���g�ƉęC�������A����ʩ
���g�ƉęC���ǂ�ʮ�֏��s�Ć��}, ����������W���M���˴�����Փ̽����ԇ��о�, ���Ԛw�{��Cе���á����W���g���á�늻��W���ú͟����W���õȡ�����, �^�鹫�J���ǙCе������������g�Ɖĵ���Ҫԭ��
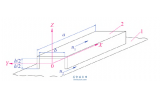
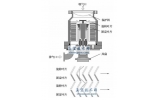
�Cе������Փ�Cе������Փ�о����J���^������a�����g�Ɖ����������ݝ���r�a�������͛_�����ď���_���������¡�ͨ�^Ӌ��͌��y�ó�, ���������ݝ���r, ����̎�����ٶȿ��_70~80m/s,���^������a���ě_�����ɸ��_705MPa,����ֱ���s��2~3um,�_��ֱ����2~20um, �����ܵ������_���Δ��s��100~1000��/(S.m2),�_���}�_���Õr�gÿ��ֻ�Ў���, �@�Ӹߵě_�����Ì�ֱ���Ɖ�����������γ��g��, �^С�_�����ķ������Ät�����������ƣ���Ɖġ�
���W���g��Փһ���f��, ���W���g���ó����c�Cе���g���û�����M, ���g���ٸ��g, ���gҲ�������g, ������������ɸ����صı����Ɖġ�늻��W��Փ�����ݝ���r�ĸߜظ߉�������, ���پ������γ����ż, ����֮�g�����λ��, �����ٱ���a��늽�����, ���늻��W���g�������W������Փ�����ݸ����܉���, ����������Y, �Ķ��ų������ğ�, ����ʹ�����ڻ���ɓp�ġ�
��ֹ���g�ƉĵĴ�ʩ
��������ˮ���^���������濹���g�Ɖĵ�����, ���˲������P���Ӳ�|�Ͻ���ρ������~Ƭ���^��������, ߀�����о��������A����ʩ, ���Ԛw�{��,�J���汣�o���g�������íh����֬���ͺ��������ͺ�Ϳ�ϡ��������zͿ�ӵ������߷��Ӿۺ�����ϻ��߾���һ��Ӳ�ȡ��g�ԵĽ��ٲ��ϸ��w���^�����������γ�һ�ӱ��oĤ, ��������Ŀ����g�Ɖ�����������һЩ���ͱ�, �������^�����������Ƕһ��䓰����ֹ���g�Ɖġ�
���ٷ�ĩ�������g����������Ȳ��, ���~Ƭ���^����������, ���Ɍ��ú����������������ܵĺϽ��ĩ�������c���w�Y�����ܟo��, ����⻬ƽ��, ���в���ʡ���|���õȃ��c��Ϳ�ӵĿ��g�Ɖ��������^���P�������Ó��, Ӳ�ȿ��_, ʹ�É��������Lһ����
�����۸�������Լ��g����ָ�ڱ��۸��^����������x���Ϳ�Ӳ��Ϻ�, ���^����ݗ��ʹ֮���^����������ͬ�r�ۻ�, ���������̺��γ�ϡጶȘO��, �c�^�����������γ�ұ��Y�ϵı���Ϳ��, �Ķ��@�������^����������Ŀ����g�Ɖĵ����ܵĹ�ˇ������
���滯�W��̎�����g�����û��W��̎���ķ���ֱ�ӌ��^�������M�Џ���̎��, ���ӱ���Ӳ�ȡ����õ�����������ˢ僷�����������̼�����B�����ߏ��ȼ���Ӳ���������ڃr���^�F, һ��ֻ�������g��̫���ص�С�ͱá