球面磨削方式和球面磨削機(jī)床探討
對(duì)球閥球面磨削機(jī)床的幾種磨削方式與磨削原理進(jìn)行了研討,在對(duì)比了幾種磨削方式的優(yōu)、缺點(diǎn)之后,介紹了一種新型的磨削方式即新型的球面磨削機(jī)床。
隨著社會(huì)的發(fā)展,石油、化工、鋼鐵、煤粉和天然氣輸送、核電站等行業(yè)對(duì)高精度、硬球面、硬密封球閥的需求越來(lái)越大,對(duì)球閥行業(yè)和球閥維修行業(yè)提出了越來(lái)越高的要求。這類(lèi)球閥其球面為硬質(zhì)合金噴焊或者超聲波合金焊接,其硬度達(dá)到63HRC左右,密封座面也為硬接觸,不再是橡膠接觸軟密封,其密封壓力要求40MPa,軟密封是遠(yuǎn)遠(yuǎn)達(dá)不到的。這類(lèi)球閥的球面必須磨削加工,其圓度要求非常高,加之表面硬度極高,采用傳統(tǒng)的車(chē)削加研磨的加工方式,已經(jīng)不能達(dá)到閥門(mén)的要求。目前國(guó)內(nèi)該行業(yè)幾個(gè)大的球閥廠球面磨削這道工序大多是用進(jìn)口機(jī)床在加工球閥球面。
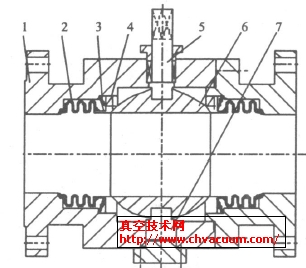
1、砂盤(pán)磨削方式———范成法磨削球面
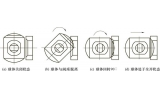
圖1a為一臺(tái)進(jìn)口機(jī)床,圖1b為其磨削原理。
這種磨削方式的磨削原理為范成原理。磨頭為碗狀砂盤(pán),多只砂條鑲嵌在砂盤(pán)上;碗狀砂盤(pán)扣蓋在待磨削的球面上,每塊砂條都接觸待磨削的表面;磨削時(shí),砂盤(pán)繞磨頭主軸軸心線高速轉(zhuǎn)動(dòng),球體繞其工件心軸的軸心線低速轉(zhuǎn)動(dòng),隨著磨頭即砂盤(pán)的工進(jìn),最后范成磨削出整個(gè)球面。這種磨削方式砂盤(pán)的口徑必須≥待磨削的球面寬度,否則球面不能完全磨出。目前國(guó)內(nèi)多家廠家也按照這個(gè)原理研制出來(lái)了此種形式的球面磨床。
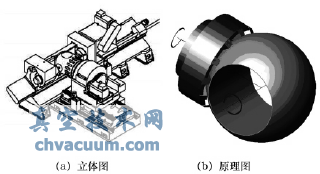
圖1 進(jìn)口機(jī)床及其原理圖
其優(yōu)點(diǎn)為參與磨削的砂條多,生產(chǎn)率高。其缺陷是球的規(guī)格若有變化,砂盤(pán)就需要變化,所以一臺(tái)機(jī)床需要配備較多的砂盤(pán),砂盤(pán)制造費(fèi)用較高,故只適合大批量生產(chǎn)球形零件的場(chǎng)合,小批量生產(chǎn)時(shí)很不經(jīng)濟(jì)而很少使用。
2、砂輪磨削方式———展成法磨削球面
目前國(guó)內(nèi)有的廠家使用的是另一種簡(jiǎn)便的磨球方法。其磨削原理見(jiàn)圖2。
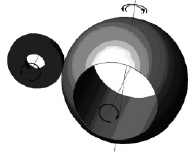
圖2 展成法磨削球面原理
這種磨削方式的磨削原理為展成原理。其與球面車(chē)床車(chē)削球面的原理一樣,磨具為平型砂輪,砂輪的外圓面與工件待磨削的表面接觸; 磨削時(shí),砂輪繞其磨頭主軸軸心線高速旋轉(zhuǎn),工件繞其心軸軸心線單方向低速轉(zhuǎn)動(dòng),同時(shí)繞其另一垂直的球心線來(lái)回往復(fù)的低速轉(zhuǎn)動(dòng),當(dāng)轉(zhuǎn)動(dòng)到球面的一側(cè)時(shí),受其控制機(jī)構(gòu)控制,又轉(zhuǎn)回到另一側(cè),周而復(fù)始地來(lái)回水平轉(zhuǎn)動(dòng)并伴隨著磨頭即砂輪的工進(jìn),展成磨削出球面。
