�����ßo�C�zճ�����y���c�y�w�̶����ܷ��еđ���
�����U���˽����ßo�C�zճ�����y�T�y���c�y�w�̶����ܷ�ճ���еđ��ã���B�������~�o�C�zճ�������ܼ����ڱP�y�еIJ�����ˇ�͙z�y�^�̡�
1������
������������S������ʯ�͡�������������O�Ŀ�Ŀ��ٰlչ�����y�T�IJ����x��ͽY���OӋ�ȷ�������˸��ߵ�Ҫ�����У������ИI���y�T��������ڏ����ߜظ߉��������g���͛_ˢ��Ҫ���OӋ�����죬�e�Dz������λ����ĥ�y�TҪ��ȫ���������Δ�����10 �f�����ϡ���ú�����ИI��ú�i�������i���ȹ��rʹ�õ��y�T���������ܷ����L��̎�ڽ��|�h���У��ܵ����|�ĸ��g�����|�еĹ��w�w��( Ӳ�|�cӲ�ȸ��_�s50HRC) ���ܷ���ij��m�_ˢ��ͬ�r߀���������|�������ܷ�ȉ������µ��ܷ⸱֮�g��ĥ�p�����r�l���ஔ���ӡ�������ܷ���Ŀ����g�����_ˢ����ĥ�p�����ܣ������y�T���y�꼰�y�������x�������w���YӲ�|�Ͻ���ռ��g�W(http://shengya888.com/)�J����Ӳ�ȸ��_90HRA����������ĥ�����g���͛_ˢ������ȫ�M��ʹ��Ҫ�����w���YӲ�|�Ͻ��y���c�y�w֮�g�Ĺ̶����ܷⷽʽ�s����һ�����y�ȡ�
2������
����Ӳ�|�Ͻ��c��ͨ��y���c�y�w�Ĺ̶����ܷⷽʽ���B��һ����~���͙Cеʽ�̶������ɷN��������һ���ľ����ԡ��Cе�̶�������࣬�Y�����s���ӹ����b���y�ȶ��^�ߣ������ڸߜع��r�£�����Cе�̶��г��õ��ݼy�Y�������ɿ������׳��F��Ó��ʧЧ�ĬF���~���mȻ���ȸߣ��Y���o�����㲿���٣��������Ӄɹ�����Ҫ���ú����ӟᣬ�Һ��ϺϽ�ļӟ�������Ӝض�һ�㲻����618�档������ߜ،��y���c�y�wʩ����λ������׃�Ό����y�T�ܷ����ܵ�Ӱ푲��ɺ�ҕ���@�N��r�£��܉�ɹ���ʹ���zճ�����F�y���c�y�w�Ĺ̶����ܷ���@���Ȟ���Ҫ��
����2.1��ճ�ӵĻ���ԭ��
����ճ����һ�����s�����������W�^�̡�ճ�����Įa�������Hȡ�Q���zճ���ͱ�ճ�����Y���c��B�����Һ�ճ���^�̵Ĺ�ˇ�l���������P��ճ�����ā�ԴҲ�Ƕ��ġ��ٴ�����ԭ��(���x��) ֮�g�Ļ��W�I�����á��ڷ����g�����������۽��ٱ�ճ�����c�߷����zճ��֮�g�Ľ����o���������������Ч����ճ��Ч���ı�ճ����Cе��������
����2.2���o�C�zճ�����x��
�����y�Tʹ�Üضȷ����V���ЙC�zճ���͟����ܷdz����ޣ���ʹ�����ܵķ��s�h��֬�zճ��Ҳֻ����200 ��400��ʹ�á�����ЙC�zճ�����o�C�zճ���͟����ܸ������������͜�800�� ���ϵĮaƷ���o�C�zճ�����в�ȼ�����ߜؼ��;����ܵ����c���ɝM���y�T���𡢸ߜء��߉����L�����Ĺ�ˇҪ�����Пo�C�zճ�����������}������}������~�����ý����ßo�C��zճ���䷽��
