���վ�l�y��©ԭ��ķ��������A(y��)����ʩ
�������Y(ji��)���҇��F(xi��n)�к��վ�l�yʹ�õČ�(sh��)�`��(j��ng)�������l�y��©��ԭ������˼��g(sh��)�Ե��A(y��)����ʩ�����켰ʹ���^���Б�(y��ng)��ȡ����©�A(y��)����ʩ��
1������
�����y�T�ֲ��ں��վ�ĸ���·����ϵ�y(t��ng)�У������վ�İ�ȫ���O����Ҫ�����á�Ŀǰ���҇����վʹ�õ��y�T�У����y�����y����ֹ�y��ֹ���y��Ĥ�y���y�T������(sh��)�F(xi��n)�ˇ��a(ch��n)������©�A(y��)����ʩ�^�����ơ��l�y�ڏ��^����Ҫʹ���ڷ���(y��ng)������·ϵ�y(t��ng)(RCP)�����W(xu��)���ݷe����ϵ�y(t��ng)(RCV)����ȫע��ϵ�y(t��ng)(RIS)�Ͱ�ȫ������ϵ�y(t��ng)(EAS)����Ҫϵ�y(t��ng)���ֹ������|(zh��)�ǎ��з����Ե�Һ�w����ռ��g(sh��)�W(w��ng)(http://shengya888.com/)�J(r��n)���乤���ضȡ����������Ͱ�ȫ�ȼ��^�ߣ��ں�늏S���������ɻ�ȱ�����á��L���ԁ�����Ҫ�l�y��Ҫ��ه���M(j��n)�ڡ�
��������ͨ�^�����������M(j��n)�ĺ���l�y���g(sh��)���҇��F(xi��n)�к��վ�l�yʹ�õČ�(sh��)�H��r�������ᘌ��Ե��A(y��)����ʩ���Խ��ͺ���\(y��n)���аl(f��)���l�y��©���L(f��ng)�U��
2������
�����l�y��һ�N�ؔ��y�����]���l����\(y��n)�ӷ����c���w����ֱ���l�yֻ����ȫ�_��ȫ�P(gu��n)���������{(di��o)��(ji��)��(ji��)�����l�y�ĽY(ji��)��(g��u)������(f��)�s��һ�����y�w���y�w���l�塢�y�����y�U�����ϡ���������ĸ��ֹ�Ӊ|Ƭ�Լ�����(y��ng)�Ĉ�(zh��)�ЙC(j��)��(g��u)�M��(�D1)��
�D1���˼�늄��l�y
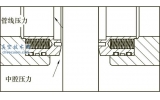
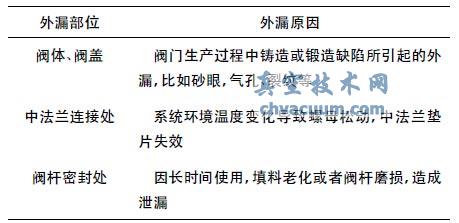
�����y�T�����ܷⲿλ��Ҫ�������c�y�U�����Ϻ������̎���y�w�c�y�w�������m�B��̎����Ҫ�漰�IJ�λ�����y�w���y�w���з��m���B��λ�ú��y�U�ܷ�̎(��1)���y�T���F(xi��n)��©�������|(zh��)���y��(n��i)й©���y�⡣�˼��y�T�l(f��)����©���t��ζ���Ў��з����ԵĽ��|(zh��)����ጷŵ��h(hu��n)���У����@�Ǻ��վ�O(sh��)Ӌ�������S�ġ���ˣ��ں��վ�İ�ȫ�A(y��)���У��O(sh��)���O(sh��)Ӌ�Б�(y��ng)�M���ܱ�������Խ��|(zh��)�ⲿй©�Ŀ����ԡ�
��1���l�y��©��λ��ԭ��
3���A(y��)���l�y��©�ļ��g(sh��)��ʩ
����3.1���y�w
�����y�w��©����Ҫԭ�����y�T���a(ch��n)�^�����T������ȱ��������ģ���ɰ�ۡ�����Ѽy�ȡ����O(sh��)Ӌ�����a(ch��n)�^���У���Ҫͨ�^�x�ĺͼӏ�(qi��ng)���ϙz��A(y��)���y�w��©��
