9Eȼ?x��)?����(li��n)��ѭ�h(hu��n)��݆�C(j��)�����{(di��o)��(ji��)�yȱ��̎��
����������(li��n)��ѭ�h(hu��n)��݆�C(j��)���������{(di��o)��(ji��)�y���O(sh��)Ӌ(j��)���ӹ����췽���ȱ�ݣ�Փ����ԓ�̈́�(d��ng)�C(j��)�����U�D(zhu��n)���^�z�U���_�C(j��)�^���аl(f��)��������ԭ��ȡ�˾��w��ȱ��̎����ʩ�����C�˳����{(di��o)��(ji��)�y������������
����ij늏S9E��ȼ?x��)?����(li��n)��ѭ�h(hu��n)��݆�C(j��)�鹩��C(j��)�M�����״Ιz���Դ����Ƴ�������(sh��)�ij����{(di��o)��(ji��)�y��(j��ng)�^���������\(y��n)�о��]�г��F(xi��n)����������һ�Ο�B(t��i)�_�C(j��)�^���У�ԓ�����{(di��o)��(ji��)�y�����U�D(zhu��n)���^�z�U���F(xi��n)����������ᘌ�(du��)ԓ�ȱ���M(j��n)�з������o��̎�����h��
1�������{(di��o)��(ji��)�y�D(zhu��n)���^�����l(f��)���^��
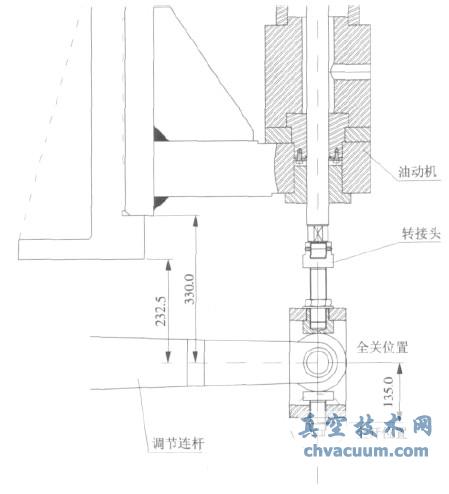
����2012-04-24T07:00��ԓ9E��ȼ?x��)?����(li��n)��ѭ�h(hu��n)��݆�C(j��)���_�C(j��)�^���У���݆�C(j��)����(d��ng)���l�������{(di��o)��(ji��)�yȫ�_����݆�C(j��)���w���D(zhu��n)����̎��ȫ�_λ����Ѳ�z�r(sh��)�l(f��)�F(xi��n)ԓ�����{(di��o)��(ji��)�y�̈́�(d��ng)�C(j��)�����U���D(zhu��n)���^�����������{(di��o)��(ji��)�y�̈́�(d��ng)�C(j��)�����U�D(zhu��n)���^�������ޏ�(f��)�����Ƭ��D1��ʾ��

�D1 �����{(di��o)��(ji��)�y�̈́�(d��ng)�C(j��)�����U�D(zhu��n)���^�l(f��)���������ޏ�(f��)����Ƭ
2�������U�D(zhu��n)���^����ԭ�����
����2.1��ͣ�C(j��)̎��
����2012-04-28T12:00��Ӌ(j��)��ͣ�C(j��)������݆�C(j��)ͣ�C(j��)֮ǰ���k���ù���Ʊ�����ð�ȫ��ʩ���Ա�ͣ�C(j��)���M(j��n)�Йz�ޡ���݆�C(j��)ͣ�C(j��)���l֮ǰ�����_�����{(di��o)��(ji��)�y��(zh��)�ЙC(j��)��(g��u)�c���D(zhu��n)�����{(di��o)��(ji��)�B�U���B�ӣ���ֹ��݆�C(j��)���l�r(sh��)���D(zhu��n)����ͬ�r(sh��)�P(gu��n)�]����?y��n)�ԓ̎�B���D(zhu��n)���^���������܌�(d��o)���̈́�(d��ng)�C(j��)�����U�ܵ������A(y��)Ӌ(j��)���������p���̈́�(d��ng)�C(j��)��
����2.2��ȱ�ݻ�����r
����(1)���_�����{(di��o)��(ji��)�y��(zh��)�ЙC(j��)��(g��u)�c���D(zhu��n)�����{(di��o)��(ji��)�B�U���B�Ӳ�����ԓ̎�D(zhu��n)���^�l(f��)�F(xi��n)�D(zhu��n)���^�z�U�L(zh��ng)180mm�������c(di��n)�l(f��)�����x����40��110mm�Ľz�U���֣��̈́�(d��ng)�C(j��)�����U�]�Џ������������D(zhu��n)�����{(di��o)��(ji��)�B�U���»��(d��ng)���磬�]������F(xi��n)��
����(2)��(j��ng)�z��y(c��)������(zh��)�ЙC(j��)��(g��u)�̈́�(d��ng)�C(j��)�����U���г̞�150.0mm���c�D��Ҫ����������D(zhu��n)�����{(di��o)��(ji��)�B�U�Č�(sh��)�H�г̞�148.0mm���ڈ�(zh��)�ЙC(j��)��(g��u)�b��D���{(di��o)��(ji��)�B�U�����S�г̞�135.0mm����ȫ�P(gu��n)λ�Õr(sh��)�{(di��o)��(ji��)�B�U̎��ˮƽ��B(t��i)�������̈́�(d��ng)�C(j��)���ľ��c�{(di��o)��(ji��)�B�U�S�еĈA���غϣ���D2��ʾ���������D(zhu��n)�����{(di��o)��(ji��)�B�U���b��D���Ϙ�(bi��o)���B�U���г̞�161.1mm���{(di��o)��(ji��)�B�U50%�_�ȕr(sh��)̎��ˮƽ��B(t��i)����ȫ�_��ȫ�P(gu��n)λ�r(sh��)���S�̈́�(d��ng)�C(j��)�����c�B�U�S������ƫ���3.16mm����D3��ʾ��
�D2 �����{(di��o)��(ji��)�y��(zh��)�ЙC(j��)��(g��u)�c�{(di��o)��(ji��)�B�U�b��D
����(3)��(du��)ȱ���O(sh��)����w�z��r(sh��)�l(f��)�F(xi��n)�������D(zhu��n)�����{(di��o)��(ji��)�B�Uȫ�_�r(sh��)���̈́�(d��ng)�C(j��)���ľ��c�{(di��o)��(ji��)�B�U�S������ƫ�x��32.00mm�����D��Ҫ����3.16mm���^���ƫ�x�ˈD��Ҫ����D4��ʾ(�D��:p��Һ����A���������e)��
����2.3������ԭ�����
����2.3.1�������{(di��o)��(ji��)�y���y�(bi��o)���^��
������(du��)�ڳ��ΰ��b���ߙz����ɺ�ij����{(di��o)��(ji��)�y����،��I(y��)��Ҫ�͙C(j��)��(w��)���I(y��)�����ɳ����{(di��o)��(ji��)�y���yλ��(bi��o)����������(bi��o)���IJ��E��:
����(1)�_���߉���ȼ��(EH��)ϵ�y(t��ng)������������Ҫ��(bi��o)�����y�T�߂������_�����P(gu��n)�]�ėl����
����(2)��MOOG�y�c�ŷ�����(SPC)�����_��
����(3)���ֲ�����MOOG�y�B�ӣ�
����(4)��r(sh��)����D(zhu��n)�ֲ������o��ʹ���������\(y��n)��(d��ng)���C(j��)е���c(di��n)(��λλ��)������ˆTͨ�^����ܛ������λ����SPC����
����(5)형r(sh��)����D(zhu��n)�ֲ������o��ʹ���������\(y��n)��(d��ng)���C(j��)е���c(di��n)(�M��λ��)������ˆTͨ�^����ܛ�����M��λ�Ì���SPC����
����(6)����yλ��(bi��o)����������MOOG�y�cSPC���B�ӣ�
����(7)�˕r(sh��)��ͨ�^SPC���M(j��n)���������ơ�
4����¶�Ć��}�����M(j��n)��ʩ