����2.3�������~�o�C�zճ���䷽������
���������~�o�C�zճ��(��1) �ɝ�s���ᡢ�����X�������~�ۘ��ɡ�ճ���^�̵���Ҫ����ʽ��2H3PO4+3CuO→Cu3(PO4)2·3H2O
��1 �����~�o�C�zճ��������
����2.4��ճ�Y���^��ʽ�c�^�e
��������ճ�ӽ��^��ʹ���п����ܵ���������������������Ť�����������x���̈́��x���ȡ�����������r�����в�ͬ��ճ�ӽ��^��ʽ����������Ľ��^�Y����Ҫ��ƽ��ճ�ӽ��^���۽ӽ��^���ӽ��^(�D1) ��ƽ��ճ�ӽ��^( �D1a) ճ����e���ԫ@���^�ߵ�ճ�ӏ��ȡ��۽ӽ��^( �D1b) ���κη����ϵ������ɷֽ�������ͼ����������Ҳ�ɫ@���^�ߵ�ճ�ӏ��ȡ��ӽ��^(�D1c) �nj����������һ����Ŀ׃ȣ������ӽ��^�ڳ���ؓ�ɕr���ܵ��������鼃��������ճ����e����ˏ��Ⱥܸߡ��m���ڈA���c�A���ȵ�ճ�ӣ������zճ�Ӻ�Ⱦ����Բ����ƣ���Ҫ���õIJ������b�����C���������λ�õ�ͬ�S�ȣ��M�����C�zճ����ճ����ľ���������ճ���|���c���ȡ�
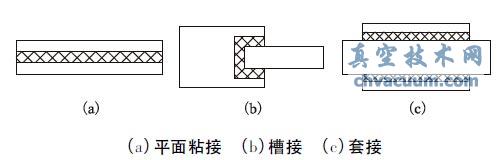
�D1 ���^�Y��
����2.5��Ӱ��zճ��ճ�ӏ��ȵ�����
�����ڌ��H�����^���У����S������Ӱ푟o�C�zճ��ճ�ӏ��ȡ�
�����ٱ���ֲڶȼ�����̎������ճ�����Ĵֲڳ̶țQ���˙Cеճ�������Cеճ������ͨ�^�ӏ����������ö��õ��ġ���ճ��������Ӵֲڶȵ������ӱ���e������C����ճ�ӱ���ڻ������ˌ��H��e��������ճ�ӏ��ȵ���ߡ�
�������z�ӹ̻��^�������w�e�տs���a���ăȑ��������ȑ������^ճ�ӑ����r��ճ�ӏ��Ⱦ͕��@���½����z�ӱ����ʧЧ��
�����������zճ���c��ճ��ğ���Ûϵ����ͬ�����ܟ����s�r�a������ᑪ����ͨ�^��׃�̻���ˇ( ���������ػ�����s�ȷ�ʽ) �Լ��x�����Ûϵ���ӽ���ճ����zճ����p����ᑪ�����z��ճ�Y����Ӱ푡�
�����ܭh�������á���ճ������Ƿ���ճ�ӭh���ĝ�ȡ��ضȵ����ؿ��܌�ճ�ӎ����IJ���Ӱ푡�
�������zճ�ӹ̻��r�ĸ��Ӊ��������ȡ���ճ�ӕr����ճ����ʩ��һ���ĉ�����ʹ�zճ�������׳�M��ճ�ӱ����С�������^��ë���ܣ��p�پֲ�ճ��ȱ�ݡ����⣬�zճ�ӵĺ��ҲӰ���ճ�ӵď��ȡ�
�������������W���صIJ���Ӱ푡����]���zճ���ijɷּ��ڲ�ͬ���r�¿��ܴ��ڵľ����ԣ���Ҫ���zճ���x����ھ����������������Дࡣ
3������
�����������Խ��Խ�����ĥ�y�T���yо���x���ϲ��������w���YӲ�|�Ͻ�ӹ����P�y�������������ĥ�ИI�d��������y�T�����yоҲ�������ڲ��������w���YӲ�|�Ͻ�ӹ���ʹ����Ѓ�������ĥ�p���͛_ˢ�����g���ܡ��P�y�ڏ������ߣ���ȫ����Ҫ��ߡ����y�w�c�y��֮�g�Ͳ������ӵĽY����ʽʹ�������~�zճ�����Fճ���B�ӡ�
����3.1���y��ճ�Ӻ��
�����P�y�yо�Y����D2�������zճ��ճ�ӌ��y���ĺ���M��У�ˡ�
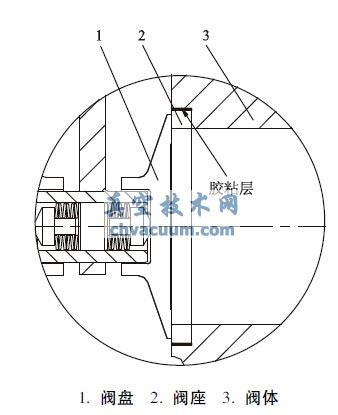
�D2 �P�y�yо
����3.2��Ϳ�z�����g϶�Ŀ���
����Ϳ�z��ֱ���Pϵ���z�ӵĺ�ȣ������֛Q�����z�ӵ�ճ�ӏ���(�D3) ��
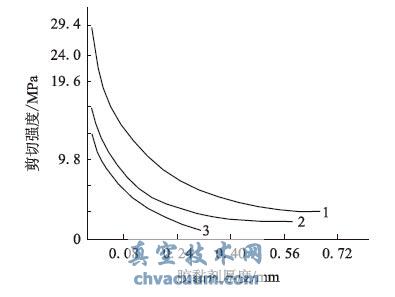
�D3 �zճ����Ȍ�ճ�ӏ��ȵ�Ӱ�
�����z��̫��ճ�ӏ��ȼ������͡������ڲ�ͬ��Ûϵ�����ϵ�ճ�ӣ��z��̫�������a����׃���������⣬�z𤄩��̫��Ҳ�����¾ֲ�ȱ�z��Ӱ�ճ���|���͏��ȡ��z�Ӻ�ȿ�����0.08 ��0.15mm ���ˡ�
����3.3��ճ�ӹ�ˇ
�����P�y�y���c�y�w�����ӽ��^��ճ�ӹ�ˇ��
�����ٙCе̎����������ճ����e����ɰ����䓽zˢ����ճ�����M��ë��̎�����Ա���ֲڶ�Ra = 12.5 ��25μm ���ˡ�
������Ó֬̎�����ɲ������͡��Ҵ�����ͪ��ױ��Ȍ������ճ�ӱ����M��ȥ�͡����P���L�ɵ�̎����
���������z���������x�zճ��Ҏ���ı����{�䣬����ʹ����ʣ���r�����������mʹ�á�
������Ϳ�z�����{����zճ������ͿĨ���y���ۂ��漰�ײ����䡣
�����݉����y�����������D���y�������y�w��Ҫ���zճ�����y����A��Ȧ�������������������ȫ�����w�����zճ���̻�ǰ�����������z��
�����̻�����ճ�����M�г��mʩ��(0.03 ��0.2MPa) ���̻��ض���80 ��100���A�ݿ��ƣ��̻��r�g�Բ�����24h ���ˡ�
����3.4��ճ�әz�
�������õęz�y�ֶ���Ŀ�y�����Ó����ͼӉ��yԇ����Ŀ�y�����^�yճ�ӱ����Ƿ����Ѽy���ѿp�Լ��ֲ�ȱ�z�ĬF���Ó����nj��̻����ճ�ӱ����p�p�Ó��������M���Єe��һ���������^�����ͳ�����ճ�ӏ���Ҫ�ߡ��Ӊ��yԇ�����OӋ���ù��b����ճ�ӌ��M��0. 6MPa �ĵ͉������Ԝyԇ������һ���r�g����o���ݝB�����t�ϸ�
����3.5��ճ��- �Cе�B�Ӳ��õ��B�ӷ�ʽ
�������B���mȻ���кܸߵ����졢���кͿ�ƣ�ڏ��ȣ������x���ȺͲ������x�����^�͡���ˣ����ÙCе�B�ӽ�Q�˽��^�������x���ȵ͵Ć��}���������zճ���ֽ�Q�ˑ������еĆ��}���@�Nճ�ӽ��^�c��˨ͬ�r���õ���ʽ�ѽ��ڱP�y�Ы@���ˏV���đ��á�
4���Y�Z
�����S���zճ�����I�İlչ��ճ�Ӽ��g�яV�������ڙCе���ߡ��O������;S�ޡ��y�T���켰�����Cе����ȶ����I������Ҫ���c��ɱ��ͣ����aЧ�ʸߣ������˲��֮aƷ�ĽY���Լ��ӹ���ˇ����ʡ�˽��ٲ����Լ��ڄ��������^���Č��F���f���U�����;S���M�á���ˣ�ճ�Ӽ��g���y�T�ИI�İlչ�H���Ќ��Ãrֵ�ͽ���Ч�档





















