╔Ž║Ż╣Ōį┤ā”┤µŁh▓╗õPõōšµ┐š╩ę
ĪĪĪĪ╔Ž║Ż╣Ōį┤(SSRF)╩Ūę╗éĆ─▄┴┐315GeVĪó┴„ÅŖ200mAĪ½300mAĪóĄ═░l╔õČ╚ĪóĖ▀╩°┴„▄ēĄ└ĘĆČ©ąįĄ─Ą┌╚²┤·═¼▓Į▌Ś╔õ╣Ōį┤ĪŻ╦³Ą─ų„¾w╩ŪļŖūėā”┤µŁhĪŻšµ┐š╩ę╩Ūā”┤µŁhĄ─ų„ę¬įOéõų«ę╗ĪŻČÓ┼_Ōü╔²╚A▒├Īó×R╔õļxūė▒├║═ĘŪš¶╔óą═╬³ÜŌä®▒├į┌│ķ│²┤¾┴┐╣ŌļŖĮŌ╬÷ÜŌ▌dĢr▀_ĄĮ113×10-7Pa Ą─äėæBšµ┐š,╩╣ļŖūė╩°┴„ē█├³┤¾ė┌10hĪŻę╗ŽĄ┴ą╣Ōūė╬³╩šŲ„┼┼┴ąį┌šµ┐š╩ę╔Ž,ū„×ķę²│÷═¼▓Į▌Ś╔õ╣ŌĄ─£╩ų▒Ų„,═¼Ģr╬³╩š╦∙ėąÅUŚēĄ─═¼▓Į▌Ś╔õ╣Ō,▒▄├Ō╦³éāų▒Įė▌Śšššµ┐š╩ęā╚▒┌,▓ó░č¤ß┴┐▐DęŲĄĮšµ┐š╩ę═ŌĪŻšµ┐š╩ęśŗ│╔┴╦ļŖūė╩°┴„Ą─ńRŽ±ļŖ┴„Ą─═©┬Ę,▓óę¬▒M┐╔─▄£p╔┘╩°┴„ōp║─,ŲõļŖūĶ┬╩║═šµ┐šūĶ┐╣ę¬Ū¾║▄Ą═ĪŻę╗Č©┴┐Ą─¤ßžō▌dīó│┴Ęeį┌šµ┐š╩ę╔Ž,Ųõī¦¤ßąį─▄ę¬║▄║├ĪŻšµ┐š╩ę▒╗ČÓ┼_┤┼ĶF░³╣³,šµ┐š╩ęĄ─ī¦┤┼┬╩▓╗─▄┤¾ė┌1102ĪŻā”┤µŁh╔ŽĖ„ŽĄĮyĄ─įOéõ╩╣šµ┐šįOéõ╬╗ų├╩▄ĄĮć└ųžųŲ╝s,ļpšµ┐š╩ęĮYśŗ╩Ū╬©ę╗Ą─▀xō±ĪŻ║═Ųõ╦³įOéõĄ─┼õčbę¬Ū¾šµ┐š╩ęį┌┤¾ÜŌžō▌dŽ┬╚į╚╗Š▀ėą║▄Ė▀Ą─│▀┤ńŠ½Č╚ĪŻ┐éķL400m Ą─┤╦ŅÉĮYśŗĄ─▓╗õPõō▒Ī▒┌šµ┐š╩ę,ŲõŲĮ├µČ╚║═ų▒ŠĆČ╚Č╝į┌1mm ęįā╚,į┌ć°ā╚╔ąī┘╩ū┤╬ĪŻ
1Īóšµ┐š╩ę▓─┴ŽĄ─▀xō±
ĪĪĪĪõX║ŽĮ║═▓╗õPõōČ╝▀mė├ė┌Ą┌╚²┤·╣Ōį┤šµ┐š╩ę,Č╝Ą├ĄĮ┴╦ÅVĘ║╩╣ė├ĪŻ╠žäe╩ŪõX║ŽĮī¦¤ßąį║├,═Ļ╚½¤o┤┼,╩╣╬ęéāį┌2000 ─Ļ▀xō±╦³čąųŲ┴╦ę╗éĆ6m ķLĄ─õXšµ┐š╩ę,═Ļ╚½▀_ĄĮ┴╦įOėŗųĖś╦,▓ó½@Ą├┴╦┼·┴┐╝ė╣ż╦∙ąĶĄ─Įø“× ĪŻ╚╗Č°,╬ęéāį┌2005 ─Ļū„│÷┴╦ę╗éĆųž┤¾øQČ©,Ę┼ŚēÄū║§═Ļ│╔┴╦╚½▓┐╣ż│╠įOėŗĄ─õXšµ┐š╩ę,Ė─ė├▓╗õPõōšµ┐š╩ęĪŻŲõ└Ēė╔ėąČ■ĪŻ
