�P�����l�y�l�匧�۵ļӹ�����
����ͨ�^���M���l�y�l�匧�۵ļӹ���������������l�y�����aЧ�ʡ�
�������l�y�ڹܵ�������ƽ��|����ͨ���P�]�����á����ھ�������С�����]�`������L���Y���o������ȫ�ɿ������c���V��������ˮ��ʯ�͡���Ȼ�⡢ʳƷ���ИI���ټ����Ї����I�Ŀ��ٰlչ�������Ј����_�l�����l�y���������c�վ������ߖ|�y�T����˾2010�����l�y���a����2000�fԪ��2012�����l�y���a�����_��4500�fԪ���@��Ҫ���y�T���a��I������M�ӹ���ˇ���ڱ��C�aƷ�|����ǰ���£�Ŭ��������a������
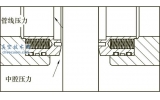
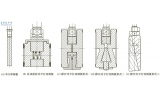
�����l�y���l�匧��λ���y�w��ǻ����Y����D1��ʾ��4�����β��c��ǻä�ט������l�匧��ۣ��l��ĽY����D2��ʾ���l���1��2��3��4�Ƿքe�����y�w���۵�1��2��3��4̎��

�����y�w�ϵČ���ۼs�����l����\�ӷ���ʹ�l��ֻ����������������Ƅӣ��Ķ����F�l����_�����P�]������l�匧�ۼӹ��IJ��ã����HӰ푮aƷ�|������Ӱ푮aƷ�����aЧ�ʡ�
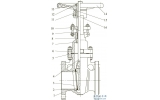
����һ��һ����l�匧�۵ļӹ���������܇�y�w��ǻ���_�A�ߴ磬Ȼ���y�w�ÊA�߹̶��ڲ崲�Ĺ����_�ϣ��ò嵶һ��һ����������@�N�ӹ�����������ȱ�c����һ���ӹ��ٶ���������һֻ25�ڏ����y�w���f����Ҫ5��犲������;������ӹ������y�Ա��C�������@�N�ӹ�������ӹ�����Ҫ�����˵ļ��gˮƽ�����C�����Ժ����׳��Fƫ���ᡢ��С��һ��ȱ�ݡ���D3��ʾ��
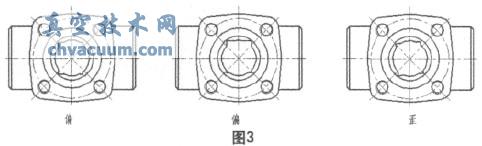
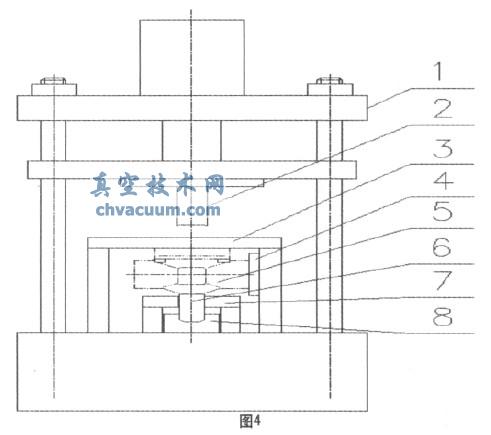
���������µ��l�匧�۵ļӹ��������䷽����������ͨ������Һ���C����ԓ�C�����Ӷ�λ�b�ú͊A�߾Ϳ��Ԍ��F����D4��ʾ��ԓ���b��Ҫ��1����Һ���C��2���Ͳ嵶��3��4�y�w��λ�壬5�y�w(����)��6�y�w�A�o����7�y�w�A�o������壬8Һ��б�Ȱ壬����߀��Һ���b�ú��г̿����b�ýM�ɡ��嵶��������4߅�Σ���ߴ��c�y�w���۳ߴ���ͬ���������߅�е��У������l�匧�۵ijߴ羫�Ⱦ��ɵ��ߵijߴ���ƣ������a����С��һ����r��ԓ�����c�����ϵ��Ƅӹ��������B���ٿv�����Ԍ��F���ߵ������Ƅӡ�3��4�y�w��λ���������y�w�c���ߵ�����λ���Pϵ��ͨ�^�{��ʹ�y�w�Ĵ�ֱ���ľ��c���ߵ����ľ��غϣ��Ա��C���۵�λ�þ��ȡ�3��6��7��8�M�����y�w�ĊA�o�b�ã��A�o���6���¶���б�棬�cб�Ȱ�8��б���Ǻϣ���Һ���C���Ď����£���б�Ȱ�8��ǰ�Ƅӕr���ƄӊA�o��������Ƅӣ��Ķ����F���y�w�ĊA�o����б�Ȱ�����Ƅӕr���A�o������������������Ԅ����ƣ�������y�w�ĊA�o���������{�á��y�w�A�o�������װ��o���������У��г��Fм�������Ƅӵ����m��λ�Õr���г��_�P�����ã��������ƣ��˳�����;�˕r���¸��װ��o��б�Ȱ�8�˳���ж���y�w��Ȼ���b�A��һ���y�w������һ���y�w�M�мӹ���
���������µļӹ������cһ��ļӹ������ļ��g����Ч�����^���±�(����DN25�ڏ����y�w)

�������`�C�����µļӹ��������������a�ɱ�����������˄ڄ����aЧ�ʣ����M����I�İlչ��