����(1)���ڳ����{(di��o)��(ji��)�y��(zh��)�ЙC(j��)��(g��u)��ֱ�г̣����D(zhu��n)�����{(di��o)��(ji��)�B�U�ǽ��г̣���ֱ�г̿��ƽ��г̣��̈́�(d��ng)�C(j��)���������������c���D(zhu��n)�����{(di��o)��(ji��)�B�U�S�е����Ą�(sh��)����ƫ�ģ���ƫ�ľ��O(sh��)Ӌ(j��)Ҫ���3.16mm����(du��)���D(zhu��n)���弰���B�U���{(di��o)��(ji��)�ܗU���{(di��o)��(ji��)�B�U�ȵļӹ�����Ҫ��dz��ߣ�����Ӌ(j��)�`������׳���(bi��o)���@��Ҫ����݆�C(j��)����S��(y��n)���|(zh��)�������ƶȣ���(y��n)�����ÿһ��(g��)�㲿���ľ����`���(y��n)��ʹ�óߴ��`���(bi��o)���㲿����
����(2)Ҫ�ĸ����Ͻ�Q�ˆ��}����횏��O(sh��)Ӌ(j��)�����k�������̈́�(d��ng)�C(j��)��ֱ����݆�C(j��)���w�S�������ϵĶ�λ(����?x��)�����M��λ)�Ğ���{(di��o)��ͨ�^�F(xi��n)��(ch��ng)�{(di��o)���̈́�(d��ng)�C(j��)�ęM��λ�������̈́�(d��ng)�C(j��)�����c�{(di��o)��(ji��)�B�U�S��֮�gƫ�ľ೬��(bi��o)�Ć��}���@�N���M(j��n)����Ҫ����݆�C(j��)����S�Ҹ���˼�S��ʽ����(y��u)���O(sh��)Ӌ(j��)������
����(3)�O(sh��)��O(ji��n)���ˆT����쾚���������^�̵Ĺ�ˇ�|(zh��)�����Ƙ�(bi��o)��(zh��n)���O(sh��)��M�b���b�估��Ҫ��(ji��)�c(di��n)��횵���(ch��ng)Ҋ�C����(y��n)����P(gu��n)��
����(4)���̻��L�ƶȑ�(y��ng)ԓ�õ��O(sh��)������S�ҵ������ҕ����(j��ng)�^һ�Εr(sh��)�g���\(y��n)�к��O(sh��)Ӌ(j��)��������b���{(di��o)������Ć��}��(hu��)��¶����������S�ґ�(y��ng)ԓ���r(sh��)���ճ��S�O(sh��)���ȱ����r�����O(sh��)Ӌ(j��)��������|(zh��)�����Ƶȷ�����Ը��M(j��n)����ֹͬ�ȱ���������O(sh��)�����؏�(f��)���F(xi��n)��
����(5)�l(f��)���I(y��)���\(y��n)�оS�o(h��)�ˆTҲ��(y��ng)�ӏ�(qi��ng)��(du��)�O(sh��)��ıO(ji��n)���z��;S�o(h��)�������l(f��)�����O(sh��)��ȱ���mȻ����Դ�^���M(j��n)��̎������ͨ�^����ȱ�ݵİl(f��)���C(j��)�ƺ��{(di��o)������(y��ng)�ą���(sh��)���ڲ�Ӱ푰�ȫ��ʹ�ù��ܺͽ�(j��ng)��(j��)�Ե�ǰ���£�Ҳ���_(d��)���M���Ч����
5���Y(ji��)���Z(y��)
������(du��)����݆�C(j��)���w�����{(di��o)��(ji��)�y�Ŀ��ƣ���Ҫ���w����S�Һ�EH��ϵ�y(t��ng)���S���ڼ��g(sh��)�O(sh��)Ӌ(j��)�����M(j��n)�г�ֵĜ�ͨ�����C�㲿���������b�侫���܉�?q��)��F(xi��n)�D���ļ��g(sh��)Ҫ���O(sh��)��S����Ҫ�M(j��n)һ����(y��u)���O(sh��)Ӌ(j��)�������O(sh��)����b���`�������S������(n��i)���_�����S�O(sh��)��M�㰲ȫ����Ҫ��