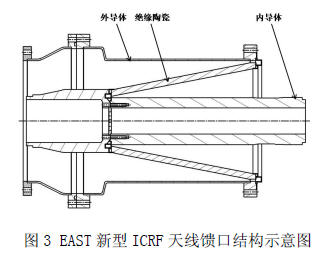
ĪĪĪĪę╗╩Ūė╔ė┌õX║ŽĮÅŖČ╚▓Ņ,ų╗─▄ė├║±Č╚60mm Ą─š¹ēKõX░ÕŃŖŽ„│÷Įž├µÅ═ļsĪóĖ„╠Ä║±▒Ī▓╗ę╗Ą─šµ┐š╩ęĪŻ┤¾╝sėąę╗░ļ▓─┴Žį┌┤¾ą═öĄ┐ž┤▓╔ŽŃŖŽ„Ą¶,▓─┴Ž║═╝ė╣ż┘MĄ─└╦┘MśO┤¾ĪŻČ°▒┌║±3mm Ą─▒Ī▒┌▓╗õPõōšµ┐š╩ęĄ─Įž├µĮYśŗīŹ┘|╔Ž╩ŪõXšµ┐š╩ęĄ─ę╗éĆā╚║╦ĪŻ▓├╝¶▓╗õPõōšµ┐š╩ęų„¾wą╬ĀŅ║¾╩ŻėÓĄ─▀ģĮŪėÓ┴Ž╚½▓┐ė├üĒųŲū„╝ėÅŖĮŅ,▓─┴Ž└¹ė├┬╩▀_ĄĮ90 %ęį╔ŽĪŻ2005 ─Ļ┤║╝Š▀M┐┌õX║ŽĮārĖ±’wØq,ŠC║Ž┐╝æ]▓─┴Ž┘M║═╝ė╣ż┘M,▓╗õPõōšµ┐š╩ęĄ─┘Mė├īó╩ŪõXšµ┐š╩ęĄ─60% ,╝┤┐╔ęį╣Ø╩Ī╝s1000 ╚fį¬Įø┘MĪŻ
ĪĪĪĪČ■╩ŪõXšµ┐š╩ęę¬╗©┘M▌^ķLĄ─╝ė╣żĢrķg,┤µį┌čėš`SSRF┐é¾wėŗäØĄ─╬ŻļUĪŻūŅĮK╬ęéāīŹ¼F┴╦░┤Ģr═Ļ│╔šµ┐š╩ę╝ė╣żėŗäØ║═╣Ø╩Ī1000 ╚fį¬Ą─ā╔éĆ─┐ś╦ĪŻSS316LN Ą─Ė▀ÅŖČ╚║═║ĖĮė║¾ī¦┤┼┬╩▓╗╔²Ė▀Ą─╠žąį,╩╣╦³│╔×ķšµ┐š╩ęĄ─╩ū▀x▓─┴ŽĪŻ
2Īóšµ┐š╩ęĄ─ĮYśŗįOėŗ
ĪĪĪĪā”┤µŁhĘų×ķ20 éĆå╬į¬,├┐éĆå╬į¬ėą2éĆÅØ▐D┤┼ĶF(BM1ĪóBM2)║═ČÓéĆ╦─śO┤┼ĶFĪó┴∙śO┤┼ĶFĪ󹯚²┤┼ĶF(QMĪóSM/CM) ĪŻę╗éĆå╬į¬ā╚Ą─šµ┐š╩ę┐éķL╝s20m ,Ęų│╔7 Č╬,ŽÓ╗źė├▓©╝y╣▄▄ø▀BĮė╗“CFĘ©╠mė▓▀BĮėĪŻ6Č╬▒╗┤┼ĶF░³╣³,ĘQ×ķBMĪóQM šµ┐š╩ę,1Č╬į┌ų▒ŠĆ╣Øā╚¤o┤┼ĶF░³╣³,ĘQ×ķSS