����(1)�x�ò��ϡ�Ŀǰ�����վ�г��õ��y�w������RCC-MҎ(gu��)���IJ��ϣ���Z3CN20-09M(���P��T��)��Z3CND19-10M(���P��T��)��Z2CN19-10NS(���P�呼�)��Z2CND18-12NS(���P�呼�)��Z2CN18-10(���P�呼�)��Z2CND17-12(���P�呼�)��20MN5M(̼��T��)�ȡ��T�������ǿ����x�õIJ��ϣ��������T�������a(ch��n)�����^����ȱ���^�࣬��Щ��(x��)С�ѼyҲ�����ں��վ���\(y��n)���^���аl(f��)����׃׃�εȡ�����y�w�����˃�(n��i)��ȱ�ݺ��Ѽy�����и��õ��͑�(y��ng)���Ϳ����g���g���ԣ����ϵľ��g�Y(ji��)��(g��u)���ɿ����^�ߡ��ں��վ���O(sh��)Ӌ�У��ߜظ߉����l�y��(y��ng)�x������y�w��
����(2)�y�w���ϙz�ں��վ��ʹ�õ��l�y������Ҫͨ�^���M(j��n)���O(sh��)�䡢�ƌW(xu��)�ķ����M(j��n)�Йz�y���l(f��)�F(xi��n)�y�w���y�w�ȳЉ�Ԫ���ϵļ�(x��)ȱ�ݡ�Ŀǰ�����ڲ��ϵęz��ֶ�һ����侀�z�����z��Һ�w�B�z�ȣ�����Ҫ�ɓ����@Щ�z�ϸ��C�����ˆT�M(j��n)�в����z�ڙz��^���У�Ҫ���l�y�����M(j��n)����һ�z�����Dz��ó�z�ķ�ʽ��
����3.2����m�B��
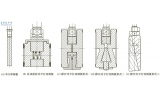
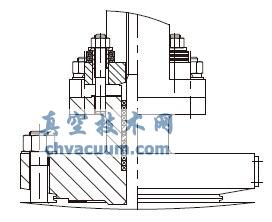
�����з��m��˨�B���Ǻˍu���l�y�y�w�c�y�w�B�ӵ���Ҫ��ʽ���l�y���ڸߜظ߉��ĭh(hu��n)�����ں��վͣ�ѓQ�ϵ��^�����y�T������s�����@�N�ضȲ���׃�Q�ėl���£����ܕ��l(f��)��й©���l(f��)��й©��ԭ���c�з��m�|ƬʧЧ����˨����ĸ�Ʉ����P(gu��n)����ˣ����y�T���O(sh��)Ӌ�^���Ќ��@Щ�����M(j��n)�п��]���x�ÝM����Ҫ������Y�|(zh��)����(j��ng)�^ԇ���C�ĉ|Ƭ���x�ÝM��RCC-MҪ�����˨����ĸ��������ֹ�Ӊ|Ƭ�����C��ĸ�����Ʉӡ��l�y�y�w���y�w�з��m�ܷ�ʧЧ��������a(b��)�ȴ�ʩ�鴽߅��(�D2)����(y��ng)���C��߅�܉��M(j��n)��3���и��߅��ֻ���ڰl(f��)����©�¹ʕr��һ�N�����ֶΣ�ֻ�ھo����r��ʹ�á�
�D2�����к����ܷⴽ���y�w�c�y�w�B��
����3.3���y�U�ܷ�
����(1)���Ϻ͵��Ώ���
�����l�y���y�U�c�y�w�ܷ����ϵĉ��o����ҪӋ��_�������o���^����^С�����ܝM��Ҫ�����O(sh��)Ӌ�y�U�ܷ�Y(ji��)��(g��u)�r��(y��ng)�����_�����όӔ�(sh��)�����ω��o�������ϳߴ磬�����ӹ��^���еijߴ繫��o����(y��n)��ķ��������ڼӹ��^�����Г�(j��)�ɲ鲢��Ҫ��(y��n)���(zh��)�С��x�����ϕr�����HҪ���]�����ضȣ�߀Ҫ���]���ϵ�Ħ���������^������ɵ�Ӱ푡����|(zh��)�����Ԍ����ω�����Ӱ푵ȣ������x�ÝM����Ҫ������Y�|(zh��)����(j��ng)�^ԇ���C�Č������ϲ��ϡ�
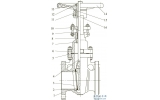
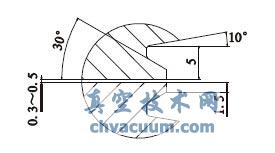
�����������ϵ�ĥ�p�͟���p���������F(xi��n)��(y��ng)���ɳڵĬF(xi��n)���ɼ��d���a(b��)����(y��ng)���ɳڵ���Ч�������������ω��w�ϼ��d���Ώ���(�D3)������ͨ�^���Ώ��ɵ����ã��{(di��o)��(ji��)���ϵĉ��o�̶ȣ��a(b��)�����ϵ�׃�Σ��Ķ�������ϵ��ܷ����{(di��o)��(ji��)�����������ܷ����ܡ�
����(2)��©��
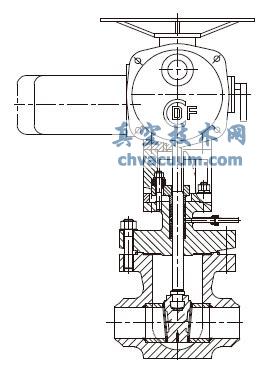
�����ں��վ�y�T�O(sh��)Ӌ�У��e�nj��ڽ��|(zh��)�������Ե��y�T�������A(y��)��������̎�l(f��)����©���������ܵ�й©�����ռ������������ϵ����gλ�ü�����©��(�D4)�ķ�ʽ���@�N��ʽ��������3���֘�(g��u)�ɣ��ϲ����²������Ɍ����ܷ����õķǽ������ϯB�ŽM�ɣ����g�O(sh��)�ý���“���\”�h(hu��n)��“���\”�h(hu��n)̎�Эh(hu��n)�ο��g���Ԝ������ռ����²����ρ���й©���|(zh��)����“���\”�h(hu��n)̎���y�w�ϴ�ײ�����һ��©�ܣ����ڌ�й©���|(zh��)����©�܌�(d��o)�����ռ�����ˮ�Ļ���ϵ�y(t��ng)����©�ܵ��O(sh��)Ӌ�ஔ(d��ng)���������O(sh��)Ӌ�r������һ�����o(h��)��ʽ����(d��ng)���|(zh��)�ډ������������������ϣ����_(d��)���g“���\”�h(hu��n)λ�Õr���������ͣ���������©��̎��������0����ʹ���|(zh��)����©��̎�������������^�m(x��)���ό�����̎���ӣ��Ķ������˽��|(zh��)�^�m(x��)���y�U���Ϸ���©������©��̎�����Ľ��|(zh��)ͨ�^��늏S��ˮ�Ś�ϵ�y(t��ng)�ܵ��M(j��n)���ռ�������(j��ng)�^���U̎��ϵ�y(t��ng)�M(j��n)��̎����
�D3�����ω��w���е��Ώ���
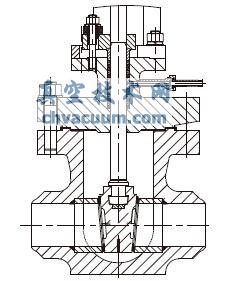
�D4���y�w�ώ�����©��
����(3)���ܷ�
�������ܷ����y�w���c�y�U�^�����|��λ�M�ɡ����ܷ�Ҳ�Ƿ�ֹ���|(zh��)���y�U�ܷ�̎�l(f��)����©��һ�N��ʩ����(d��ng)���ܷ���ȫ���|�r��Ҫ���й©���OС�������^0.04cm3/(td)��ʽ��d���y�Uֱ����mm;t��r�g��h�����ܷⲻ����ه��ϵ�y(t��ng)���������_(d��)��Ҏ(gu��)�����ܷ����ܡ����ܷ⑪(y��ng)����ʹ�y�U����ȫϵ�y(t��ng)������������һ����r�²�ʹ�����ܷ⣬ֻ�Ю�(d��ng)�l�y���ϰl(f��)����©�r����Ͷ��ʹ�ã��Ķ����C�l�y�����\(y��n)�е��Q�����g�������y�U����λ�Û]�д����������|(zh��)©�������߿��Ա��C�ں�늏S�\(y��n)�����g���Q���϶��pСݗ�䄩����
