������?y��n)��y�w���T䓼����ӹ�����ǰ�ȸ���(j��)�y�w�IJ��|(zh��)�x�ú��m�IJ��ϡ�����40Cr�����̼�{(di��o)��䓣��{(di��o)�|(zh��)̎����������õľC�����W(xu��)���ܣ���(qi��ng)�Ⱥ�Ӳ�ȱ�ԭ��(l��i)�Ļ�������Ҫ��һЩ������ˏ�(qi��ng)�Ⱥ���ĥ�ԡ����ԛQ���x��40Cr䓼ӹ��ɻ��������ȱ�ԭ��(l��i)�ӌ�3mm����ȡ��L(zh��ng)�Ⱥ�ԭ��(l��i)һ�ӡ�����һ��(c��)����߅�ӹ���5×45°�Ĵǣ����ӕr(sh��)���¿������p�á��ӹ��ɼ����L(zh��ng)400±0.02mm;��17±0.02mm;��12±0.02mm���ӹ��ú��¾����b�������D1��ʾ��

�D1 ����
����(3)���bԇ�\(y��n)�D(zhu��n)�����¼ӹ���40Cr��ƳɵĻ����ú��ӵķ������ӵ�늄�(d��ng)�l�y���y�w��(n��i)�ɂ�(c��)�������ϡ��¡��������ľ�Ҫ������������IJ���������(hu��)���Ш���l���y����λ���y�w�ڭh(hu��n)���y���w�ڭh(hu��n)���|�ܷⲻ��(y��n)��Ш���l���y���Dס���_(k��i)�P(gu��n)�����c���ϡ��ѻ������������ľ���λ�á�����Ҫ�ι�ƽ��������Ҫ��ĥ��C(j��)��ƽ�S��ĥ����ĺ�����늺�ˎƤ�������y�w��(n��i)�۹���������ĥ�ꮅ��Ш���l��ɂ�(c��)�Ļ����ی�(du��)��(zh��n)�������M(j��n)ȥ���z���Ƿ����Ƶ��ס����Ʋ����ב�(y��ng)��ĥ����K�IJ�λ�����S���S��������Ш���l��ɂ�(c��)�����۱����ë�̣���(du��)�ڻ���������?y��n)麸�Ӯa(ch��n)���ĺ��������Y���Y������Ȼ�����S����ĥ�⻬������ڻ���������ϝ�(r��n)���ͣ���Ш���l�匦(du��)��(zh��n)�������M(j��n)ȥ��ֱ�����Ƶ��מ�ֹ����(l��i)�������״Σ��o(w��)��K�F(xi��n)��Ш���l�������ܷ����c�y�w�ܷ�����|��(y��n)�ܣ��Ϳ����b�y�w��늄�(d��ng)���ֺ͜p�ٲ��֡��_(k��i)ʼ���������J���늄�(d��ng)���֡��p�ٲ��ֺ��y�w�������λ�����y�w���g���ݗUβ����Ш���l����^���B�Ӻá����b���y�w�c�y�w���ܷ�|�ӣ�����M36×150mm��12�l�B����˨������ƽ�|�͏��ɉ|Ȧ���i�o��ĸ�����y�w�̶��ú��䓽z�K���������J������{(di��o)��늄�(d��ng)Ш���l���y�M(j��n)�ͳ�����λ�_(k��i)�P(gu��n)���{(di��o)��(ji��)��늄�(d��ng)Ш���l���y�y�U���г̣�ʹ늄�(d��ng)Ш���l���y�P(gu��n)��λ���_(k��i)��λ�r(sh��)���Ԅ�(d��ng)ֹͣ��ԇ�(y��n)��늄�(d��ng)Ш���l���y�Ϳ�����ԇ��ǰ�Ĝ�(zh��n)�乤���ˡ����ȴ��_(k��i)���������y��ʹ�����������w���M(j��n)ˮ���еĿ՚��ų���(l��i)��ˮ����պ�Ϳ�����늆���(d��ng)ˮ��ԇ�(y��n)���_(k��i)�P(gu��n)늄�(d��ng)Ш���l���y���z�����׃����r���܉����(j��)��Ҫ���r(sh��)�_(k��i)�����P(gu��n)�]���_(k��i)�P(gu��n)�`��ɿ��o(w��)��푾��f(shu��)���ϸ�
3���Y(ji��)�Z(y��)
����늄�(d��ng)Ш���l���yͨ�^(gu��)���Q�����ͺ��a(b��)�ӹ������ۺ�(j��ng)�^(gu��)�L(zh��ng)���ԁ�(l��i)���\(y��n)�Ќ�(sh��)�`�C����������ĥ�Ժ�ʹ�É����õ�������ߺ����L(zh��ng)���cԭ��(l��i)���Q����ǰ��늄�(d��ng)Ш���l���y��ȣ������L(zh��ng)ʹ�É���3�������ĵIJ����١�����һ��ֻ��Ҫ200��Ԫ�IJ����M(f��i)�ã�һ�_(t��i)�ɹ�(ji��)�s���f(w��n)��Ԫ������M(f��i)�ã�5�_(t��i)늄�(d��ng)Ш���l���y�Ϳ��Թ�(ji��)�s10�f(w��n)��Ԫ�����(ji��)ʡ�����������������ģ���V���x��ʽˮ�õİ�ȫ�\(y��n)�D(zhu��n)�ṩ�˿ɿ��İ�ȫ���ϣ�ȡ�����^�õđ�(y��ng)��Ч����






