其優(yōu)點(diǎn): 磨削不同規(guī)格的球體,不用更換砂輪,一個(gè)規(guī)格的砂輪可以磨削任何規(guī)格尺寸的工件,磨具的投資省。其缺陷: 參與磨削的砂輪與工件為線接觸,且只有一條線,所以磨削效率很低,不適合于球體的批量化、規(guī)模化生產(chǎn),僅僅適合于球閥的修配行業(yè)。
3、一種新型的球面磨削方式———組合法磨削
其磨削原理見(jiàn)圖3。
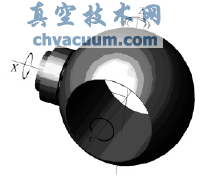
圖3 組合法磨削原理
這種方法為前面兩種方法的有機(jī)組合,結(jié)合了兩者的優(yōu)點(diǎn),摒棄了兩者的缺陷,主要?jiǎng)?chuàng)新點(diǎn)在于:
磨具為碗狀砂盤(pán),砂盤(pán)上安裝有多塊砂條,各砂條與磨削面都接觸; 這個(gè)砂盤(pán)的有效磨削口徑≤球形工件的球面寬度; 工作時(shí),砂盤(pán)繞其軸心線即X軸高速轉(zhuǎn)動(dòng); 球形工件繞其水平球心線即Y軸低速轉(zhuǎn)動(dòng); 當(dāng)球形工件的磨削球面寬度> 砂盤(pán)的磨削口徑時(shí),球形工件將圍繞著垂直球心線即Z軸左右往復(fù)轉(zhuǎn)動(dòng)。當(dāng)砂盤(pán)處于球面的一側(cè)時(shí),機(jī)床的控制機(jī)構(gòu)控制球形工件即向另一側(cè)水平轉(zhuǎn)動(dòng),轉(zhuǎn)到球體的另一側(cè)再轉(zhuǎn)回,周而復(fù)始地來(lái)回水平轉(zhuǎn)動(dòng)并伴隨著砂盤(pán)的工進(jìn),即可磨削出標(biāo)準(zhǔn)的球面。
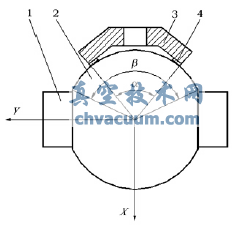
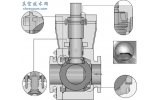
1-心軸;2-工件;3-砂盤(pán);4-砂條
圖4 組合法不同磨削直徑的不同
參照?qǐng)D4,簡(jiǎn)要說(shuō)明不同磨削直徑時(shí)的磨削關(guān)系。當(dāng)球形工件2的球面寬度大于砂盤(pán)3的有效磨削直徑時(shí),球形工件2繞機(jī)床Z軸往復(fù)轉(zhuǎn)動(dòng)的旋轉(zhuǎn)角度等于球形工件的待磨削角度β減去砂盤(pán)包角α,即球形工件旋轉(zhuǎn)角度=β-α。當(dāng)工件2的球面寬度等于砂盤(pán)3的有效磨削直徑(即β=α)時(shí),球形工件不再?lài)@著機(jī)床Z軸旋轉(zhuǎn),直接采用范成法原理就能加工出所需要的球形。
這種磨削方式的機(jī)床如圖5所示: 砂盤(pán)安裝在磨頭正前方,磨削時(shí),受磨頭電動(dòng)機(jī)帶動(dòng),高速地繞X軸轉(zhuǎn)動(dòng),各砂條與球體均勻接觸,對(duì)球體實(shí)施磨削加工;磨頭安裝在機(jī)床床身滑鞍上,滑鞍受伺服電動(dòng)機(jī)- 滾珠絲杠驅(qū)動(dòng),帶動(dòng)磨頭沿X軸向快進(jìn)和工進(jìn);頭、尾架安裝在工作臺(tái)上,工作臺(tái)下有一縱向驅(qū)動(dòng)機(jī)構(gòu),可驅(qū)動(dòng)工作臺(tái)沿Y向左右移動(dòng),安裝工件時(shí)用以移動(dòng)工件使其球心與磨頭主軸軸心延長(zhǎng)線重合,調(diào)整好球心位置后,工作臺(tái)上的固定機(jī)構(gòu)將移動(dòng)部件固定; 頭架上的電機(jī)與減速裝置驅(qū)動(dòng)心軸及工件繞Y軸低速轉(zhuǎn)動(dòng); 工作臺(tái)下有一轉(zhuǎn)臺(tái)機(jī)構(gòu),可帶動(dòng)工作臺(tái)和頭、尾架以及工件一起繞Z軸往復(fù)轉(zhuǎn)動(dòng)。