����늄��l�y���_���c(di��n)���O(sh��)�����y�Tȫ�_��λ�ã��O(sh��)���c(di��n)���c�y�w���|��������һ����ԣ�����@���O(sh��)�õ�Ŀ���Ǟ��������늄��^�Ĺ��������Լ������㲿�����ϵĹ������Ȇ��}���늄��^�г��_�P(gu��n)��δ�������y�T���ܷ��ѽ��|����r����(d��o)�����ܷ���y�w�ě_���Ɖģ��Ķ�Ӱ��y�T������ʹ�É�������(d��ng)늄��y�T��Ҫʹ�����ܷ�r��ͨ�^늄��b�õ���݆�M(j��n)���քӲ�����
�����ں��վ�����ڸߜظ߉����l�y��һ�����ܷ���ܷ�����Ҳ���öѺ�˾̫��Ӳ�|(zh��)�Ͻ�ķ�ʽ���@�ӿ����������ܷ��ʹ�É�����
4�������cʹ�����A(y��)����©�Ĵ�ʩ
����4.1�������^��
�����l�y�����a(ch��n)�^�̑�(y��ng)�߂佡ȫ���|(zh��)�����C�wϵ���ӏ�(qi��ng)���a(ch��n)��������������ɺ��M(j��n)��ԇ�z�l�y���Sᘌ���©�M(j��n)�е�ԇ��К��w��(qi��ng)��ԇ���ܷ�ԇ���y�U�ܷ⌍(sh��)
����(1)���w��(qi��ng)��ԇ������y�TͿ��֮ǰ�M(j��n)�С�ԇ�r���y�T̎���_����B(t��i)��ԇ����1.5�����y�T������S�É����������r�g��10min��6min(ÿ������С�ں�)֮�е��^��ֵ��
����(2)���ܷ�ԇ�r���y�T̎�����ܷ��B(t��i)�����ω��w̎���ɳڠ�B(t��i)��ԇ����1.0��������S�É����������r�g������10min�����(bi��o)��(zh��n)��й©�������^0.04cm3/(td)��
����(3)�y�U�ܷ�ԇ�r���y�T̎�ڰ��_����B(t��i)�����ω��w�����]�����؉��o��ԇ����1.0��������S�É�����DN≤100�r�������r�g����5min��DN>100�r�������r�g����15min�����g��©��̎��й©�������S���^0.04cm3/(td)������̎�����S��й©��
����4.2��ʹ���^��
�����ں��վ���\(y��n)���{(di��o)ԇ�A�Σ��M(j��n)��ˮ��ԇͨ�^ԇ�_���O(sh��)��Ĺ��ܝM��Ҫ���ڴ��^���Йz��_���l�y�o��©���ں��վ�\(y��n)���A�Σ�����(j��)���ۙz���VҪ����Ӌ��ͣ�����g���l�y�M(j��n)�Йz�鲢���ڸ��Q�l�y�����ϡ�ͨ�^���ڙz����Q���ϣ����r�l(f��)�F(xi��n)��������©�[�����_�����վ�İ�ȫ��
5���Y(ji��)�Z
�����S���҇����վ�Ĵ����l(f��)չ���Լ��C(j��)е�ӹ�������������ߣ��l�y�ć��a(ch��n)����һ�N��Ȼڅ�ݡ�ͨ�^�����l�y��©���P(gu��n)�Iԭ����������(y��ng)���A(y��)����ʩ������վ�l�y���a(ch��n)���ṩһЩ���g(sh��)������