šµ┐š╩ę,╚ńłD1╦∙╩ŠĪŻ×ķ┴╦£pąĪ╩°┴„╣”┬╩ōp║─,ģó┐╝SLS,▓╔ė├Ąõą═Ą─ļpšµ┐š╩ęĮYśŗ,ė├╣Ō╩°¬M┐p▀BĮė╩°┴„╩ę║═│ķÜŌ╩ę,Įž├µą╬ĀŅ╩Šė┌łD2ĪŻQM║═SS šµ┐š╩ęą╬ĀŅŅÉ╦Ų,┐█║Žī”ĘQĄ─╔ŽŽ┬│╔ą╬Ų¼,║ĖĮėų▄▀ģČ°│╔ĪŻBM šµ┐š╩ęė╔ī”ĘQĄ─╔ŽŽ┬ŲĮ░Õ║═ū¾ėęé╚░Õ┐█║Ž│╔ą═,Ųõ╩°┴„╩ę║═│ķÜŌ╩ęą╬ĀŅė╔╣╠Č©į┌šµ┐š╩ęā╚▒┌╔ŽĄ─¤oč§Ń~Ślśŗ│╔,└õģs╦«╣▄ŪČ┬±į┌Ń~Ślā╚,▌ö▀\ÅUŚēĄ─═¼▓Į▌Ś╔õ╣”┬╩ĪŻBM║═QM šµ┐š╩ęĄ─╩°┴„╩ęā╚Ė▀ŽÓ═¼,Ą½SSšµ┐š╩ęĄ─╩°┴„╩ęā╚Ė▀▌^ąĪ,Ė„ĘN▓╗═¼Įž├µ│▀┤ńĄ─šµ┐š╩ęķgČ╝ę¬ė├ÕFą╬ā╚▒┌īŹ¼FŲĮ╗¼▀^Č╔ĪŻ╬³╩šŲ„║═šµ┐š▒├░▓čbį┌│ķÜŌ╩ę╔ŽĪŻ├┐éĆå╬į¬ā╚ėą7 ī”╩°┴„╬╗ų├▒O£yŲ„(BPM) ,├┐ī”BPM ░▓čbį┌ę╗ēK▓╗õPõōēK╔Ž,į┘ŪČ╚ļQMšµ┐š╩ęĪŻ
ĪĪĪĪė╔ė┌┤┼ĶFš╝╬╗,▒├┐┌ļx╩°┴„╩ę▌^▀h,╩╣šµ┐š╩ęĄ─ūŅ┤¾īÆČ╚▀_ĄĮ380mm ,3mm ▒┌║±Ą─šµ┐š╩ęį┌┤¾ÜŌžō▌dŽ┬Ą─ūāą╬īó▌^┤¾ĪŻ×ķ┤╦,šµ┐š╩ęā╚═ŌČ╝ĖĮ╝ė┴╦╝ėÅŖĮŅ,ā╚▓┐╝ėÅŖĮŅļ[▓žį┌╬³╩šŲ„Ą─ĻÄė░ģ^ā╚,═¼Ģr▓╗ė░Ēæ│ķÜŌ┴„ī¦,═Ō▒┌╝ėÅŖĮŅ╬╗ų├╩▄Ž▐ė┌┤┼ĶFĪŻė├ANSYS │╠ą“▀Mąąšµ┐š╩ęūāą╬║═æ¬┴”ėŗ╦Ń,Ę┤Å═ā×╗»ĮYśŗįOėŗĪŻ
ĪĪĪĪė├ANSYS │╠ą“ī”šµ┐š╩ę▀Mąą┴╦¤ßĘų╬÷ėŗ╦Ń,蹊┐šµ┐š╩ęĄ─¤ß░▓╚½ąįĪŻ┤_šJ┴╦5mA ╩°┴„┐╔ęįų▒Įėø_ō¶šµ┐š╩ęā╚▒┌;┤_šJ┴╦300mA ╩°┴„Ą─═¼▓Į▌Ś╔õ╣Ōų▒Įė▌Śšššµ┐š╩ęā╚▒┌,šµ┐š┬ōµi▒ŻūoŽĄĮyį┌1s ā╚īŹ╩®╣”─▄Ģr,šµ┐š╩ęĄ─░▓╚½ąįĪŻ
3Īóšµ┐š╩ęĄ─╝ė╣ż
ĪĪĪĪšµ┐š╩ę┼·┴┐╝ė╣żŪ░▒žĒÜĮŌøQ╬ÕéĆ╝╝ąg║═╣ż╦ćļyŅ}ĪŻ
ĪĪĪĪę╗╩Ū╚ń║╬▒ŻūCQM šµ┐š╩ę│╔ą╬Ų¼Ą─│▀┤ńŠ½Č╚?