整機(jī)由數(shù)控裝置驅(qū)動(dòng),為數(shù)控三軸兩聯(lián)動(dòng),砂盤(pán)的X軸進(jìn)給和工件繞Z軸的轉(zhuǎn)動(dòng)需要聯(lián)動(dòng); 安裝工件時(shí)工作臺(tái)沿Y軸的移動(dòng)因?yàn)橐苿?dòng)要求高,也需要數(shù)控。
這種磨削方式的特點(diǎn): 參與磨削的砂條多,生產(chǎn)率高; 磨削不同規(guī)格的球體,不用更換砂輪,一種規(guī)格的砂盤(pán)可以磨削多種規(guī)格尺寸的工件,通用性好。在安裝球形工件時(shí),水平移動(dòng)工作臺(tái)使工件的球心與磨頭軸心線重合,磨削時(shí)范成原理保證了球形工件的圓度要求。
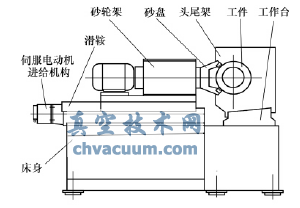
圖5 組合磨削式機(jī)床
4、結(jié)語(yǔ)
新型球面磨削機(jī)床的主要特點(diǎn)是:
(1)采用數(shù)控系統(tǒng)實(shí)現(xiàn)多軸數(shù)控并數(shù)軸聯(lián)動(dòng); 滑鞍采用伺服電動(dòng)機(jī)- 滾珠絲杠,直線導(dǎo)軌驅(qū)動(dòng),進(jìn)給精度達(dá)到微米級(jí)。
(2)磨頭電動(dòng)機(jī)采用變頻電動(dòng)機(jī)拖動(dòng),砂輪轉(zhuǎn)速可根據(jù)球體的大小以及砂輪磨損后直徑的大小而變化,使其磨削速度恒定。
(3)頭架轉(zhuǎn)動(dòng)采用伺服電動(dòng)機(jī)或者變頻電動(dòng)機(jī)帶減速機(jī)直接拖動(dòng),球體繞軸線的轉(zhuǎn)動(dòng)無(wú)竄動(dòng),并可以無(wú)級(jí)變速。
(4)工作臺(tái)的縱向驅(qū)動(dòng)機(jī)構(gòu)采用大慣量步進(jìn)電動(dòng)機(jī)配高精度減速機(jī)拖動(dòng),可驅(qū)動(dòng)工作臺(tái)沿Y向左右移動(dòng),以找正球心安裝位置; 工作臺(tái)的回轉(zhuǎn)采用伺服電動(dòng)機(jī)配高精度減速機(jī)拖動(dòng),轉(zhuǎn)動(dòng)平穩(wěn)無(wú)爬行; 工作臺(tái)轉(zhuǎn)動(dòng)裝置采用新型的消隙機(jī)構(gòu),提高換向平穩(wěn)性; 采用貼塑導(dǎo)軌和靜壓導(dǎo)軌技術(shù),提高球體水平回轉(zhuǎn)精度。
(5)外觀上采用整體防護(hù),貼近現(xiàn)代機(jī)床造型。
這種組合磨削方式的球面磨削機(jī)床機(jī)械工業(yè)第三設(shè)計(jì)研究院已經(jīng)申請(qǐng)了發(fā)明專(zhuān)利,專(zhuān)利名稱(chēng)為《新型球面磨削機(jī)床及其磨削方法》,專(zhuān)利號(hào)為:ZL201110250547.3。目前機(jī)械工業(yè)第三設(shè)計(jì)研究院已著手研制該機(jī)。