�Ϻ���Դ����Wiggler����Ҳ����x�yԇ
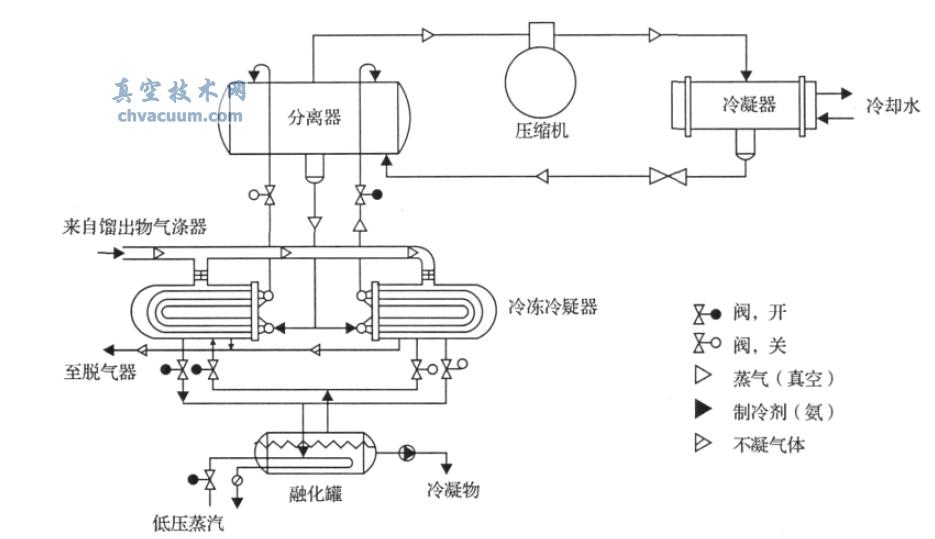
�����Ϻ�ͬ��ݗ���Դ(SSRF) ���Դ��������(Insertion device )��ʹ�Þ��־������ͬ��ݗ���Դ��ԓ��Դ���и����ȡ���ֱ�Ժá����L���������B�m���{���}�_��(��10-10 s )�������Ըߡ�����������ƫ��͜���ɵȃ��c�������h�������������Դ���������ָ���������Դň��Y���Ĵ��b�ã� ���b�ڃ���h�ɂ��ž۽��Y���g��ֱ������, ������������^������r������܉�E���ň�Ť�[���Ķ���׃�����������Լ�ݗ�����ԣ��@�ø���Ʒ�|��ͬ��ݗ��⡣�����������ʎ��(Undulator )��Ť�[��(Wiggler )�Ͳ��L�Ƅ���(Wavelength shifter)3 �N��SSRF����5�_������Ѓ��_Wiggler (w8w14)��Wiggler����Ҟ������ṩ�\��ͨ���� ͬ�r߀횱��C��Դ�\�еij�����խh���� �M�����������ļ��gҪ��
1��Wiggler����Ҳ����x��̎��
1.1�����P䓲����x��
�����Ϻ���Դ�ڃ���3.5GeV��200��300mA ������r�£�Ҫ�M��������������10h��Ҫ���ʹ�ӑB��յ���1.3×10-7Pa ָ�ˡ������߀���������͵�����迹���Ա��������������ԣ��pС�����ĸߴ�ģ�p�ġ���ˣ�����������^���в��ϵ��x�����P�I�ĵ�һ����Wiggler����Ҳ����x��Ҫ���]���ጧ�ʡ�����ʡ�����������Լ�������̎�������ԣ�����ݗ�䡢�ɼӹ���Ҳ�DZ�횿��]�ķ��档Ŀǰ�����H��������Դ���������ҳ��ò�����Ҫ���X�Ͻ�Ͳ��P䓣�ͨ�^���X�Ͻ�Ͳ��P䓙Cе�������ܵı��^��l�F���X�Ͻ���m����Ӄ���h��������ҵđ��á�
����SSRF����h����ҽ����У����ڲ��õ͌����ʲ��P�ģ�����Ϳɹ�ʡ�M�ã���ˣ�����Ҳ��Ϗ��A�г������X�Ͻ�Ğ��˵͌�����SS316LN(��Ռ�����μ≤1.03)���Y��SSRF����h���c����Wiggler�����X������ң��tԓ����Һ�ֱ���������֮�g���B�������Al-SS�ͺϰ巨�m�����ڱ�ը���ӹ����ڳ�������ܷ�ͺϰ弼�gĿǰ�ڇ����в����죬С�g϶Wiggler ����Ҽӹ������^�o���@ʹWiggler����Ҳ����X�Ͻ������y���^�����⣬SSRF ���ϵ�y�ڃ���h���P�����Ҽӹ��Ϸe����һ���Ĺ��̽�����������h����Ҳ��Ͻyһ����ʡ���ڡ��M�õȷ��濼�]���҂��Q������304 ���P䓼ӹ�Wiggler����ң� �ӹ���ɺ�ͨ�^��ՠt��������M�иߜس����˴�̎��( ̎������μ≤1.05������Wiggler�������ʹ�á�
1.2����~�����ȵĴ_��
��������304���P�����С�g϶Wiggler�����һ�����}�ǣ����������^���P������ҕr�����������Б����R����������l늴Ų�β����β����Ҫ�ܵ�����҃ȱ���ֲڶȺ�����ʵ�Ӱ푣�ǰ�߽�������ֲڶ�β������ʹ�����İl��Ƚ��ͣ����ͨ��������҃ȱ����M������̎�����M���pС����҃ȱ���ֲڶȡ����߽������迹β���������ڃȱ����������^С���~�Ӂ�pС������С�g϶Wiggler ��պгߴ��^С���������ܵ���β�����^��pСβ��Ч�����҂��Q���������҃ȱ����һ���~Ĥ��
�������ڱ�����ĵ��l�ɷ��ܵ��pʧ�^��, �����ڸ��l, �pʧ�tС�öࡣ�������ܸ��ܵ���늴�β�����l����ӛ��Δνy��f0���@��Δνy��������ֱ������ʎ�l��С�����֣�f0 ������l�ʣ�������늴ň�څ�w���δ �飺