ĪĪĪĪČ■╩Ū╚ń║╬£pąĪÜÕ╗Ī║Ėī¦ų┬Ą─ūāą╬?
ĪĪĪĪ╚²╩Ū╚ń║╬ĮĄĄ═║Ė┐pī¦┤┼┬╩?
ĪĪĪĪ╦─╩Ū╚ń║╬▒ŻūC═Ō║Ė┐pā╚é╚╦└┐šķgĄ─šµ┐šŪÕØŹ?
ĪĪĪĪ╬Õ╩Ū░čÄūČ╬šµ┐š╩ęė├CF Ę©╠mė▓▀BĮė│╔ķLČ╬Ģr╚ń║╬┐žųŲķLČ╬Ą─│▀┤ńŠ½Č╚?
ĪĪĪĪ╬ęéā╗©┴╦╝sę╗─ĻĢrķg,čąųŲ┴╦ČÓéĆšµ┐š╩ęśėÖC,ĮøÜv┴╦ČÓ┤╬╩¦öĪ,ĮKė┌ĮŌøQ┴╦▀@ą®ļyŅ}ĪŻ
ĪĪĪĪÄūĮøįć“×║¾,ė├öĄ┐žš█ÅØųŲįņQM ╩ę│╔ą╬Ų¼ų«┬Ęū▀ĄĮ┴╦╩¦öĪĄ─▒MŅ^ĪŻĖ─ė├╔Ņ└Ł─Ż║═6000 ćŹė═ē║ÖCē║ųŲ│╔ą╬Ų¼╣ż╦ć,į┌3┤╬ą▐Ė─╔Ņ└Ł─Ż║═įćē║║¾,│╔ą╬Ų¼▀_ĄĮ┴╦│▀┤ńŠ½Č╚ĪŻļS║¾Ą─600 ČÓ├ū│╔ą╬Ų¼┼·┴┐ē║ųŲų╗ė├┴╦2 ╠ņĢrķg,│õĘų’@╩Š┴╦▓╗õPõōšµ┐š╩ę┼·┴┐╝ė╣ż╦┘Č╚▀h┐ņė┌õXšµ┐š╩ęĄ─ā׳cĪŻ
ĪĪĪĪ×ķ┴╦ž×┤®║Ė┐p▓ó£pąĪūāą╬,ć°═Ō═¼ŅÉšµ┐š╩ę▓╔ė├ļŖūė╩°║ĖĪŻć°ā╚šę▓╗ĄĮ╬ęéā╦∙ąĶĄ─┤¾ą═ļŖūė╩°║ĖĮėĀt,ę▓¤o┴”═Č┘Y┤╦įOéõĪŻų╗─▄▓╔ė├ÜÕ╗Ī║Ė,Č°Ūę║Ė┐pų„ę¬╬╗ė┌═Ō▒┌,×ķ┴╦▒ŻūC├▄ĘŌąį─▄Īó║Ė┐pÅŖČ╚║═▌^ąĪūāą╬,║Ė┐p▓╗─▄ž×┤®ĪŻ╠žųŲĄ─ūįäėÜÕ╗Ī║ĖÖC,╠ž╩ŌĄ─┐╔360°ĘŁ▐DĄ─║ĖĮėŲĮ┼_Īó║ĖĮė╣żčb║═╣ż╦ć,Ž▐ųŲ┴╦║ĖĮė▀^│╠ųą▓─┴ŽĄ─ęŲäė,┐žųŲūĪ┴╦║ĖĮėūāą╬ĪŻį┌Ęų▓Į║ĖĮė▀^│╠ųą,Äū┤╬ė├ŠĆŪąĖŅ║═╝ż╣ŌŪąĖŅ╣ż╦ćŽ¹│²║ĖĮėūāą╬ĪŻ