����ʽ�У�ω����l늴ň��l�ʣ�μ����մŌ��ʣ�σ�����늌��ʡ����������TӋ���_����~�Ӻ�ȡ�110 μm��
1.3��������~��ˇ
����Wiggler����҃ȱ�����~�Ӳ��HҪ������ܡ�������Ժã�����߀Ҫ���~���cSS304������зdz��õĽY��������������պ濾�{ԇ���������\�Еr��������ՠ�B������҃ȱ���僌ӳ��F���ۡ�ÓƤ�ȬF��ʹ�����е�����c�����ܵ��еĚ�����֮�g���g��ݗ�����ã��������������m����Ч����Ӱ�����������
����Wiggler ������L�ȳ��^2 m�� ��僌Ӻ�ȴ�����҂��Q�������僵ķ�ʽ�����^�ˉA��(NaCN �軯��) ��~��������~�ɷN������~��ʽ��l�F���軯����~�mȻĤ�����L���ʾ�����������r�g�L�����^������~�s����僌����ܡ�����ȃ��ݣ�ͬ�r�軯����~�ǽ�Q��F����~�Y������õĴ�ʩ����ˣ�Wiggler���P�������x�����軯�c���~��ˇ��Wiggler�������~ǰ�Ȍ��C����ɺ��304���P䓰������ϴ�Ƀ�����ȥ�͡��P�����E��������һ���ӛ_��懴�ף������Ӳ��P��c��~���g�ĽY������Ȼ��������Ƽ���ꎘO�����~����ꖘO�����ں����軯���~���軯�c��̼���c�ȳɷֵĉA����Һ�У������m�������ӄ������~����~�������Ƭ��ϴ���⣬���ճ�����չ�ˇ��ϴ�ӳ��͡�
���������軯����~���g�w�ж�N�����˷�ֹ���P䓲�����~����������׃������������^����ϴ�������w�����s�|���w�ȣ�������ն��y���_��ָ�ˣ����Mһ������~��SS304�M��������ܜyԇ��
2��SS304��~������ܜyԇ�c����
2.1��������ܜyԇ�b��
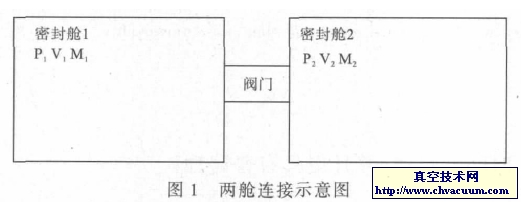
����������պ͘O����ղ����õĽ��ٲ��ϵ����|����ğ������Ҫ�ɲ��ϱ����������w���B��(��Ҫ��H2)�Լ�С©϶©��M�ɣ����@Щ���������۟����T�졢�惦���ӹ��Լ����ϱ����ķ�����������ġ����~���ϵğ�����c������r�����^�e���������^���Л]�Д[Ó�軯����@һ�坍Ҫ����ˌ����P���~�ğ�����ʼ��䚈���V�D�M�Мyԇ�c�������Դ_���M��Wiggler����Ҳ���ָ��Ҫ��
�������õ���ղ��ϟ�����ʜyԇ�����ЃɷN����������С��������(���)���˴β��P���~������ܜyԇ�����É������������OӋ�փ��˜ʴ�����ʜyԇϵ�y���yԇ�b����D1��
1.�x�ӱ�2.Ҏ��3.�Ś���4.С��5. Ҏ��6. �yԇ��7. �ĘO�|�VӋ8.���y9.���ӱÙC�M
�D1 �yԇ�b��ʾ��D
���������b�ð����yԇ�֡�Ҏ�����ĘO�|�VӋ����ի@���O�䘋�ɡ��yԇ�����Ҟ�yԇ�ң����Ҟ��Ś��ң�ֱ��DN150�������yԇ����304���P����ɣ�����300�桫400��ߜغ濾���ϡ����Ҹ��bһ���x��Ҏ(Varian)������߀����һ���ĘO�|�VӋ(Inficon)������ֱ���c200L/s �x�ӱ��B�ӣ�CF35���yͨ�^���y���B�����ӱ�- �ɱ��C�M(Leybold)�����ϵ�y�{ԇ�^���У��yԇ�փȚ��w���^С�ױ���ի@���O���������w���^�ϡ����Ҹ���С�ו��ڜyԇ�Һͳ���҃Ȯa��һ��������P(��P=P1- P2)������P1��P2 �ɏ��ϡ����ҵăɂ�Ҏ���x������֪С��ֱ��d=11 mm������С�������r������ʽ
����ʽ��A0�����С����e��m2����R ����w����(813143 J/(K·mol) )��T����w�ضȣ�K����M ����wĦ���|��(kg/ mol)���������С������C ��0.01103 m3/s���tϵ�y�Ĝyԇ�ҳ�����Q ����ͨ�^Q =C(P1- P2)��ʽ�����